一种空调连接铜管连接头自动化加工系统
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及铜管接头加工技术领域,特别涉及一种空调连接铜管连接头自动化加工系统。
背景技术
空调是一种常用的家电,通常空调由室外机和室内机组成,在安装空调时,需要连接铜管来实现空调室外机和室内机的连接,空调连接铜管之间的连接通常采用钎焊,钎焊工艺不到位,必然会造成空调管路出现泄露和堵塞的情况,而连接铜管连接头则可以避免这些问题,连接头的两端分别通过螺纹与室内外机的连接铜管相连接,连接头在生产过程中,需要对两端攻出螺纹,然而目前的设备在对连接头进行加工时通常会出现以下问题:
1、根据连接头的需求,连接头通常呈现圆柱形或者六边柱形,加工装置中夹紧结构的形状无法根据连接头的形状而改变,导致连接头不能与夹紧结构相契合,易造成连接头在加工过程中发生偏移,达不到要求;
2、在进行攻螺纹时,攻螺纹套筒内的铜屑不能清理,易堆积在攻螺纹套筒内,而且不能有效的控制连接头在攻螺纹套筒内所需要攻出的螺纹长度。
发明内容
(一)要解决的技术问题
本发明可以解决现有的设备在针对连接头进行攻螺纹加工时,不能够根据连接头的形状去选择相对于的夹紧结构,导致待连接头不能与夹紧结构相契合,加工时会发生偏移造成误差,同时,攻螺纹套筒内的铜屑无法清除,易堆积在攻螺纹套筒内,且连接头在攻螺纹套筒内加工的长度不可控制等难题。
(二)技术方案
为了实现上述目的,本发明采用以下技术方案,一种空调连接铜管连接头自动化加工系统,包括底箱、固定架、螺纹成型装置、夹持装置和传动装置,所述的底箱上端安装有固定架,固定架为U型结构,固定架上端固定连接夹紧装置,底箱上端面滑动连接有螺纹成型装置,螺纹成型装置位于固定架的内部。
所述的螺纹成型装置包括滑板、驱动电机、转动板、连接杆、攻螺纹结构、气泵和支撑板,所述的底箱上端面沿底箱长度方向对称滑动连接有滑板,滑板下端设置在底箱内,滑板上端固定安装有竖板,竖板外端通过安装架安装有驱动电机,竖板内部通过转动配合的方式连接有转动板,转动板外端与驱动电机的输出轴固定连接,转动板内端对称安装有连接杆,连接杆内端安装有攻螺纹结构,转动板内端靠近上侧安装有气泵,气泵通过软管与攻螺纹结构连通,攻螺纹结构外表面通过轴承转动连接有支撑板,支撑板安装在滑板上端,滑板上端铰接有伸缩杆,伸缩杆上安装有限位块具体工作时,首先,启动驱动电机,驱动电机带动转动板转动,转动板通过连接杆带动攻螺纹结构进行转动,之后,攻螺纹结构对连接头端部进行攻螺纹处理,最后,启动气泵,气泵通过软管将攻螺纹结构中产生的铜屑吸出,避免铜屑出现堆积的现象,避免铜屑对攻螺纹造成影响。
所述的夹持装置包括滑轨板、滑块、竖杆、横杆、卡块结构、卡槽结构、转轴、转动杆、连接板、从动齿轮、转动电机和转动齿轮,所述的固定架中部下端固定安装有滑轨板,滑轨板沿滑轨板长度方向对称滑动连接有滑块,滑块下端沿滑块长度方向对称安装有竖杆,竖杆的底端螺纹连接有螺纹栓,竖杆内部靠近下端处通过轴承连接有横杆,靠近底箱前端面的横杆表面通过滑动配合的方式均匀连接有卡块结构,靠近底箱后端面的横杆表面通过滑动配合的方式均匀连接有卡槽结构,滑轨板的内部通过轴承连接有转轴,转轴与固定架转动连接,转轴下端安装有转动杆,转动杆的两端分别铰接有连接板,连接板远离转动杆的一端通过铰接的方式与滑块连接,转轴上端安装有从动齿轮,安装架上端安装有转动电机,转动电机的输出轴上安装有转动齿轮,转动齿轮与从动齿轮相啮合,具体工作时,根据连接头的形状,手动转动横杆,并通过螺纹栓对横杆进行固定,之后,启动转动电机,转动电机通过转动齿轮带动从动齿轮转动,从动齿轮通过转轴上的转动杆带动连接板转动,从而带动滑块进行滑动,实现卡块结构与卡槽结构配合对连接头进行夹紧限位的功能。
作为本发明的一种优选技术方案,所述的传动装置包括恒速电机、蜗轮、蜗杆和螺纹杆,底箱前端通过安装架连接有恒速电机,恒速电机的输出轴上安装有蜗轮,蜗轮位于底箱内部,蜗轮的下端通过齿轮啮合的方式连接有蜗杆,蜗杆的外端沿底箱长度方向对称安装有螺纹杆,螺纹杆的外端通过轴承连接在底箱上,螺纹杆与滑板螺纹连接,具体工作时,首先,启动恒速电机,恒速电机通过蜗轮带动蜗杆转动,之后,蜗杆通过螺纹杆带动滑板进行转动,从而实现螺纹成型装置进给的功能,最后,在攻螺纹结束后,反向启动恒速电机,恒速电机通过蜗杆带动螺纹杆反转,实现螺纹成型装置复位的功能。
作为本发明的一种优选技术方案,所述的攻螺纹结构包括攻螺纹套筒、螺纹支杆、带孔挡板和毛刷,所述的连接杆内端安装有攻螺纹套筒,攻螺纹套筒外端壁底部开设有限位孔,攻螺纹套筒外端壁中部螺纹连接有螺纹支杆,螺纹支杆内端安装有带孔挡板,带孔挡板外表面铺设有毛刷,具体工作时,首先,根据所需攻螺纹尺寸,手动转动螺纹支杆,螺纹支杆带动带孔挡板进行移动,从而实现调节攻螺纹尺寸的功能,之后,在攻螺纹结束后,调节伸缩杆,使伸缩杆上的限位块插进限位孔内,从而将攻螺纹套筒固定,螺纹支杆带动带孔挡板上的毛刷对攻螺纹套筒内壁进行清理,去除攻螺纹套筒内壁上的铜屑,避免对攻螺纹造成影响。
作为本发明的一种优选技术方案,所述的卡块结构包括安装方块、锁紧螺栓、一号夹板、卡珠和复位弹簧,所述的安装方块滑动连接在靠近底箱后端面的横杆上,安装方块上端螺纹连接有锁紧螺栓,安装方块前后对称安装有一号夹板,靠近底箱前端面一号夹板外端开设有弧形开口,远离底箱前端面的一号夹板外端开设有半六边形开口,一号夹板外端上下对称安装有方形块,方形块外端开设有槽孔,槽孔内滑动连接有卡珠,卡珠与方形块之间连接有复位弹簧,具体工作时,根据连接头的长度,推动安装方块,并通过锁紧螺栓将安装方块固定在横杆上,起到对一号夹板之间间距进行调节的作用,实现对不同长度的连接头进行夹持固定的功能,卡珠起到卡接配合的功能。
作为本发明的一种优选技术方案,所述的卡槽结构包括安装块、锁紧螺杆、二号夹板、弧形橡胶套和支撑弹簧,所述的安装块滑动连接在前侧横杆上,安装块上端螺纹连接有锁紧螺杆,安装块前后对称安装有二号夹板,远离底箱后端面的二号夹板外端开设有半六边形开口,靠近底箱后端面的二号夹板外端开设有弧形开口,二号夹板外端上下对称开设有方形槽,方形槽外壁开设有弧形卡槽,弧形卡槽上设置有通孔,通孔内部滑动连接有插杆,插杆外端安装有弧形橡胶套,弧形橡胶套固定连接在二号夹板上,弧形橡胶套与二号夹板之间连接有支撑弹簧,具体工作时,首先,根据连接头的长度,推动安装块,并通过锁紧螺杆将安装块固定在横杆上,之后,二号夹板与一号夹板合拢,方形槽与方形块进行滑动配合,弧形卡槽与卡珠卡接配合,从而实现对连接头进行夹紧限位的功能,最后,在攻螺纹结束后,人工按压弧形橡胶套,插杆通过通孔挤压卡珠,将其挤出弧形卡槽内,一号夹板与二号夹板分开。
作为本发明的一种优选技术方案,所述的弧形开口内壁均匀铺设有凸起,具体工作时,弧形开口内壁上的凸起在对圆柱形连接头进行夹紧限位时,起到增大弧形开口与连接头之间摩擦的作用,避免圆柱形连接头在攻螺纹时出现滑动的现象。
作为本发明的一种优选技术方案,横杆上均匀开设有螺纹孔,靠近底箱前端面的横杆上的螺纹孔与锁紧螺栓螺纹配合,靠近底箱后端面的横杆上的螺纹孔与锁紧螺杆螺纹配合,具体工作时,靠近底箱前端面的横杆上可通过调节锁紧螺栓与前侧横杆上不同位置的螺纹孔配合,从而调节安装方块的位置,靠近底箱后端面的横杆上可通过调节锁紧螺杆与后侧横杆上不同位置的螺纹孔配合,从而调节安装块的位置,从而实现对不同长度的连接头进行夹紧限位的功能。
(三)有益效果
1.本发明提供的空调连接铜管连接头自动化加工系统,所采用的夹持装置可以随着连接头的形状变化进行调节,可以让夹持装置与连接头相契合,并且所设计的安装方块和安装块可在横杆上进行调节,对不同长度尺寸的连接头进行多位置的夹持,实现对连接头更加有效的夹持,避免连接头在加工时位置发生位移偏差的现象;
2.本发明提供的空调连接铜管连接头自动化加工系统,采用的螺纹成型装置中,并且在攻螺纹结构中,根据所需攻螺纹尺寸,手动转动螺纹支杆,螺纹支杆带动带孔挡板进行移动,从而实现调节攻螺纹尺寸的功能,带孔挡板外表面铺设的毛刷可以将攻螺纹套筒内壁上的铜屑清理干净,并通过气泵将攻螺纹结构中的铜屑吸出,结构简单,操作方便,有效的解决攻螺纹结构中的铜屑清理问题。
附图说明
下面结合附图和实施例对本发明进一步说明。
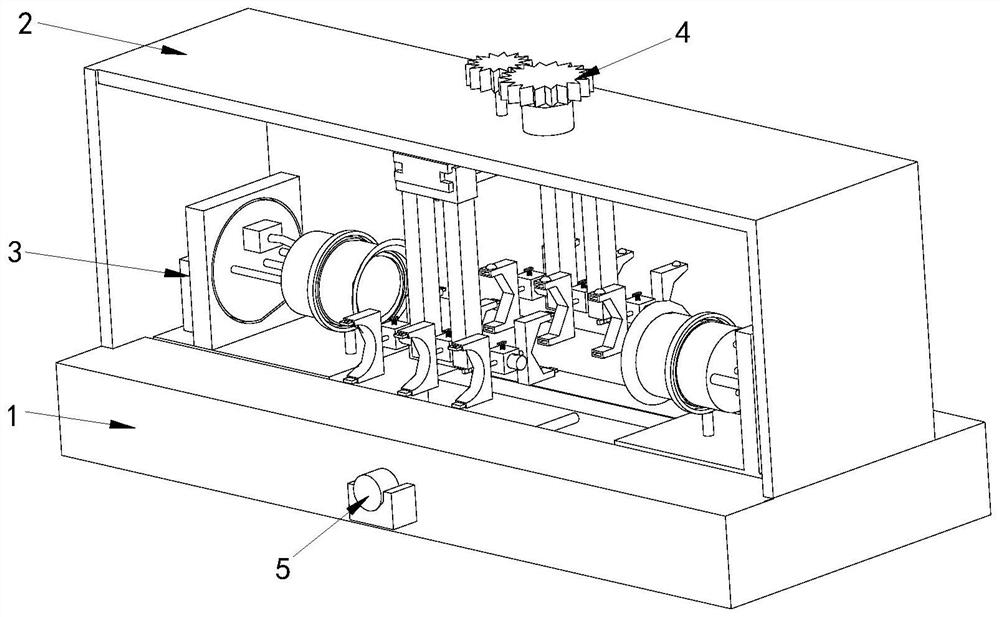
图1是本发明的立体结构示意图;
图2是本发明的正视图;
图3是本发明螺纹成型装置的剖视图;
图4是本发明固定架、滑轨板、滑块、竖杆、转轴、转动杆、连接板、从动齿轮、转动电机和转动齿轮的结构示意图;
图5是本发明蜗轮、蜗杆、螺纹杆、底箱和滑板的剖视图;
图6是本发明卡块结构和横杆的剖视图。
图7是本发明卡槽结构和横杆的剖视图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1至图7所示,一种空调连接铜管连接头自动化加工系统,包括底箱1、固定架2、螺纹成型装置3、夹持装置4和传动装置5,所述的底箱1上端安装有固定架2,固定架2为U型结构,固定架2上端固定连接夹紧装置4,底箱1上端面滑动连接有螺纹成型装置3,螺纹成型装置3位于固定架2的内部。
所述的螺纹成型装置3包括滑板31、驱动电机32、转动板33、连接杆34、攻螺纹结构35、气泵36和支撑板37,所述的底箱1上端面沿底箱1长度方向对称滑动连接有滑板31,滑板31下端设置在底箱1内,滑板31上端固定安装有竖板,竖板外端通过安装架安装有驱动电机32,竖板内部通过转动配合的方式连接有转动板33,转动板33外端与驱动电机32的输出轴固定连接,转动板33内端对称安装有连接杆34,连接杆34内端安装有攻螺纹结构35,转动板33内端靠近上侧安装有气泵36,气泵36通过软管与攻螺纹结构35连通,攻螺纹结构35外表面通过轴承转动连接有支撑板37,支撑板37安装在滑板31上端,滑板31上端铰接有伸缩杆,伸缩杆上安装有限位块,具体工作时,首先,启动驱动电机32,驱动电机32带动转动板33转动,转动板33通过连接杆34带动攻螺纹结构35进行转动,之后,攻螺纹结构35对连接头端部进行攻螺纹处理,最后,启动气泵36,气泵36通过软管将攻螺纹结构35中产生的铜屑吸出,避免铜屑出现堆积的现象,避免铜屑对攻螺纹造成影响。
所述的攻螺纹结构35包括攻螺纹套筒351、螺纹支杆352、带孔挡板353和毛刷354,所述的连接杆34内端安装有攻螺纹套筒351,攻螺纹套筒351外端壁底部开设有限位孔,攻螺纹套筒351外端壁中部螺纹连接有螺纹支杆352,螺纹支杆352内端安装有带孔挡板353,带孔挡板353外表面铺设有毛刷354,具体工作时,首先,根据所需攻螺纹尺寸,手动转动螺纹支杆352,螺纹支杆352带动带孔挡板353进行移动,从而实现调节攻螺纹尺寸的功能,之后,在攻螺纹结束后,调节伸缩杆,使伸缩杆上的限位块插进限位孔内,从而将攻螺纹套筒351固定,螺纹支杆带动带孔挡板上的螺纹支杆352带动带孔挡板353上的毛刷354对攻螺纹套筒内壁进行清理,去除攻螺纹套筒351内壁上的铜屑,避免对攻螺纹造成影响。
所述的夹持装置4包括滑轨板41、滑块42、竖杆43、横杆44、卡块结构45、卡槽结构46、转轴47、转动杆48、连接板49、从动齿轮410、转动电机411和转动齿轮412,所述的固定架2中部下端固定安装有滑轨板41,滑轨板41沿滑轨板41长度方向对称滑动连接有滑块42,滑块42下端沿滑块42长度方向对称安装有竖杆43,竖杆43的底端螺纹连接有螺纹栓,竖杆43内部靠近下端处通过轴承连接有横杆44,靠近底箱1前端面的横杆44表面通过滑动配合的方式均匀连接有卡块结构45,靠近底箱1后端面的横杆44表面通过滑动配合的方式均匀连接有卡槽结构46,滑轨板41的内部通过轴承连接有转轴47,转轴47与固定架2转动连接,转轴47下端安装有转动杆48,转动杆48的两端分别铰接有连接板49,连接板49远离转动杆48的一端通过铰接的方式与滑块42连接,转轴47上端安装有从动齿轮410,安装架2上端安装有转动电机411,转动电机411的输出轴上安装有转动齿轮412,转动齿轮412与从动齿轮410相啮合,具体工作时,根据连接头的形状,手动转动横杆44,并通过螺纹栓对横杆44进行固定,之后,启动转动电机411,转动电机411通过转动齿轮412带动从动齿轮410转动,从动齿轮410通过转轴47上的转动杆48带动连接板49转动,从而带动滑块42进行滑动,实现卡块结构45与卡槽结构46配合对连接头进行夹紧限位的功能。
所述的横杆44上均匀开设有螺纹孔,靠近底箱1前端面的横杆44上的螺纹孔与锁紧螺栓452螺纹配合,靠近底箱1后端面的横杆44上的螺纹孔与锁紧螺杆462螺纹配合,具体工作时,靠近底箱1前端面的横杆44上可通过调节锁紧螺栓452与前侧横杆上不同位置的螺纹孔配合,从而调节安装方块451的位置,靠近底箱1后端面的横杆44上可通过调节锁紧螺杆462与后侧横杆上不同位置的螺纹孔配合,从而调节安装块461的位置,从而实现对不同长度的连接头进行夹紧限位的功能。
所述的卡块结构45包括安装方块451、锁紧螺栓452、一号夹板453、卡珠454和复位弹簧455,所述的安装方块451滑动连接在靠近底箱1后端面的横杆44上,安装方块451上端螺纹连接有锁紧螺栓452,安装方块451前后对称安装有一号夹板453,靠近底箱1前端面的一号夹板453外端开设有弧形开口,远离底箱1前端面的一号夹板453外端开设有半六边形开口,一号夹板453外端上下对称安装有方形块,方形块外端开设有槽孔,槽孔内滑动连接有卡珠454,卡珠454与方形块之间连接有复位弹簧455,具体工作时,根据连接头的长度,推动安装方块451,并通过锁紧螺栓452将安装方块451固定在横杆44上,起到对一号夹板453之间间距进行调节的作用,实现对不同长度的连接头进行夹持固定的功能,卡珠454起到卡接配合的功能。
所述的卡槽结构46包括安装块461、锁紧螺杆462、二号夹板463、弧形橡胶套464和支撑弹簧465,所述的安装块461滑动连接在前侧横杆44上,安装块461上端螺纹连接有锁紧螺杆462,安装块461前后对称安装有二号夹板463,远离底箱1后端面的二号夹板463外端开设有半六边形开口,靠近底箱1后端面的二号夹板463外端开设有弧形开口,二号夹板463外端上下对称开设有方形槽,方形槽外壁开设有弧形卡槽,弧形卡槽上设置有通孔,通孔内部滑动连接有插杆,插杆外端安装有弧形橡胶套464,弧形橡胶套464固定连接在二号夹板463上,弧形橡胶套与二号夹板463之间连接有支撑弹簧465,具体工作时,首先,根据连接头的长度,推动安装块461,并通过锁紧螺杆462将安装块461固定在横杆44上,之后,二号夹板463与一号夹板453合拢,方形槽与方形块进行滑动配合,弧形卡槽与卡珠卡接配合,从而实现对连接头进行夹紧限位的功能,最后,在攻螺纹结束后,人工按压弧形橡胶套464,插杆通过通孔挤压卡珠,将其挤出弧形卡槽内,一号夹板463与二号夹板453分开。
所述的弧形开口内壁均匀铺设有凸起,具体工作时,弧形开口内壁上的凸起在对圆柱形连接头进行夹紧限位时,起到增大弧形开口与连接头之间摩擦的作用,避免圆柱形连接头在攻螺纹时出现滑动的现象。
所述的所述的传动装置5包括恒速电机51、蜗轮52、蜗杆53和螺纹杆54,底箱1前端通过安装架连接有恒速电机51,恒速电机51的输出轴上安装有蜗轮52,蜗轮52位于底箱1内部,蜗轮52的下端通过齿轮啮合的方式连接有蜗杆53,蜗杆53的外端沿底箱1长度方向对称安装有螺纹杆54,螺纹杆54的外端通过轴承连接在底箱1上,螺纹杆54与滑板31螺纹连接,具体工作时,首先,启动恒速电机51,恒速电机51通过蜗轮52带动蜗杆53转动,之后,蜗杆53通过螺纹杆54带动滑板31进行转动,从而实现螺纹成型装置3进给的功能,最后,在攻螺纹结束后,反向启动恒速电机51,恒速电机51通过蜗杆53带动螺纹杆54反转,实现螺纹成型装置3复位的功能。
工作时:
S1、根据连接头的形状,手动转动横杆44,并通过螺纹栓对横杆44进行固定,再根据连接头的长度,人工推动安装方块451,并通过锁紧螺栓452将安装方块451固定,根据所需攻螺纹尺寸,手动转动螺纹支杆352,调节孔挡板353在攻螺纹套筒351内的位置;
S2、人工将连接头放置在二号夹板463与一号夹板453之间,之后,启动转动电机411,通过滑块42在滑轨板41上的滑动,实现二号夹板463与一号夹板453合拢,实现对连接头进行夹紧限位的功能;
S3、启动恒速电机51和驱动电机32,螺纹成型装置3对连接头端部进行攻螺纹处理,结束时,反向启动恒速电机51和驱动电机32,螺纹成型装置3复位后关闭驱动电机32;
S4、调节伸缩杆,使伸缩杆上的限位块插进限位孔内,对攻螺纹套筒351固定,人工转动螺纹支杆352带动带孔挡板353上的毛刷354对攻螺纹套筒内壁进行清理,启动气泵36吸出铜屑,攻螺纹加工完成。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种空调连接铜管连接头自动化加工系统
- 一种防止泄露的空调铜管连接头