一种摇窗电机后盖双色注射装置及双色注射工艺
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及双色注射装置技术领域,具体为一种摇窗电机后盖双色注射装置及双色注射工艺。
背景技术
双色注塑是指将两种不同的材料注塑到同一套模具,从而实现注塑出来的零件由两种材料形成的成型工艺,有的两种材料是不同颜色的,有的是软硬不同的,从而提高产品的美观性和装配等性能,双色注塑现在已经广泛应用到了电子产品,电动工具,医疗产品,家电,玩具等等几乎所有的塑胶领域,双色模具的制作和成型以及双色多色注塑机和双色注塑原材料的研发也有了飞速的发展,目前摇窗电机的后盖也采用了双色注射成型的生产工艺,而现有的摇窗电机后盖的双色注射装置不便于将注射成型后的电机后盖进行脱模。
发明内容
本发明的目的在于提供一种摇窗电机后盖双色注射装置及双色注射工艺,旨针对现有技术摇窗电机后盖的双色注射成型装置不便于将注射成型的后盖进行脱模的问题。
为实现上述目的,本发明提供如下技术方案:一种摇窗电机后盖双色注射装置,包括工作台,所述工作台底端固定连接有设备箱,所述设备箱底端四个边角处均固定连接有支撑腿,所述工作台顶端一侧固定连接有上料机构,所述上料机构一侧固定连接有第一固定板,所述第一固定板一侧固定连接有第一母模和第二母模,所述第一母模与第二母模上下对应设置,所述工作台顶端另一侧固定连接有驱动机构,所述驱动机构一侧固定连接有转动机构,所述转动机构一侧设置有第二固定板,所述第二固定板底端通过固定块与工作台顶端固定连接,所述第二固定板中心处开设有开孔,所述第二固定板正对第一固定板一侧四个边角处均固定连接有导向杆,所述第二固定板位于导向杆一侧底部固定连接有两个出模机构,所述出模机构一侧固定连接有第三固定板,所述转动机构与第三固定板一侧固定连接,所述第二固定板与第三固定板之间设置有轴承座,所述轴承座底端固定连接有支撑块,所述支撑块底端与工作台顶端固定连接,所述第三固定边的四个边角处均开设有导向孔,所述第三固定板正对第一固定板一侧固定连接有第一公模和第二公模,所述第一公模和第二公模大小尺寸完全相同,所述第一公模与第二公模上下对应且均围绕第三固定板的轴心处设置,所述第一公模和第二公模与第一母模和第二母模对应设置。
为了使得对双色母料进行快速融入挤出,作为本发明的一种优选方案:所述上料机构包括固定连接于工作台顶端的工作箱,所述工作箱内上下分别设置有第一驱动电机和第二驱动电机,所述工作箱位于第一固定板一侧侧壁上下分别固定连接有第一送料筒和第二送料筒,所述第一送料筒和第二送料筒内均设置有送料蛟龙,所述第一送料筒和第二送料筒外壁等距均匀安装有加热器,所述第一送料筒顶端固定连接有第一送料漏斗,所述第二送料筒一侧固定连接有第二送料漏斗,所述第一驱动电机和第二驱动电机的输出轴贯穿工作箱侧壁分别与第一送料筒和第二送料筒内设置的送料蛟龙一端转动连接,所述第一固定板位于工作箱一侧开设有两个注射口,两个注射口分别位于第一母模和第二母模的中心处,所述第一送料筒的注射头与位于第一母模中心处的注射口固定连接,所述第二送料筒的注射头与位于第二母模中心处的注射口固定连接。
为了使得驱动公模与母模紧密贴合,作为本发明的一种优选方案:所述驱动机构包括固定连接于工作台顶端的第一固定挡板,所述第一固定挡板一侧固定连接有气缸,所述气缸的活塞杆与第二固定挡板一侧固定连接,所述第二固定挡板底端固定连接有两个滑块,两个所述滑块分别滑动连接于滑动底板顶端开设的滑槽内,所述滑动底板底端固定连接于工作台顶端。
为了使得方便进行双色注射,作为本发明的一种优选方案:所述转动机构包括通过电机支架固定连接于第二固定挡板一侧的第三驱动电机,所述第三驱动电机的输出轴与转动杆一端转动连接,所述转动杆的另一端穿过开孔与第三固定板侧壁中心处固定连接,所述轴承座与转动杆转动连接。
为了使得对注射成型的后盖进行脱模,作为本发明的一种优选方案:所述出模机构包括固定连接于第二固定板一侧侧壁底部的第一固定杆,所述固定杆的一端固定连接有出模杆,所述固定杆外部套设有缓冲弹簧,顶端缓冲弹簧的两端分别与第二固定板和第三固定板侧壁弹性连接,所述第三固定板底部侧壁开设有出模孔,所述出模孔内滑动连接有第一密封块,所述第一密封块一侧通过连接块固定连接有第二密封块,所述第二密封块尺寸与出模孔尺寸相匹配,所述出模孔贯穿第二公模侧壁,所述出模杆与出模孔穿插连接。
为了使得该双色注射装置便于使用,作为本发明的一种优选方案:所述导向杆设置于导向孔的开口处,所述出模杆设置于出模孔的开口处。
为了使得该双色注射装置正常工作,作为本发明的一种优选方案:所述设备箱一侧侧壁固定连接有控制面板,所述第一驱动电机、第二驱动电机、加热器、气缸和第三驱动电机均与控制面板电性连接,所述控制面板与外接电源电性连接。
一种摇窗电机后盖双色注射工艺,包含上述用于制造摇窗电机后盖的一种摇窗电机后盖双色注射装置,还包括以下步骤:
S1将双色母料分别通过上料机构进行热熔挤出;
S2通过驱动机构驱动第三固定板移动,使得公模与母模贴合进行一次注射;
S3通过驱动机构配合转动机构进行二次注射;
S4通过出模机构对双色注射完成后的摇窗电机后盖进行脱模。
与现有技术相比,本发明提供的一种摇窗电机后盖双色注射装置及双色注射工艺,具备以下有益效果:
1)通过设有的出模机构,第二公模与第二母模贴合完成二次注射之后,摇窗电机后盖成型,通过驱动机构带动第三固定板向后移动,使得出模杆与出模孔穿插连接,出模杆推动第一密封块,继而带动第二密封块将第二公模上成型的摇窗电机后盖快速的脱模,提升了该双色注射装置的脱模效率,同时提升了摇窗电机后盖的生产成型效率;
2)通过设有的驱动机构配合转动机构,第三驱动电机带动第三固定板垂直180度转动,使得第一公模与第二公模轮流交替的与第一母模和第二母模贴合进行注射,通过驱动机构带动转动机构,将公模与母模进行快速脱离,提升了摇盖电机后盖的双色注射成型效率。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
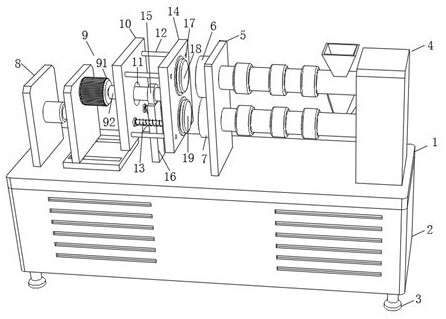
图1为本发明的结构示意图;
图2为本发明的结构示意图之一;
图3为本发明的上料机构结构示意图;
图4为本发明的上料机构剖面示意图;
图5为本发明的驱动机构结构示意图;
图6为本发明的出模机构结构示意图;
图7为本发明的出模机构剖面示意图。
图中:1、工作台;2、设备箱;3、支撑腿;4、上料机构;41、工作箱;42、第一驱动电机;43、第二驱动电机;44、第一送料筒;45、第二送料筒;46、送料蛟龙;47、加热器;48、第一送料漏斗;49、第二送料漏斗;410、注射头;5、第一固定板;6、第一母模;7、第二母模;8、驱动机构;81、第一固定挡板;82、第二固定挡板;83、气缸;84、滑动底板;9、转动机构;91、第三驱动电机;92、转动杆;10、第二固定板;11、开孔;12、导向杆;13、出模机构;131、固定杆;132、出模杆;133、缓冲弹簧;134、出模孔;135、第一密封块;136、第二密封块;14、第三固定板;15、轴承座;16、支撑块;17、导向孔;18、第一公模;19、第二公模;20、控制面板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
请参阅图1-7,本发明提供以下技术方案:一种摇窗电机后盖双色注射装置,包括工作台1,工作台1底端固定连接有设备箱2,设备箱2底端四个边角处均固定连接有支撑腿3,工作台1顶端一侧固定连接有上料机构4,上料机构4一侧固定连接有第一固定板5,第一固定板5一侧固定连接有第一母模6和第二母模7,第一母模6与第二母模7上下对应设置,工作台1顶端另一侧固定连接有驱动机构8,驱动机构8一侧固定连接有转动机构9,转动机构9一侧设置有第二固定板10,第二固定板10底端通过固定块与工作台1顶端固定连接,第二固定板10中心处开设有开孔11,第二固定板10正对第一固定板5一侧四个边角处均固定连接有导向杆12,第二固定板10位于导向杆12一侧底部固定连接有两个出模机构13,出模机构13一侧固定连接有第三固定板14,转动机构9与第三固定板14一侧固定连接,第二固定板10与第三固定板14之间设置有轴承座15,轴承座15底端固定连接有支撑块16,支撑块16底端与工作台1顶端固定连接,第三固定边的四个边角处均开设有导向孔17,第三固定板14正对第一固定板5一侧固定连接有第一公模18和第二公模19,第一公模18和第二公模19大小尺寸完全相同,第一公模18与第二公模19上下对应且均围绕第三固定板14的轴心处设置,第一公模18和第二公模19与第一母模6和第二母模7对应设置。
在本实施例中:上料机构4包括固定连接于工作台1顶端的工作箱41,工作箱41内上下分别设置有第一驱动电机42和第二驱动电机43,工作箱41位于第一固定板5一侧侧壁上下分别固定连接有第一送料筒44和第二送料筒45,第一送料筒44和第二送料筒45内均设置有送料蛟龙46,第一送料筒44和第二送料筒45外壁等距均匀安装有加热器47,第一送料筒44顶端固定连接有第一送料漏斗48,第二送料筒45一侧固定连接有第二送料漏斗49,第一驱动电机42和第二驱动电机43的输出轴贯穿工作箱41侧壁分别与第一送料筒44和第二送料筒45内设置的送料蛟龙46一端转动连接,第一固定板5位于工作箱41一侧开设有两个注射口,两个注射口分别位于第一母模6和第二母模7的中心处,第一送料筒44的注射头410与位于第一母模6中心处的注射口固定连接,第二送料筒45的注射头410与位于第二母模7中心处的注射口固定连接。
具体的,工作人员首先将双色母料分别通过第一送料漏斗48和第二送料漏斗49倒入第一送料筒44和第二送料筒45中,通过第一驱动电机42和第二驱动电机43转动,带动送料蛟龙46将双色母料进行输送,加热器47为加热丝,通过加热器47对第一送料筒44和第二送料筒45中的母料进行熔融,然后通过送料蛟龙46输送至注射头410处,然后驱动机构8驱动转动机构9移动,使得转动机构9带动第三固定板14一侧固定连接的第一公模18和第二公模19与第一母模6和第二母模7合拢完成注射,然后驱动机构8驱动转动机构9带动第三固定板14复位,然后转动机构9带动第三固定板14垂直旋转180度之后,驱动机构8再次驱动第一公模18与第二公模19与第一母模6和第二母模7合拢,完成双色注射,然后通过出模机构13对双色注射成型的电机后盖进行快速脱模,提升了双色注射成型装置的脱模效率。
在本实施例中:驱动机构8包括固定连接于工作台1顶端的第一固定挡板81,第一固定挡板81一侧固定连接有气缸83,气缸83的活塞杆与第二固定挡板82一侧固定连接,第二固定挡板82底端固定连接有两个滑块,两个滑块分别滑动连接于滑动底板84顶端开设的滑槽内,滑动底板84底端固定连接于工作台1顶端。
具体的,气缸83的活塞杆伸缩推动第二固定挡板82在滑动底板84顶端滑动,使得第二固定挡板82一侧固定连接的转动机构9可以带动第三固定板14快速的对公模和母模进行合拢。
在本实施例中:转动机构9包括通过电机支架固定连接于第二固定挡板82一侧的第三驱动电机91,第三驱动电机91的输出轴与转动杆92一端转动连接,转动杆92的另一端穿过开孔11与第三固定板14侧壁中心处固定连接,轴承座15与转动杆92转动连接。
具体的,第三驱动电机91转动带动第三固定板14沿垂直方向进行180旋转,使得第一公模18和第二公模19相互交替着与第一母模6和第二母模7合拢进行双色注射成型。
在本实施例中:出模机构13包括固定连接于第二固定板10一侧侧壁底部的固定杆131,固定杆131的一端固定连接有出模杆132,固定杆131外部套设有缓冲弹簧133,顶端缓冲弹簧133的两端分别与第二固定板10和第三固定板14侧壁弹性连接,第三固定板14底部侧壁开设有出模孔134,出模孔134内滑动连接有第一密封块135,第一密封块135一侧通过连接块固定连接有第二密封块136,第二密封块136尺寸与出模孔134尺寸相匹配,出模孔134贯穿第二公模19侧壁,出模杆132与出模孔134穿插连接。
具体的,出模杆132与出模孔134穿插连接,使得出模杆132推动第一密封块135,继而第一密封块135推动第二密封块136,然后通过第二密封块136将双色注射成型后的电机后盖从公模上快速脱下,提高了双色注射成型装置的脱模效率。
在本实施例中:导向杆12设置于导向孔17的开口处,出模杆132设置于出模孔134的开口处。
在本实施例中:设备箱2一侧侧壁固定连接有控制面板20,第一驱动电机42、第二驱动电机43、加热器47、气缸83和第三驱动电机91均与控制面板20电性连接,控制面板20与外接电源电性连接。
具体的,通过控制面板20对第一驱动电机42、第二驱动电机43、加热器47、气缸83和第三驱动电机91实现自动化控制,提升电机后盖双色注射成型的生产效率
一种摇窗电机后盖双色注射工艺,包含上述用于制造摇窗电机后盖的一种摇窗电机后盖双色注射装置,还包括以下步骤:
S1将双色母料分别通过上料机构4进行热熔挤出;
S2通过驱动机构8驱动第三固定板14移动,使得公模与母模贴合进行一次注射;
S3通过驱动机构8配合转动机构9进行二次注射;
S4通过出模机构13对双色注射完成后的摇窗电机后盖进行脱模。
具体的,S1中,工作人员首先将双色母料通过第一送料漏斗48和第二送料漏斗49倒入第一送料筒44和第二送料筒45,通过加热器47将双色母料进行熔融并通过送料蛟龙46进行输送挤出;
S2中,驱动机构8驱动第三固定板14移动,使得第一公模18与第一母模6贴合,第二公模19与第二母模7贴合,然后通过送料蛟龙46对熔融后的母料进行输送挤出至成型腔内完成第一次注射成型,然后通过出模机构13将第二公模19上一次注射成型的模具脱下;
S3中,第三固定板14垂直旋转180度,使得第一公模18与第二母模7贴合,第二公模19与第一母模6贴合,使得第一公模18完成二次注射而第二公模19完成初色注射;
S4中,通过出模机构13将第一公模18上双色注射成型的电机后盖进行脱模。
工作原理,工作人员首先将双色母料分别通过第一送料漏斗48和第二送料漏斗49倒入第一送料筒44和第二送料筒45中,然后控制面板20控制加热器47开始工作,第一驱动电机42和第二驱动电机43分别驱动位于第一送料筒44和第二送料筒45内的送料蛟龙46开始转动,通过加热器47对第一送料筒44和第二送料筒45中的母料进行加热熔融,通过送料蛟龙46对母料进行输送,然后气缸83驱动第二固定挡板82在滑动底板84顶端滑动,使得第二固定挡板82带动第三驱动电机91移动,使得转动杆92推动第三固定板14,从而使第一公模18与第一母模6贴合,第二公模19与第二母模7贴合,然后通过注射头410将熔融后的母料分别注射入两个公模和两个母模形成的成型腔内,通过出模孔134内滑动连接的第一密封块135和第二密封块136,避免熔融的母料通过出模孔134漏出,影响电机后盖双色注射的生产,然后气缸83的活塞杆回缩,使得固定连接于固定杆131一端的出模杆132与出模孔134穿插连接,然后气缸83的活塞杆持续回缩,使得出模杆132推动第一密封块135在出模孔134中滑动,继而使得第二密封块136将第二公模19上初次注射的电机后盖模具脱模,然后第三驱动电机91驱动转动杆92转动,使得转动杆92转带动第三固定板14垂直旋转180度,使得第二公模19正对第一母模6,然后气缸83驱动第二固定挡板82在滑动底板84顶端滑动,使得第二固定挡板82带动第三驱动电机91移动,使得转动杆92推动第三固定板14,从而使第二公模19与第一母模6贴合,第一公模18与第二母模7贴合,然后位于第二送料筒45中的送料蛟龙46将二次注射的熔融母料注射入第一公模18与第二母模7形成的成型腔中,位于第一送料筒44中的送料蛟龙46将初次注射的熔融母料注射入第二公模19与第一母模6形成的成型腔中,控制面板20控制气缸83,使得气缸83的活塞杆回缩,完成上述脱模动作,然后控制面板20控制第三驱动电机91转动,使得第三固定板14再次旋转180度,使得初次注射成型的第二公模19与第二母模7正对,然后气缸83的活塞杆再次顶出,第一公模18与第一母模6贴合完成初次注射,第二公模19与第二母模7贴合完成双色注射,之后重复上述脱模过程,然后再重复上述旋转第三固定板14使第一公模18和第二公模19交替着与第一母模6和第二母模7贴合,通过控制面板20对第一驱动电机42、第二驱动电机43、加热器47、气缸83和第三驱动电机91实现自动化控制大大提升了摇窗电机后盖的双色注射效率,同时通过设有的出模机构13,大大提升的双色注射成型后模具脱模效率。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种摇窗电机后盖双色注射装置及双色注射工艺
- 一种摇窗电机后盖双色注射装置