一种PCB板收放板机
文献发布时间:2023-06-19 10:29:05
技术领域
本发明涉及技术领域,具体涉及一种PCB板收放板机。
背景技术
在PCB板生产过程中,需要收放板机将PCB板进行收放至装放框中进行存纳,方便工作人员对PCB板进行整理、包装工作,通过自动化设备取代人工进行收取板是一种行业的发展趋势,市面上收放板机各式各样,现有的用于PCB板的收放板机在使用时仍然存在着许多不足之处,现有的用于PCB板的收放板机在使用时的自动化程度低,使用费时费力,且收放板机只能对同种宽度、厚度大小的PCB板进行收放工作,适配性比较低,无法自动根据PCB板大小调整吸嘴的位置,导致吸嘴直接吸在板面上,有损伤板面的风险。
发明内容
本发明的目的在于避免现有技术中的不足之处而提供一种PCB板收放板机,解决现有的PCB板收放板机无法根据PCB板大小来调整吸嘴位置的问题。
本发明的目的通过以下技术方案实现:一种PCB板收放板机,包括机架、传输段、机械臂、控制机构和调宽吸吊机构,所述传输段设在机架的工作台上,用于传输PCB板;所述机械臂设在机架顶端,用于抓取PCB板送至传输段;所述控制机构包括MES系统、EAP系统和PLC控制器,所述MES系统用来获得PCB板的宽度尺寸,PLC控制器通过EAP系统获取MES系统传递的信息;所述调宽吸吊机构包括用于吸附PCB板的吸吊组件以及调整所述吸吊组件位置的调宽组件,所述调宽组件与控制机构连接。
优选地,所述调宽组件包括伺服机构、第一皮带轮、第二皮带轮、第一旋转轴承、第二旋转轴承、左旋丝杆和右旋丝杆,所述伺服机构与PLC控制器连接,所述伺服机构的输出轴与第一旋转轴承和第二旋转轴承连接,所述第一旋转轴承和第一皮带轮传动连接,所述第二旋转轴承与第二皮带轮传动连接,所述左旋丝杆两端分别与第一皮带轮、吸吊组件连接,所述右旋丝杆两端分别与第二皮带轮、吸吊组件连接。
优选地,所述左旋丝杆和右旋丝杆均设置两根,两根所述左旋丝杆、两根所述右旋丝杆均以第一皮带轮和第二皮带轮之间的连线为对称轴对称设置。
优选地,所述吸吊组件包括第一吸嘴安装板、第二吸嘴安装板和设在第一吸嘴安装板、第二吸嘴安装板下方的吸嘴,所述第一吸嘴安装板、第二吸嘴安装板均与调宽组件连接,所述吸嘴用于吸附PCB板。
优选地,所述调宽吸吊机构上方设有旋转机构,用于带动PCB板旋转。
优选地,所述旋转机构包括旋转气缸、旋转结构固定盘、油压缓冲器和缓冲垫,所述缓冲垫与旋转气缸通过底部连接盘连接,缓冲垫与油压缓冲器垂直设置,所述油压缓冲器与旋转结构固定盘固定连接。
优选地,所述机架包括第一工作平台、第二工作平台和第三工作平台,所述第一工作平台设有托盘暂存工位,第一工作平台和第二工作平台之间设有供AGV小车往返的空间,所述第二工作平台设有生产工位,所述第三工作平台设有待生产工位或暂存工位。
优选地,所述第一工作平台的侧面设有托盘暂存工位,所述AGV小车用于取走或送来托盘暂存工位的托盘。
优选地,所述第三工作平台还设有异常板暂存工位,所述异常板暂存工位用于在生产过程中异常板的暂存。
从以上方案可以看出,本发明具有以下有益效果:
1、本发明提供的一种PCB板收放板机设有调宽吸吊机构,通过MES系统下发指令到达调宽吸吊机构自动调整吸嘴的距离,实现自动化设备自动调整宽度吸吊PCB板,无需人工二次调整,进一步提高了自动化设备的连续性生产。
2、本发明还设有旋转机构,旋转机构设有油压缓冲器和缓冲垫,旋转过程中缓冲垫会与油压缓冲器发生碰撞,利用油压缓冲器的减压卸力功能,旋转导致的冲击力随着与油压缓冲器的接触渐渐减弱,到旋转到指定位置时,将不会再因为反弹力而出现回弹的问题,实现自动旋转PCB板,且不会发生偏移。
3、调宽组件通过伺服机构带动第一旋转轴和第二旋转轴承转动,第一旋转轴通过第一皮带轮带动左旋丝杆转动,第二旋转轴承通过第二皮带轮带动右旋丝杆转动,左旋丝杆和右旋丝杆分别带动第一吸嘴安装板和第二吸嘴安装板同时向内或向外移动,实现调整吸嘴位置的目的。
4、机架的第一工作平台和第二工作平台之间设有供AGV小车往返的空间,第一工作平台的侧面设有托盘暂存工位,PCB板和托盘均可通过AGV自动化收放,无需人工二次搬运。
5、机架的第三工作平台上增加了异常板暂存工位,针对生产过程中有异常的板进行暂存,若生产线过程中出现了异常板,则收放板机自动将异常板暂放到异常板工位上,则整体生产线可以不停止继续生产,实现PCB板收放板机的连续性生产。
附图说明
利用附图对发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
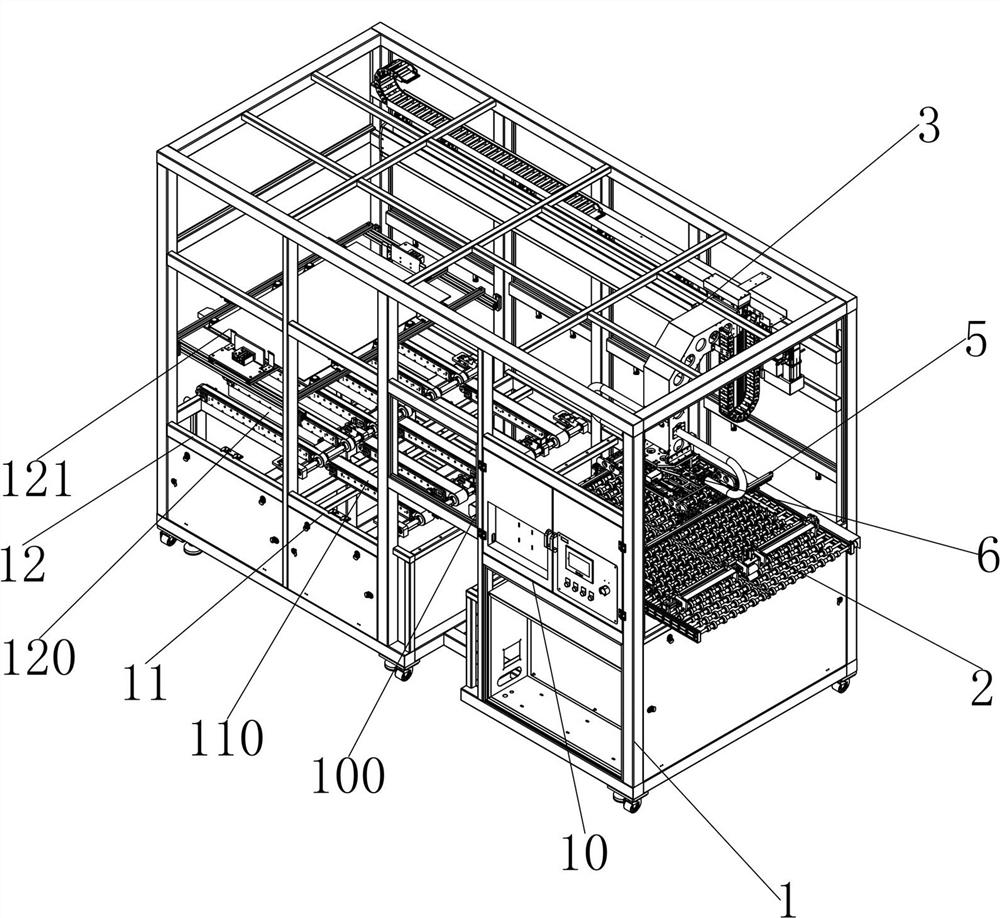
图1是本发明提供的一种PCB板收放板机的结构示意图。
图2是本发明提供的调宽吸吊机构的结构示意图。
图3是本发明提供的旋转机构的结构示意图。
图4是本发明提供的旋转机构的左视图。
其中,附图标记如下:
1、机架;2、传输段;3、机械臂;5、调宽吸吊机构;6、旋转机构;60、旋转气缸;10、第一工作平台;11、第二工作平台;12、第三工作平台;61、旋转结构固定盘;62、油压缓冲器;63、缓冲垫;64、底部连接盘;70、第一吸嘴安装板;71、第二吸嘴安装板;72吸嘴;80、伺服机构;81、第一旋转轴承;82、第二旋转轴承;83、第一皮带轮;84、第二皮带轮;85、左旋丝杆;86、右旋丝杆;100、托盘暂存工位;110、生产工位;120、待生产工位;121、异常板暂存工位。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。
如图1所示,本实施例的一种PCB板收放板机,包括机架1、传输段2、机械臂3、控制机构和调宽吸吊机构5,所述传输段2设在机架1的工作台上,用于传输PCB板;所述机械臂3设在机架1顶端,用于抓取PCB板送至传输段2;所述控制机构包括MES系统、EAP系统和PLC控制器,所述MES系统用来获得PCB板的宽度尺寸,PLC控制器通过EAP系统获取MES系统传递的信息;所述调宽吸吊机构5包括用于吸附PCB板的吸吊组件以及调整所述吸吊组件位置的调宽组件,所述调宽组件与控制机构连接。
如图2所示,所述调宽组件包括伺服机构80、第一旋转轴承81、第二旋转轴承82、第一皮带轮83、第二皮带轮84、左旋丝杆85和右旋丝杆86,所述伺服机构80与PLC控制器连接,伺服机构80的输出轴与第一旋转轴承81和第二旋转轴承82连接,所述第一旋转轴承81和第一皮带轮83传动连接,所述第二旋转轴承82与第二皮带轮84传动连接,所述左旋丝杆85两端分别与第一皮带轮83、吸吊组件连接,所述右旋丝杆86两端分别与第二皮带轮84、吸吊组件连接。调宽组件的工作原理为:启动伺服机构80,伺服机构80带动第一旋转轴81和第二旋转轴承82转动,第一旋转轴81通过第一皮带轮83带动左旋丝杆85转动,第二旋转轴承82通过第二皮带轮84带动右旋丝杆86转动。
本实施例提供的调宽组件利用了旋转轴承的联动作用,实现了一个伺服机构80同时带动左旋丝杆85和右旋丝杆86转动。
进一步地,所述左旋丝杆85和右旋丝杆86均设置两根,两根所述左旋丝杆85、两根所述右旋丝杆86均以第一皮带轮83和第二皮带轮84之间的连线为对称轴对称设置,保证了对称性,这样同时实现了吸吊PCB板可只吸吊板边,不会触碰到PCB板内图形,对于棕化、蚀刻等要求高的流程则完全避免了因吸嘴72触碰导致的擦花,同时调宽吸吊机构5达到“井”字型设计,能更好地保证PCB板在吸吊过程中的稳定性。
如图2所示,所述吸吊组件包括第一吸嘴安装板70、第二吸嘴安装板71和设在第一吸嘴安装板70、第二吸嘴安装板71下方的吸嘴72,所述第一吸嘴安装板70与左旋丝杆85连接,所述第二吸嘴安装板71与右旋丝杆86连接,所述吸嘴72用于吸附PCB板。
本实施例提供的调宽吸吊机构的工作原理如下:通过MES系统调取PCB板的宽度尺寸,MES系统通过EAP系统下发到PLC控制器,PLC控制器将PCB板的宽度尺寸通过伺服机构80计算出相关伺服脉冲数据,再带动第一皮带轮83和第二皮带轮84行走相应的路径,第一皮带轮83和第二皮带轮84带动左旋丝杆85和右旋丝杆86共同旋转,左旋丝杆85和右旋丝杆86分别带动第一吸嘴安装板70和第二吸嘴安装板71同时向内或向外移动,从而调整吸嘴72位置达到PCB板的相应宽度尺寸。
现有的PCB板收放板机在收放板过程中,由于速度较快,PCB板在传输过程中靠单一吸吊丝杠传输,板面容易抖动并增加掉板的风险,本实施例中的调宽吸吊机构5通过设有左旋丝杆85和右旋丝杆86,实现“井”字型结构进行吸吊,提升了PCB板在传输过程中的稳定性。
所述调宽吸吊机构5上方设有旋转机构6,用于带动PCB板旋转,如图3和图4所示,所述旋转机构6包括旋转气缸60、旋转结构固定盘61、油压缓冲器62和缓冲垫63,所述缓冲垫63与旋转气缸60通过底部连接盘64连接,缓冲垫63与油压缓冲器62垂直设置,所述油压缓冲器62与旋转结构固定盘61固定连接。
本实施例提供的旋转机构的工作原理:在旋转气缸60运作时,旋转气缸60会带动缓冲垫63一起旋转,当旋转角度接近90°或270°的时候,缓冲垫63会与油压缓冲器62发生碰撞,利用油压缓冲器62的减压卸力功能,值得说明的是,油压缓冲器62具有优良且平稳的减速、吸震性能,在收到负载撞击时,抵抗力会自动调整,旋转导致的冲击力随着与油压缓冲器62的接触渐渐减弱,到旋转到指定位置时,将不会再因为反弹力而出现回弹的问题。
现有的PCB板收放板机在收放板过程中需要旋转PCB板时,需要单独配置一台旋转设备,相比较于常规旋转设备在旋转过程中通过旋转气缸旋转后会因为反弹力出现轻微的回弹,导致PCB板无法刚好旋转到90°或270°对应的位置,本实施例中的旋转机构6不仅能够实现PCB板自动旋转,还能保证PCB板在中心点不变的情况下,旋转后的PCB板也是居中放置无偏移。
如图1所示,所述机架1包括第一工作平台10、第二工作平台11和第三工作平台12,所述第一工作平台10和第二工作平台11之间设有供AGV小车往返的空间,第一工作平台10设有托盘暂存工位100,所述第二工作平台11设有生产工位110,所述第三工作平台12设有待生产工位120或暂存工位,进一步说明的是,当收放机进行放板动作时,所述第三工作平台12设有待生产工位120,可将准备好的PCB板传输到待生产工位120上,这样则可以继续生产,保证了生产的连续性;当收放机进行收板动作时,所述第三工作平台12设有暂存工位,当生产工位放满了PCB板,可将放慢的板传输到暂存工位上,这样生产工位可继续收板,保证了生产的连续性。
进一步地,所述托盘暂存工位100设在所述第一工作平台10的侧面,托盘暂存工位100与AGV小车位置相对应,可让AGV小车从侧面取走或送来托盘,即节省了空间位置又实现了自动取放底盘,无需人工搬运,节省人工成本。
更进一步地,所述第三工作平台12还设有异常板暂存工位121,所述异常板暂存工位121设在所述待生产工位或暂存工位120上方,用于在生产过程中异常板的暂存,增加异常板暂存工位121,针对生产过程中有异常的板进行暂存,若生产线过程中出现了异常板,则收放板机自动将异常板暂放到异常板暂存工位121上,则整体生产线可以不停止继续生产。
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
- 一种PCB收放板机吸盘架的夹爪机构、吸盘架和收放PCB板的方法
- 一种PCB板自动化收放板机