外观取像装置及包含其的外观检测装置
文献发布时间:2023-06-19 10:54:12
技术领域
本申请是关于一种外观取像装置。
背景技术
在待检测产品进行外观瑕疵检查时,由于待检测产品本身为易反光的材质,所以在拍摄影像时会存在反光的问题,导致拍摄出来的影像无法看清楚细节。再者,有些外观瑕疵需要以各种不同的反光角度去尝试才能看到,所以目前检测方式就是以大量的人工时间从各种不同的角度,反复观看来做检视再做出判断,相当耗费时间及人力,且检测效率无法提升。
发明内容
有鉴于此,本申请提供一种外观取像装置,包含一影像撷取组件及N个发光模块。影像撷取组件用以撷取一待测工件的外观影像。N个发光模块环设于影像撷取组件的外围,用以被轮替点亮,且N≥4。其中,当N个发光模块的至少其中之一被点亮时,影像撷取组件撷取待测工件的外观影像。
本申请另外提供一种外观检测装置,包含至少二个外观取像装置沿一方向并排设置。每一外观取像装置包含一影像撷取组件及N个发光模块,其中影像撷取组件用以撷取一待测工件的外观影像,N个发光模块环设于影像撷取组件的外围,用以被轮替点亮,且N≥4,当N个发光模块的至少其中之一被点亮时,影像撷取组件撷取待测工件的外观影像。
综上所述,本申请提供一种外观取像装置及包含其的外观检测装置,其通过多个发光模块的轮替点亮搭配影像撷取组件的协同作用,提供完整的外观影像,以提供后续运算取得清晰的最终影像,并有效利用最终影像进行自动瑕疵检测,进而解决先前技术采用人工检视的该些缺失。
有关本申请的其它功效及实施例的详细内容,配合图式说明如下。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的图作简单地介绍,显而易见地,下面描述中的图仅仅是本申请中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些图获得其它的图。
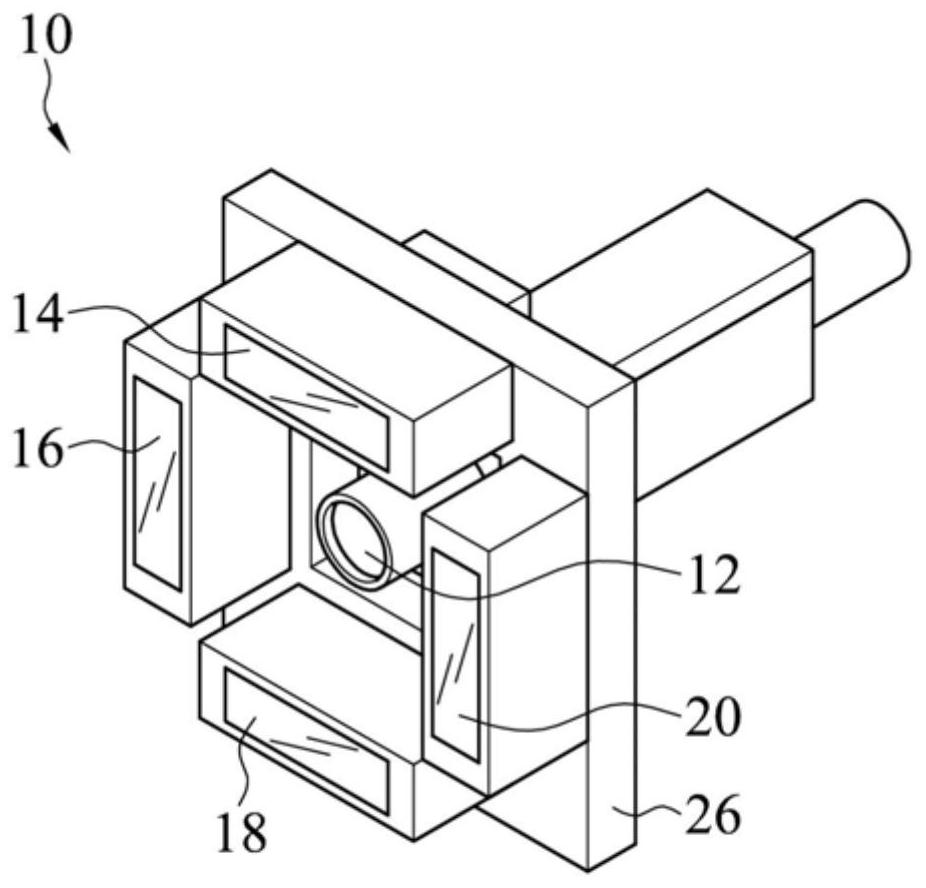
图1为本申请一实施例的外观取像装置的立体结构示意图;
图2为本申请一实施例的外观检测装置的电路示意图;
图3为本申请一实施例的具有外观取像装置的外观检测装置的结构示意图;
图4为本申请一实施例的外观检测装置于检测时的结构示意图;
图5为本申请一实施例的外观取像装置的立体结构示意图;
图6为本申请一实施例的外观检测装置的局部结构示意图;
图7为本申请一实施例的外观检测装置的局部结构示意图。
具体实施方式
为了使本申请的目的、特征及效果更容易理解,以下提供用于详细说明本申请的实施例及图。
请先参阅图1,一外观取像装置10包含一影像撷取组件12及N个发光模块,其中N≥4且为偶数,在此实施例中以N等于4为例,即4个发光模块14、16、18、20,但不以此为限。影像撷取组件12用来撷取一待测工件的外观影像。发光模块14、16、18、20环设于影像撷取组件12的外围,且发光模块14、16、18、20排列成矩形,每一发光模块14、16、18、20皆可以产生一均匀的光源,当发光模块14、16、18、20的至少其中之一被点亮时,影像撷取组件12撷取待测工件46(如图4所示)的外观影像。在一实施例中,当发光模块14、16、18、20被轮替点亮时,影像撷取组件12配合被轮替点亮的发光模块14、16、18、20分别撷取待测工件的待测区域的外观影像。在一实施例中,外观取像装置10还包含一承载平板26,使影像撷取组件12及其周围的发光模块14、16、18、20均设置于此承载平板26表面上。
在一实施例中,影像撷取组件12为一照相机或摄影机。发光模块14、16、18、20可由多个发光二极管(LED)或是灯管所组成。
请同时参阅图1及图2所示,影像撷取组件12及发光模块14、16、18、20电性连接至一处理器28,处理器28控制发光模块14、16、18、20轮替点亮并控制影像撷取组件12配合被轮替点亮的发光模块14、16、18、20分别撷取待测工件的外观影像。
在一实施例中,处理器28可利用系统单芯片(SoC)、微控制器(MCU)、中央处理器(CPU)或是特殊应用集成电路(ASIC)等来实现。在一实施例中,处理器28为台式机、笔记本电脑、平板电脑或智能型手机的处理器。
请同时参阅图1~4所示,外观检测装置40包含外观取像装置10、一双轴移动机构42及一移动平台44。处理器28电性连接双轴移动机构42及移动平台44,以分别控制双轴移动机构42及移动平台44的动作。外观取像装置10设置于双轴移动机构42上,以利用双轴移动机构42带动外观取像装置10沿第一方向(例如:X轴方向)左右移动以及沿第二方向(例如:Z轴方向)上下移动,其中,双轴移动机构42带动外观取像装置10沿Z轴方向上下移动时,可以通过外观取像装置10的上下移动来调整发光模块14、16、18、20所发出的光覆盖待测工件46的范围。在外观取像装置10下方则设置移动平台44,在移动平台44上可放置一待测工件46,以利用移动平台44带动待测工件46沿第三方向(即,Y轴方向)前后移动。如此,通过双轴移动机构42以及移动平台44的协同作用,可以进行三轴的相对移动,使外观取像装置10位于待测工件46上方,以进行影像拍摄。
请参阅图1~4所示,当双轴移动机构42带动外观取像装置10以及移动平台44带动待测工件46移动至检测位置时,外观取像装置10恰好位于待测工件46的待测区域上方。接着,处理器28开始控制发光模块14、16、18、20轮替点亮发光并控制影像撷取组件12配合被轮替点亮的发光模块14、16、18、20分别撷取待测工件46的待测区域的外观影像。详言之,当处理器28控制发光模块14发光照射待测工件46时,影像撷取组件12拍摄到第一外观影像;当处理器28控制发光模块16发光照射待测工件46时,影像撷取组件12拍摄到第二外观影像;当处理器28控制发光模块18发光照射待测工件46时,影像撷取组件12拍摄到第三外观影像;当处理器28控制发光模块20发光照射待测工件46时,影像撷取组件12拍摄到第四外观影像。其中,若有N个发光模块14、16、18、20,影像撷取组件12就可以取得待测工件46的同一位置的至少N张外观影像,在此实施例中N等于4。
在取得此至少N张外观影像(即,第一外观影像~第四外观影像)之后,处理器28从此至少N张外观影像中取得每一像素位置的至少N个像素。换言之,处理器28在第一外观影像~第四外观影像中的相同像素位置分别取得一个像素,因为有四张外观影像,所以相同像素位置会有四个像素。接着,处理器28再依据此至少N个像素及一运算程序取得每一像素位置的最佳像素色彩,以产生一最终影像。其中,在此运算程序中,处理器28先依据这四个像素的亮度进行排序(例如:由最亮的像素排到最暗的像素),舍去最暗和最亮的像素,并取中间亮度的该些像素的色彩(RGB)的平均值作为所对应的像素位置的最佳像素色彩,依此类推,即可以前述方式得到所有像素位置的最佳像素色彩,进而得到一张清晰的最终影像。由于此最终影像由四张外观影像中计算出来的最佳像素色彩所组成的,所以最终影像实为一清晰的影像,若待测工件46上有瑕疵存在,此瑕疵会非常清楚呈现在最终影像上,故在后续电脑(处理器)判断分析上,可以非常轻易的根据最终影像自动完成外观瑕疵检测。
在一实施例中,处理器28可以选择性控制发光模块14、16、18、20轮替发光,每一次拍摄时可以选择只开启其中一个或多个发光模块14、16、18、20等的任意组合,可依实际检测时的需求而定。
在另一实施例中,外观取像装置中10的发光模块14、16、18、20也可排列成圆形,请参阅图5所示,发光模块14、16、18、20位于承载平板26上,且环设于影像撷取组件12的周围,每一发光模块14、16、18、20为一圆弧状,使发光模块14、16、18、20排列成一圆形,影像撷取组件12配合发光模块14、16、18、20轮替点亮而分别撷取待测工件的待测区域的外观影像,详细的动作则与前述实施例相同,故可参照前面说明,于此不再赘述。
在一实施例中,外观检测装置还包含有至少二个外观取像装置,至少二个外观取像装置沿一方向并排设置在承载平板上。请同时参阅图4及图6所示,在此以三组外观取像装置22、22’、22”为例,但不限于此数量,外观取像装置22、22’、22”用以分别取得同一待测工件46上不同的待测区域的外观影像,且处理器28还可以选择性控制外观取像装置22、22’、22”同时点亮同侧的发光模块(例如:同时点亮发光模块14、14’、14”或同时点亮发光模块18、18’、18”),以提高检测效率。在承载平板26上沿同一方向并排设置有三组外观取像装置22、22’、22”,外观取像装置22包含影像撷取组件12及其外围的发光模块14、16、18、20,发光模块14、16、18、20排列成矩形。外观取像装置22’包含影像撷取组件12’及其外围的发光模块14’、16’、18’、20’,发光模块14’、16’、18’、20’排列成矩形。外观取像装置22”则包含影像撷取组件12”及其外围的发光模块14”、16”、18”、20”,发光模块14”、16”、18”、20”排列成矩形。在一实施例中,处理器28控制发光模块14、14’、14”同时发光照射待测工件46,此时影像撷取组件12、12’、12”各自拍摄到一外观影像。接着,处理器28控制发光模块18、18’、18”同时发光照射待测工件46,此时影像撷取组件12、12’、12”各自拍摄到一外观影像。再来,处理器28控制发光模块16、20”同时发光照射待测工件46,此时影像撷取组件12、12”各自拍摄到一外观影像。接着,处理器28控制发光模块20发光照射待测工件46,此时影像撷取组件12拍摄到一外观影像,然后换发光模块16’发光照射待测工件46,此时影像撷取组件12’拍摄到一外观影像。最后,处理器28控制发光模块20’发光照射待测工件46,此时影像撷取组件12’拍摄到一外观影像,然后换发光模块16”发光照射待测工件46,此时影像撷取组件12”拍摄到一外观影像。如此一来,每一个影像撷取组件12、12’、12”各自都有拍摄到四张外观影像,经过处理器28将每一个影像撷取组件12、12’、12”所拍摄到的四张外观影像各自进行运算分析后,即可获得分别对应待测工件46的不同待测区域的三张最终影像。
在一实施例中,为节省空间及发光模块数量,此些外观取像装置22、22’、22”中的任相邻二个外观取像装置之间的相邻边共享同一发光模块。请参阅图7所示,在承载平板26上沿同一方向并排设置有三个外观取像装置22、22’、22”,外观取像装置22包含影像撷取组件12及其外围的发光模块14、16、18、20,发光模块14、16、18、20排列成矩形。外观取像装置22’与相邻的外观取像装置22之间的相邻边共享同一个发光模块20,此时外观取像装置22’包含影像撷取组件12’及其外围的发光模块14’、20、18’、20’,发光模块14’、20、18’、20’排列成矩形。外观取像装置22’与相邻的外观取像装置22”之间的相邻边共享同一个发光模块20’,此时外观取像装置22”则包含影像撷取组件12”及其外围的发光模块14”、20’、18”、20”,发光模块14”、20’、18”、20”排列成矩形。每一外观取像装置22、22’、22”也各自利用各自的影像撷取组件12、12’、12”撷取影像并进行后续运算。详细的动作与前述图6的实施例相同,故可参照前面说明,于此不再赘述。
在一实施例中,前面所述的图6的实施例以及图7的实施例皆是以三个外观取像装置为例,除此之外,外观取像装置的数量可以为二个或二个以上的任何数量,可视待测工件的尺寸大小而选择适当数量的外观取像装置,且外观检测装置的至少二个外观取像装置可以纵向或横向地装设于双轴移动机构上。
因此,本申请提供一种外观取像装置及包含其的外观检测装置,其通过多个发光模块的轮替点亮搭配影像撷取组件的协同作用,提供完整的外观影像,以提供后续运算取得清晰的最终影像,并有效利用最终影像进行自动瑕疵检测。本申请产生的最终影像可提供后续进行自动瑕疵检测,并以电脑视觉检测的方式取代人工检视,故可解决先前技术采用人工检视的该些缺失。
以上所述的实施例及/或实施方式,仅是用以说明实现本申请技术的较佳实施例及/或实施方式,并非对本申请技术的实施方式作任何形式上的限制,任何本领域技术人员,在不脱离本申请内容所公开的技术手段的范围,当可作些许的更动或修饰为其它等效的实施例,但仍应视为与本申请实质相同的技术或实施例。
- 外观取像装置及包含其的外观检测装置
- 包含线状图案的对象物的外观检查装置及外观检查方法