一种电池壳的自动装箱机
文献发布时间:2023-06-19 10:40:10
技术领域
本发明涉及电池壳的包装设备技术领域,尤其涉及一种电池壳的自动装箱机。
背景技术
目前,圆柱形结构的电池壳在冲压成型之后,需要进行装箱操作,现有厂家大多由工人将电池壳手动插入收料箱的料槽中,其存在劳动强度大,效率低下的问题,由此,急需解决。
发明内容
本发明的目的在于针对上述问题,提供一种电池壳的自动装箱机,以解决上述背景技术中提出的问题。
本发明的目的是通过以下技术方案来实现:
一种电池壳的自动装箱机,包括:
一分二输送装置,用于将电池壳分成多排输送;
摆料装置,用于接收一分二输送装置输送的电池壳并将电池壳摆入摆料盘中,所述摆料装置位于所述一分二输送装置的后端;
移送装置,用于将摆料盘中的电池壳移送至收料箱中,所述移送装置位于所述摆料装置的后端。
作为本发明的一种优选方案,所述一分二输送装置包括上料线、出料线及一分二组件,所述一分二组件位于所述上料线与所述出料线之间以连接所述上料线的出口端与所述出料线的进口端,所述出料线包括出料架及并排布置于所述出料架上的第一子出料线、第二子出料线,所述一分二组件包括底板及摆动板,所述底板安装于所述出料架上,所述摆动板上开有走料通道,且所述摆动板能摆动的连接于所述底板上,所述底板上安装有用于带动所述摆动板摆动的驱动组件。
作为本发明的一种优选方案,所述摆料装置包括摆料组件,所述摆料组件包括转轮及盖板,所述转轮位于所述出料线的出口处,且所述转轮由转动电机驱动旋转,定义所述转轮邻近所述出料线出口处的一端为第一端,所述转轮远离所述出料线出口处的一端为第二端,所述盖板包括位于第一端处的进口段、位于第二端处的出口段及用于连接所述进口段、所述出口段的连接段,所述进口段水平布置,且所述进口段位于所述转轮的上方,所述出口段竖直布置,且所述出口段在所述进口段的斜下方,所述连接段为弧形结构,所述盖板的内壁与所述转轮的外壁之间限定出摆料通道,且所述盖板上固定连接有隔板以将摆料通道分隔成第一摆料子通道、第二摆料子通道,所述第一摆料子通道的进料端与所述第一子出料线的出口端相连,所述第二摆料子通道的进料端与所述第二子出料线的出口端相连,所述摆料盘上位于所述第一摆料子通道的出料端的下方设置有摆料槽,且所述摆料盘上位于所述第二摆料子通道的出料端下方设置有摆料槽。
作为本发明的一种优选方案,所述移送装置包括机架,所述机架上能前后移动的安装有支架,所述支架上能上下移动的安装有支座,所述支座上能上下移动的安装有用于吸附电池壳的电磁铁,所述支座上能上下移动的安装有升降座,所述升降座上能前后移动的安装有用于夹紧电池壳的夹板,所述夹板为2块,所述的2块夹板对称布置于所述电磁铁的前后两端。
作为本发明的一种优选方案,所述驱动组件包括摆动气缸,所述摆动气缸铰接安装于摆动气缸座上,所述摆动气缸座固定连接于所述底板上,所述摆动气缸的活塞杆与移动杆的一端铰接连接,所述移动杆的另一端与所述摆动板铰接连接,所述摆动板通过销轴能摆动的连接于所述底板上。
作为本发明的一种优选方案,所述出料架上安装有感应架,所述感应架上对应第一子出料线的位置安装有第一感应器,且所述感应架上对应第二子出料线的位置安装有第二感应器。
作为本发明的一种优选方案,所述出口段与所述摆料盘之间固定安装有导料块,所述导料块上沿竖直方向开有导料通槽,所述导料通槽的口径由上端至下端依次递减。
作为本发明的一种优选方案,所述摆料盘安装于步进输送线上,所述摆料盘上开设有2排摆料槽组,每排摆料槽组包括沿所述步进输送线的输送方向布置的多个摆料槽。
作为本发明的一种优选方案,所述电磁铁的外壁上开设有多个第一槽口,所述夹板上开有多个第二槽口,所述第一槽口的数量与所述第二槽口的数量相同,所述的多个第一槽口与所述的多个第二槽口一一对应分布,所述第一槽口、所述第二槽口相配合以形成与电池壳相适配的夹持槽口。
作为本发明的一种优选方案,所述夹板由夹紧气缸驱动以实现前后移动,所述升降座由升降气缸驱动以实现上下移动,所述电磁铁由驱动气缸驱动以实现上下移动,所述支座由主气缸驱动以实现上下移动,所述支架由移动气缸驱动以实现前后移动。
本发明的有益效果为,与现有技术相比,本发明能实现电池壳的自动装箱,其自动化程度高,大大降低了工人的劳动强度,提高了工作效率。
附图说明
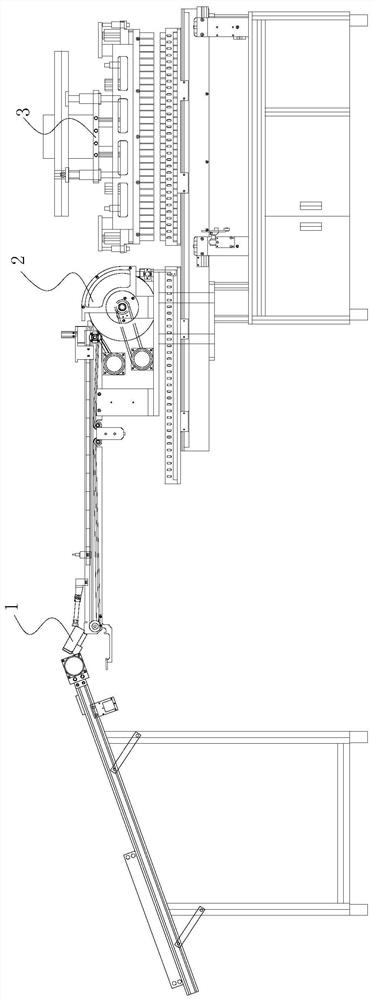
图1为一种电池壳的自动装箱机的结构示意图;
图2为一分二输送装置的结构示意图;
图3为摆料装置的结构示意图;
图4为移送装置的正视图;
图5为移送装置的侧视图。
图中:
1、一分二输送装置;2、摆料装置;3、移送装置;
101、上料线;102、出料架;103、第一子出料线;104、第二子出料线;105、底板;106、摆动板;107、摆动气缸;108、移动杆;109、翻转气缸;110、第一感应器;111、第二感应器。
201、步进输送线;202、摆料盘;203、转轮;204、盖板;205、转动电机;206、进口段;207、出口段;208、连接段;209、摆料通道;210、导料块。
301、支架;302、支座;303、主气缸;304、驱动气缸;305、升降座;306、升降气缸;307、夹板;308、夹紧气缸;309、电磁铁。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的实施例仅仅用于解释本发明,而非对本发明的限定。
请参照图1至图5所示,图1为一种电池壳的自动装箱机的结构示意图;图2为一分二输送装置的结构示意图;图3为摆料装置的结构示意图;图4为移送装置的正视图;图5为移送装置的侧视图。
于本实施例中,一种电池壳的自动装箱机,包括:
一分二输送装置1,用于将电池壳分成2排输送;
摆料装置2,用于接收一分二输送装置1输送的电池壳并将电池壳摆入摆料盘202中,所述摆料装置2位于所述一分二输送装置1的后端;
移送装置3,用于将摆料盘202中的电池壳移送至收料箱中,所述移送装置3位于所述摆料装置2的后端。
具体的,本实施例中,所述一分二输送装置1包括上料线101、出料线及一分二组件,所述一分二组件位于所述上料线101与所述出料线之间以连接所述上料线101的出口端与所述出料线的进口端,所述出料线包括出料架102及并排布置于所述出料架102上的第一子出料线103、第二子出料线104,所述一分二组件包括底板105及摆动板106,所述底板105安装于所述出料架102上,所述摆动板106上开有走料通道,且所述摆动板106能摆动的连接于所述底板105上,所述底板105上安装有用于带动所述摆动板106摆动的驱动组件,所述驱动组件包括摆动气缸107,所述摆动气缸107铰接安装于摆动气缸座上,所述摆动气缸座固定连接于所述底板105上,所述摆动气缸107的活塞杆与移动杆108的一端铰接连接,所述移动杆108的另一端与所述摆动板106铰接连接,所述摆动板106通过销轴能摆动的连接于所述底板105上。
本实施例中,所述出料架102上安装有感应架,所述感应架上对应第一子出料线103的位置安装有第一感应器110,且所述感应架上对应第二子出料线104的位置安装有第二感应器111。
为了便于维护,本实施例中,所述出料架102上安装有翻转气缸座,所述翻转气缸座上铰接连接有翻转气缸109,所述翻转气缸109的活塞杆与所述底板105铰接连接,所述底板105通过转轴能转动的连接于所述出料架102上;翻转气缸109的设置,进而能将整个底板105及其上的附件都翻转过来,以便在不工作时进行维护。
具体的,本实施例中,所述摆料装置2包括摆料组件,所述摆料组件包括转轮203及盖板204,所述转轮203位于所述出料线的出口处,且所述转轮203由转动电机205驱动旋转,所述盖板204包括位于左端的进口段206、位于右端的出口段207及用于连接所述进口段206、所述出口段207的连接段208,所述进口段206水平布置,且所述进口段206位于所述转轮203的上方,所述出口段207竖直布置,且所述出口段207在所述进口段206的斜下方,所述连接段208为弧形结构,所述盖板204的内壁与所述转轮203的外壁之间限定出摆料通道209,且所述盖板204上固定连接有隔板以将摆料通道209分隔成第一摆料子通道、第二摆料子通道,所述第一摆料子通道的进料端与所述第一子出料线103的出口端相连,所述第二摆料子通道的进料端与所述第二子出料线104的出口端相连,所述摆料盘202安装于步进输送线201上,所述摆料盘202上开设有2排摆料槽组,每排摆料槽组包括沿所述步进输送线201的输送方向布置的多个摆料槽,位于前面一排的摆料槽组位于所述第一摆料子通道的出料端的下方,位于后面一排的摆料槽组位于所述第二摆料子通道的出料端的下方。
进一步的,所述出口段207与所述摆料盘202之间固定安装有导料块210,所述导料块210上沿竖直方向开有导料通槽,所述导料通槽的口径由上端至下端依次递减。
为了便于生产制造,本实施例中,所述进口段206、所述出口段207、所述连接段208为一体结构。
具体的,本实施例中,所述移送装置3包括机架(图中未绘示),所述机架上能前后移动的安装有支架301,且所述机架上安装有用于带动所述支架301前后移动的移动气缸,所述支架301上能上下移动的安装有支座302,且所述支架302上安装有用于带动所述支座302上下移动的主气缸303,所述支座302上能上下移动的安装有用于吸附电池壳的电磁铁309,且所述支座302上安装有用于带动电磁铁309上下移动的驱动气缸304,所述支座302上能上下移动的安装有升降座305,且所述支座302上安装有用于带动所述升降座305上下移动的升降气缸306,所述升降座305上能前后移动的安装有用于夹紧电池壳的夹板307,且所述升降座305上安装有用于带动所述夹板307前后移动的夹紧气缸308,所述夹板307为2块,所述的2块夹板307对称布置于所述电磁铁309的前后两端。
进一步的,所述电磁铁309的外壁上开设有多个第一槽口,所述夹板307上开有多个第二槽口,所述第一槽口的数量与所述第二槽口的数量相同,所述的多个第一槽口与所述的多个第二槽口一一对应分布,所述第一槽口、所述第二槽口相配合以形成与电池壳相适配的夹持槽口。
工作时,电池壳由上料线101送入,经摆动板106上的走料通道进入第一子出料线103,当第一子出料线103上方的第一感应器110感应到有电池壳通过而第二子出料线104上方的第二感应器111未感应到电池壳通过时,摆动气缸107启动,带动摆动板106摆动以使得走料通道与第二子出料线104相连,此时,上料线101送入的电池壳进入第二子出料线104上,当第二子出料线104上方的第二感应器111感应到有电池壳通过而第一子出料线103上方的第一感应器110未感应到电池壳通过时,摆动气缸107的活塞杆回缩以带动摆动板106复位,从而使得走料通道与第一子出料线103相连,如此往复循环,将电池壳分成两排输送,接着,由出料线送出的电池壳进入摆料通道209内,具体的,第一子出料线103中的电池壳进入第一摆料子通道中,第二子出料线104中的电池壳进入第二摆料子通道中,接着,转动电机205带动转轮203转动,随着转轮203的转动,电池壳由摆料通道209的出料端落下,经导料通槽后进入摆料槽内,接收到电池壳的摆料盘202在步进输送线201的带动下前移一格以使得空置的摆料槽位于摆料通道209的出料端下方,如此往复循环直至摆料盘装满电池壳,装满电池壳的摆料盘被步进输送线运送至移送装置3的后端处,然后,支架301向后移动至步进输送线201的摆料盘202处,此时,主气缸303带动支座302下移到位,接着,驱动气缸304带动电磁铁309下移伸出至摆料盘202的电池壳处,电磁铁309通电吸附电池壳,与此同时,升降气缸306带动升降座305下移,进而带动夹板307下移,夹紧气缸308带动夹板307朝向所述电磁铁309移动,夹板307与电磁铁309相配合夹住电池壳,然后,主气缸303带动支座302上移进而将电池壳从摆料盘202中提出,支架301前移至收料箱处后,主气缸303带动支座302下移,电磁铁309断电,与此同时,夹板307与电磁铁309缩回,电池壳落入收料箱的料槽中,如此往复循环直至收料箱中的料槽装满。
以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述实施例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书界定。
- 一种电池壳的自动装箱机
- 一种电池自动装箱机