壳体组件、制备方法和电子设备
文献发布时间:2023-06-19 10:54:12
技术领域
本发明涉及电子设备领域,具体地,涉及壳体组件、制备方法和电子设备。
背景技术
随着互联网技术的不断提高,电子设备在人们的日常生活所占有的比重越来越高。虽然电子设备的大范围普及促使其设计款式越来越丰富,但仍不足以满足人们日益繁多的需求。市面上现有的电池盖一般都是由单一材料制成的,如玻璃、陶瓷、蓝宝石或塑胶材料等,这些材料在具有自身优点的同时也都具有明显的缺点。例如虽然可以通过不同工艺和颜色将玻璃材质的电池盖做成各种色彩效果,但其层次感较弱,远远无法达到陶瓷的饱和色彩和触摸质感。
因此,目前的壳体组件、制备方法和电子设备仍有待改进。
发明内容
本申请旨在至少在一定程度上解决相关技术中的技术问题之一。
在本发明的一个方面,本发明提出了一种壳体组件,该壳体组件包括:第一基材,所述第一基材是透明的,且具有底面和多个侧壁,所述底面和多个所述侧壁限定出容纳空间,且所述第一基材远离所述容纳空间的一侧具有凹槽;第二基材,所述第二基材位于所述凹槽内。由此,壳体组件可兼具第一基材和第二基材的优点,并通过第一基材与第二基材的优缺点互补,弥补采用单一材料制成的壳体组件所带来的不足。
在本发明的另一方面,本发明提出了一种制备前面所述的壳体组件的方法,该方法包括:将第二基材放入仿形治具中,所述仿形治具具有底面和多个侧壁;将第一基材放入所述仿形治具中;对所述第一基材进行加热以令其达到软化点温度,从而令软化后的所述第一基材覆盖所述第二基材远离所述仿形治具一侧的表面以获得所述壳体组件。由此,通过该方法可制得前面所述的壳体组件,因此该方法具有前面所述壳体组件的全部特征以及优点。总得来说,通过该方法可制得具有多种结构的壳体组件,明显提高了上述壳体组件的适用范围。
在本发明的又一方面,本发明提出了一种电子设备,该电子设备包括:壳体组件,所述壳体组件为前面所述的或通过前面所述的方法制备的;电池以及主板,所述电池以及所述主板位于所述壳体组件所限定出的容纳空间内部,所述主板以及所述电池电连接。该壳体组件为前面所述的或通过前面所述的方法制备的,因此该电子设备具有前面所述壳体组件或前面所述的方法的全部特征以及优点。总的来说,该电子设备的壳体具有丰富的色彩、较好的质感和表面光泽效果,同时还具有较好的耐磨损和抗冲击性能。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
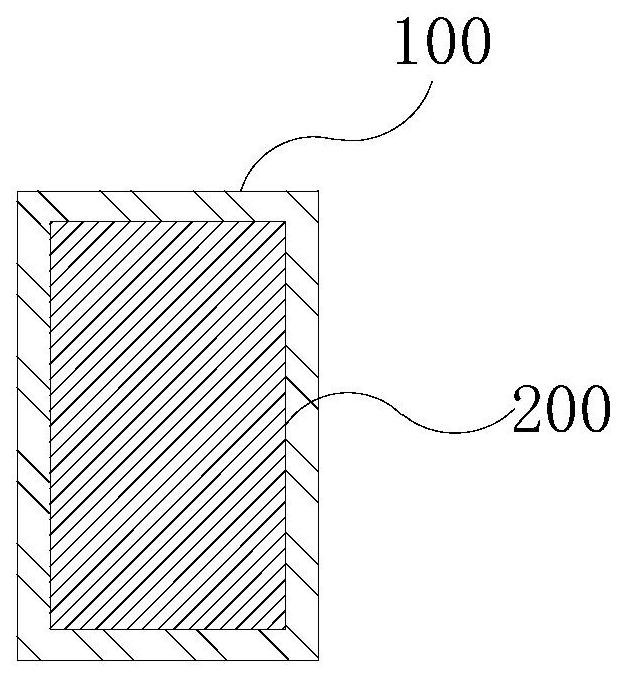
图1显示了根据本发明的一个实施例的壳体组件的结构示意图;
图2显示了根据本发明的又一个实施例的壳体组件的结构示意图;
图3显示了根据本发明的又一个实施例的壳体组件的结构示意图;
图4显示了根据本发明的多个实施例的壳体组件的结构示意图;
图5显示了根据本发明的一个实施例的制备壳体组件的方法的流程示意图;
图6显示了根据本发明的又一个实施例的制备壳体组件的方法的流程示意图;
图7显示了根据本发明的又一个实施例的制备壳体组件的方法的流程示意图;
图8显示了根据本发明的制备壳体组件的方法的流程示意图。
附图标记说明:
100:第一基材;200:第二基材;300:仿形治具;400:装饰效果层;500:防指纹层。
具体实施方式
下面详细描述本申请的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本申请,而不能理解为对本申请的限制。
本申请是基于发明人对以下问题的发现而做出的:
市面上常规的电池盖都是单一材料制成,例如玻璃、陶瓷、蓝宝石、聚甲基丙烯酸甲酯和聚碳酸酯等塑胶材料,这些材料具有自身优点的同时也都各有明显的缺点。发明人发现,玻璃材质的电池盖具有通透明亮的质感,可以通过后处理实现多种外观质感效果,但缺点在于玻璃一般不耐划伤且易碎;陶瓷材质的电池盖具有很好的质感且硬度高耐划伤,但缺点是外观质感效果较为单一,无法满足多种使用需求;蓝宝石材质的电池盖兼顾了玻璃材质和陶瓷材质的通透明亮及高硬度耐划伤的优点,但价格较为昂贵,大量使用会导致设备成本过高;聚甲基丙烯酸甲酯和聚碳酸酯等塑胶材质的电池盖价格低廉且抗冲击性能好,但其一般硬度较低且不耐划伤。
在本发明中,发明人发现,与常规的玻璃、陶瓷、蓝宝石等单一材质的电池盖相比,通过多种基材复合制备得到的电池盖可兼顾多种材料的优点,例如将玻璃与陶瓷复合得到的电池盖的底面部分可具备陶瓷材料的的高硬度和耐划伤性能,同时具有陶瓷高饱和的颜色质感,而电池盖侧壁部分的玻璃区域则可具有玻璃材料的抗冲击性较好,材质通透,便于做效果处理的优点。因此在电池盖的底面和侧壁区域可形成不同的外观效果,整体提升了电池盖的抗冲击强度、抗划伤性能和外观质感。
本申请旨在一定程度上解决相关技术中的技术问题之一。
在本发明的一个方面,本发明提出了一种壳体组件,参考图1和图2,该壳体组件包括:第一基材100,第一基材100是透明的,且具有底面和多个侧壁,底面和多个侧壁限定出容纳空间,且第一基材100远离容纳空间的一侧具有凹槽;第二基材200,第二基材200位于凹槽内。通过将第一基材与第二基材复合得到的壳体组件可兼具第一基材和第二基材的优点,并通过第一基材与第二基材的优缺点互补,弥补采用单一材料制成的壳体组件所带来的不足。
根据本发明的一些实施例,参考图2,第一基材100远离容纳空间的一侧所具有的凹槽的深度不受特别限制,例如凹槽的深度可小于等于第一基材的厚度。当凹槽的深度小于第一基材的厚度时,可在凹槽内设置厚度与凹槽深度相等的第二基材,由此可令第二基材的多个表面均与第一基材接触(如凹槽的底面和侧壁处),从而可以使得第一基材和第二基材更加紧密地结合。凹槽内的第二基材远离容纳空间一侧的表面可以与第一基材远离容纳空间一侧的表面齐平,由此可以使得壳体组件表面整体较为平整,避壳体组件表面出现异常突起。当凹槽的深度等于第一基材的厚度,即凹槽贯通整个第一基材时,设置在凹槽内的第二基材的厚度也可等于凹槽的深度,从而获得局部区域均由第二基材组成的壳体组件,进一步提高壳体组件的功能性。
根据本发明的一些实施例,第一基材的种类不受特别限制,例如第一基材可以为透明材质,例如可以为玻璃或高分子材料。具体地,第一基材可以为玻璃。玻璃材质较为通透,可通过不同的工艺做成各种颜色效果。并且,玻璃具有加工工艺简单的优点,采用玻璃为第一基材有利于通过更加简便的工艺将第一基材和第二基材进行复合固定。
根据本发明的一些实施例,第二基材的熔点或软化点温度不受特别限制,例如第二基材的熔点或软化点温度可高于第一基材的软化点温度。根据本发明的一些实施例,第二基材的种类不受特别限制,例如第二基材可包括蓝宝石和陶瓷。当第二基材的熔点或软化点温度高于第一基材的软化点温度时,通过压铸工艺形成第一基材和第二基材复合的壳体组件时,第一基材的熔融体可以随仿形模具的形态进行流动仿形,而第二基材仍可保持原有的形貌结构,由此可通过流动的第一基材将第二基材和第一基材复合在一起,并获得具有与仿形模具形态相一致的同时具有第一基材和第二基材两种材料的壳体组件。并且,当第一基材形成流动相时,此时的温度并未达到第二基材的软化点温度或是熔点温度,进而此时第二基材可以保持位置和形状不变,有利于精确的控制获得的壳体组件中第二基材的位置和形状。
根据本发明的一些实施例,第一基材的软化点温度范围不受特别限制,例如第一基材的软化点温度范围可以为600-900摄氏度。根据本发明的一些实施例,第二基材的熔点不受特别限制,例如第二基材的可熔点大于900摄氏度。当第一基材的软化点温度范围为600-900摄氏度,且第二基材的熔点大于900摄氏度时,在制备第一基材和第二基材复合的壳体组件时,可保证第一基材与仿形治具的形态相一致,而第二基材仍保持原有的形貌结构,从而得到兼具第一基材和第二基材优点的壳体组件。
根据本发明的一些实施例,第一基材的厚度范围不受特别限制,只要在其表面可以形成凹槽即可,例如第一基材的厚度范围可以为0.5-0.65mm。根据本发明的一些实施例,第二基材的厚度范围不受特别限制,例如第二基材的厚度范围可以为0.2-0.4mm。
根据本发明的一些实施例,第一基材的多个侧壁中最大边缘弧度不受特别限制,例如第一基材的多个侧壁中最大边缘弧度可不小于70度。当第一基材的多个侧壁中最大边缘弧度不小于70度时,壳体组件的侧壁具有一定弧度,即壳体组件为弧面盖板,显著提升了电子设备整体的视觉效果,极大地改进了使用手感。并且,如前所述,本申请提出的壳体组件可以是通过将第一基材加热到软化点温度以实现第一基材和第二基材的复合的,因此采用第一基材形成多个侧壁,可以简便地采用具有相应形状的仿形治具实现侧壁的形成,从而可以避免采用昂贵的数控机床切割工艺形成侧壁,有利于降低该壳体组件的成本。
根据本发明的一些实施例,参考图4,第一基材100上的凹槽数量不受特别限制,只要每个凹槽内对应设置第二基材200即可。例如第一基材可包括多个凹槽以及多个第二基材,第二基材一一对应地位于凹槽内。由此,可获得具有多种形貌和结构的壳体组件,从而满足多种壳体组件的不同使用需求,例如,参考图4中的(e)和(f),可在摄像头所在区域处设置具有较好的抗刮伤性能的第二基材以对摄像头进行较好的保护。
根据本发明的一些实施例,为了进一步提高壳体组件的外观和性能,参考图3,可在第一基材100远离第二基材200的一侧设置装饰效果层400,通过装饰效果层的设置提高第一基材的外观效果,进而进一步提升壳体组件的外观效果。根据本发明的一些实施例,参考图3,可在第二基材200远离的第一基材100一侧设置防指纹层500,通过防指纹层的设置可减少使用过程中壳体组件表面残留的指纹痕迹,进一步提高壳体组件的美观度。
在本发明的另一方面,本发明提出了一种制备前面的壳体组件的方法,参考图5,该方法包括:该方法包括以下步骤:
S100:将第二基材放入仿形治具中,仿形治具具有底面和多个侧壁
根据本发明的一些实施例,参考图6中的(a)和图7中的(a),仿形治具300的多个侧壁中最大边缘弧度不受特别限制,可根据壳体组件的使用要求进行选择。例如仿形治具的底面和侧面间的夹角可以为90度,由此,可以制备得到平面结构的壳体组件,从而满足特定的使用需求;例如仿形治具的多个侧壁中最大边缘弧度可不小于70度,由此,可制备得到边缘具有一定弧度的壳体组件,从而满足特定的使用需求。
根据本发明的一些实施例,仿形治具的种类不受特别限制,例如仿形治具可以为石墨治具,由此可利用石墨材料较好的耐高温性能避免仿形治具在第一基材流动仿形过程中发生形变,从而导致仿形失败。
根据本发明的一些实施例,参考图6中的(b)和图7中的(b),在该步骤根据壳体组件的设计将第二基材200放入仿形治具300中对应的位置,便于进行后续的成型工艺。
S200:将第一基材放入仿形治具中
根据本发明的一些实施例,参考图6中的(c)和图7中的(c),在该步骤根据壳体组件的将第一基材100放入上述已放置第二基材200的仿形治具300中。
S300:对第一基材进行加热以令其达到软化点温度,从而令软化后的第一基材覆盖第二基材远离仿形治具一侧的表面以获得壳体组件
根据本发明的一些实施例,参考图6中的(d)和图7中的(d),在该步骤对第一基材100进行加热以令其达到软化点温度,从而令软化后的第一基材100覆盖第二基材200远离仿形治具300一侧的表面以获得壳体组件。对第一基材进行加热的方式和令软化后第一基材覆盖在第二基材表面的方式不受特别限制,例如可通过真空压铸设备对第一基材进行加热并进行压铸成型。
根据本发明的一些实施例,对第一基材进行加热的加热温度不受特别限制,例如当第一基材为玻璃时,对第一基材进行加热的加热温度范围可以为700-1200摄氏度,由此可满足不同玻璃材质的软化点温度差异,确保加热后的第一基材具有较好的流动性,进而提高第一基材流动仿形的仿形效果。
根据本发明的一些实施例,对第一基材进行加热的加热方式不受特别限制,例如对第一基材进行加热的加热方式可以为高频电磁感应加热。根据本发明的一些实施例,对第一基材进行加热时的真空度不受特别限制,例如对第一基材进行加热时的真空度可小于100Pa。当对第一基材进行加热的加热方式为高频电磁感应加热且对第一基材进行加热时的真空度小于100Pa时,可有效避免压铸成型过程中产生气泡导致成型效果不佳和石墨仿形治具的氧化问题。
为了进一步提高壳体组件的外观质感和力学性能,参考图8,在令软化后的第一基材覆盖第二基材远离仿形治具一侧的表面以获得壳体组件之后,可进一步包括,
S400:对壳体组件进行抛光处理
根据本发明的一些实施例,在该步骤对壳体组件进行抛光处理,抛光处理的步骤不受特别限制,例如抛光处理可包括第一抛光处理和第二抛光处理。第一抛光处理为粗磨处理,通过第一抛光处理可有效去除壳体组件表面的粗糙结构,第二抛光处理为精细处理,通过第二抛光处理可令壳体组件达到光学级的外观要求。
根据本发明的一些实施例,第一抛光处理使用的第一抛光粉的种类不受特别限制,例如第一抛光处理使用的第一抛光粉可以为钻石液、氧化铝抛光粉和二氧化硅抛光粉中的至少一种。根据本发明的一些实施例,第二抛光处理使用的第二抛光粉的种类不受特别限制,例如第二抛光处理使用的第二抛光粉可以为氧化铈抛光粉。通过选用不同粗糙度的抛光粉对壳体组件进行抛光处理,可令壳体组件表面达到不同的抛光处理效果,本领域技术人员可根据实际情况进行抛光处理操作及对应抛光粉的选择。
S500:对经过抛光处理的壳体组件进行钢化处理
根据本发明的一些实施例,在该步骤对经过抛光处理的壳体组件进行钢化处理,以第一基材是玻璃为例,通过把玻璃浸在高温熔融钢化盐中,玻璃中的碱离子(如钠离子)与高温熔融钢化盐中的碱离子(如钾离子)因相互扩散而发生离子交换,进而在离子交换层产生压缩应力而使玻璃的强度增大。经过钢化处理后的壳体组件具有较好的机械强度和较优的热稳定性。钢化处理中使用的钢化盐的种类不受特别限制,例如钢化处理使用的钢化盐可包括硝酸钾和硝酸钠。具体地,钢化处理使用的钢化盐可以为纯硝酸钾或硝酸钾与硝酸钠的混合盐。
根据本发明的一些实施例,钢化处理的温度范围不受特别限制,例如钢化处理的温度范围可以为300-450摄氏度。当钢化处理的温度小于300摄氏度时,钢化盐无法完全变成熔融状态,离子交换速度较慢,离子交换过程不完全,壳体组件表面压缩应力较小,强度较弱;当钢化处理的温度大于450摄氏度时,玻璃结构松弛,导致钠离子和钾离子重排或者迁移,进而导致强度较低,不足以满足使用要求。
根据本发明的一些实施例,单位表面积玻璃吸收离子总量与时间的平方根成直线关系。钢化处理的时间范围不受特别限制,例如钢化处理的时间范围可以为1-5小时。当钢化处理的时间小于1h时,单位表面积玻璃吸收离子总量较少,即离子交换不完全,得到的壳体组件强度较差;当钢化处理的时间大于5h时,离子交换过程已完成,继续延长反应时间造成能源和耗材的浪费。
S600:对经过钢化处理的壳体组件进行装饰效果处理
根据本发明的一些实施例,在该步骤对经过钢化处理的壳体组件进行装饰效果处理,通过装饰效果处理进一步提高壳体组件的美观度。装饰效果处理的方式不受特别限制,例如装饰效果处理可包括镀膜、油墨喷涂和膜片贴合中的至少一种。通过镀膜处理可以在第一基材远离第二基材的一侧形成镀膜层,使得壳体组件具备金属光泽,提升壳体组件的美观度;通过油墨喷涂处理可以在第一基材远离第二基材的一侧形成丝印油墨层,使得壳体组件具有良好的遮蔽性,并具有一定颜色,既保护了内部结构,又提升了壳体组件的美观度;通过膜片贴合贴出可以在第一基材远离第二基材的一侧形成贴膜层,使得壳体组件具有较好的光学效果,进而进一步提高壳体组件的美观度。
需要特别指出的是,装饰效果处理可以仅采用镀膜、油墨喷涂和膜片贴合中的任意一种处理方式,也可以采用镀膜、油墨喷涂和膜片贴合中多种处理方式的组合,例如可以在第一基材远离第二基材的一侧形成镀膜层,在镀膜层远离第一基材的一侧形成油墨层,也可以在第一基材远离第二基材的一侧形成镀膜层,在镀膜层远离第一基材的一侧形成油墨层,在油墨层远离镀膜层的一侧进行膜片贴合以形成贴膜层。本领域技术人员可根据实际情况进行选择。
为了进一步提高该方法制备的壳体组件的性能,缓解使用过程中指纹在壳体组件表面残留,影响美观,可以在壳体组件表面与外界接触的一侧,即在第二基材远离第一基材的一侧形成水接触角大于110度的防指纹层。例如,可以在对经过钢化处理的壳体组件进行装饰效果处理后形成防指纹层。形成防指纹层的方式不受特别限制,具体地,可以为磁控溅射镀膜或蒸发镀膜的至少一种。本领域技术人员可根据实际情况进行选择。
在本发明的又一方面,本发明提出了一种电子设备,该电子设备包括:壳体组件,壳体组件为上述的或通过上述的方法制备的;电池以及主板,电池以及主板位于壳体组件所限定出的容纳空间内部,主板以及电池电连接。该壳体组件为上述的或通过上述的方法制备的,因此该电子设备具有上述的壳体组件或上述的方法的全部特征以及优点。总的来说,该电子设备的壳体具有丰富的色彩、较好的质感和表面光泽效果,同时还具有较好的耐磨损和抗冲击性能。
下面通过具体的实施例对本申请的方案进行说明,需要说明的是,下面的实施例仅用于说明本申请,而不应视为限定本申请的范围。实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
实施例1:
1.选用白片玻璃作为第一基材,对其进行加工处理。具体包括:选取康宁GG3作为玻璃原材,通过开料、CNC、热弯、抛光、钢化、清洗等工序加工出2D白片玻璃。
2.选用玻璃作为第二基材,对其进行加工处理。具体包括:选取氧化锆陶瓷,经过干压、烧结、CNC、抛光等工序加工出2D陶瓷片。
3.真空压铸成型。将2D陶瓷片和2D玻璃片分别放入石墨模具中,通过真空压铸设备加热将玻璃热熔,随后将玻璃与陶瓷压铸成型,压铸温度900摄氏度,真空度为80Pa,得到壳体组件,其中第二基材与第一基材为上下拼接。
4.通过CNC工艺对壳体组件边缘进行精修,确保边缘质量及外形尺寸
5.抛光处理。先采用氧化铝抛光粉对CNC后的壳体组件进行第一抛光处理,然后用氧化铈抛光粉对经过第一抛光处理的壳体组件进行第二抛光处理。
6.钢化处理。选用纯硝酸钾作为钢化盐,将经过抛光处理的壳体组件浸入高温熔融钢化盐中进行离子交换,熔融盐的温度为400摄氏度,时间3小时。
7.装饰效果处理。在第一基材远离第二基材的一侧镀膜以形成镀膜层,在镀膜层远离第一基材的一侧喷涂油墨形成油墨层,在油墨层远离镀膜层的一侧进行膜片贴合以形成贴膜层。
8.镀防指纹层。通过蒸发镀膜方式在第二基材远离第一基材的一侧形成防指纹层,防指纹层的水滴接触角大于110°。
实施例2和实施例3的制备步骤均与实施例1相同,所不同的是:实施例2中的第二基材与第一基材为左右拼接,实施例3中第二基材与第一基材为图案拼接,详情请见下表1。
实施例4:
实施例4的制备步骤与实施例1相同,所不同的是,第二基材为蓝宝石,第二基材与第一基材为四周拼接,装饰效果处理为在第一基材远离第二基材的一侧喷涂油墨以形成油墨层,在油墨层远离第一基材的一侧进行膜片贴合形成贴膜层。
实施例5和实施例6的制备步骤均与实施例4相同,所不同的是:实施例5和实施例6中的第二基材与第一基材均为摄像头区域拼接,详情请见下表1。
制备壳体组件结果如下表1所示:
表1
结果表明:通过将玻璃与陶瓷或玻璃与蓝宝石复合得到的壳体组件具有较单一材质壳体组件而言更优的抗冲击强度、抗划伤性能和外观质感。例如通过图案拼接、左右拼接等拼接方式可整体提升壳体组件的外观效果和触摸质感,显著提高了壳体组件的抗磨损、抗刮伤性能,通过摄像头区域拼接可以明显提高摄像头区域的抗划伤性能,从而起到对摄像头的单独保护,避免摄像头在日常使用过程中发生磨损,提高了电子设备的耐用性。
在本发明的描述中,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本说明书的描述中,参考术语“一个实施例”、“另一个实施例”等的描述意指结合该实施例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 壳体组件、壳体组件的制备方法及电子设备
- 壳体组件的制备方法、壳体组件及电子设备