大口径聚乙烯结构壁钢丝网增强复合稳态管及制造方法
文献发布时间:2023-06-19 11:00:24
技术领域
本发明专利属于城乡市政建筑塑料管材领域,尤其涉及使用大口径聚乙烯结构壁钢丝网增强复合稳态管并在管壁外层依次并排缠绕有增强A管和增强B管的管道。
背景技术
随着城镇化建设的大力推进,给排水领域的技术创新也随之日新月异。现有的给排水聚乙烯缠绕结构壁管材根据《埋地用聚乙烯(PE)结构壁管道系统,第二部分:聚乙烯缠绕结构壁管材》GB/T19472.2-2017的规定生产制造,制造使用后发现,当管径越大,则环刚度下降,内壁和外壁的承压能力不足,具体表现为缠绕结构壁管内壁承受压力不够,外壁容易挤压破裂,导致管壁开裂渗漏,污染环境,增加工程维修成本。需要发明一种大口径聚乙烯结构壁钢丝网增强复合稳态管型材确保抗拉、抗压、环刚性等要求,满足管道安装使用技术要求,保证市政雨污排水管网工程质量可靠,还可降低管网工程安装、维修成本。
发明内容
为克服现有的聚乙烯缠绕结构壁管材的不足之处发明一种大口径聚乙烯结构壁钢丝网增强复合稳态管及制造方法。
一种大口径聚乙烯结构壁钢丝网增强复合稳态管,包括管壁内层、管壁
外层、钢丝网、增强A管、增强B管;管壁内层与管壁外层之间设置钢丝网,管壁外层沿着大口径聚乙烯结构壁钢丝网增强复合稳态管轴向依次并排缠绕焊接增强A管和增强B管;连接关系是钢丝网与管壁内层和管壁外层加热熔融连接,增强A管和增强B管依次与管壁外层缠绕焊接成型,管壁左侧面与管壁右侧面再依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管。
所述的管壁外层依次并排缠绕有一根增强A管和一根增强B管。
所述的管壁外层依次并排缠绕有一根增强A管和二根增强B管。
所述的钢丝网是方格形的钢丝网。
所述的钢丝网是菱形的钢丝网。
大口径聚乙烯结构壁钢丝网增强复合稳态管加工工艺流程是:
方法步骤一:检查大口径聚乙烯结构壁钢丝网增强复合稳态管的生产设备,符合安全生产要求后,启动电源,开机;
方法步骤二:先将管壁内层、钢丝网、管壁外层顺序依次牵引进入生产设备,管壁内层挤出机挤出管壁内层片材,牵引管壁内层片材到成型机上的成型辊筒缠绕成为管壁内层;钢丝网放卷机放出钢丝网,钢丝网通过粘接树脂挤出机使得钢丝网均匀涂上粘接树脂,牵引已涂上粘接树脂的钢丝网经过管壁外层挤出机挤出的管壁外层片材粘接为一体并牵引到成型机上的成型辊筒,与管壁内层缠绕加热熔融连接;形成大口径聚乙烯结构壁钢丝网增强复合稳态管型材管壁;
方法步骤三:再将增强A管和增强B管,并排缠绕到管壁上,并加温熔融焊接到管壁外层上,制成大口径聚乙烯结构壁钢丝网增强复合稳态管型材;
方法步骤四:在温度和缠绕牵引作用下,型材管壁左侧面与型材管壁右侧面再依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管;
方法步骤五:对大口径聚乙烯结构壁钢丝网增强复合稳态管修边,检验,合格的大口径聚乙烯结构壁钢丝网增强复合稳态管进入成品库。
所述方法步骤二:或:采用同步缠绕,一次成型的工艺步骤:
将管壁内层、钢丝网、管壁外层、增强A管和增强B管顺序依次牵引进入生产设备,在温度和缠绕牵引作用下,沿管道径向,依次将管壁内层第一缠绕、钢丝网第二缠绕、管壁外层第三缠绕、增强A管第四缠绕、增强B管第四缠绕、管壁左侧面与管壁右侧面再依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管;即同步缠绕,一次成型制造大口径聚乙烯结构壁钢丝网增强复合稳态管。
名词定义:
水平:大口径聚乙烯结构壁钢丝网增强复合稳态管与地球水平面平行的平面。
左:面对水平放置的大口径聚乙烯结构壁钢丝网增强复合稳态管的左边,定义为左。
右:面对水平放置的大口径聚乙烯结构壁钢丝网增强复合稳态管的右边,定义为右。
上:与地球水平面平行的平面垂直向上,面对水平放置的大口径聚乙烯结构壁钢丝网增强复合稳态管上边,定义为上。
下:与地球水平面平行的平面垂直向下,面对水平放置的大口径聚乙烯结构壁钢丝网增强复合稳态管的下边,定义为下。
轴向:大口径聚乙烯结构壁钢丝网增强复合稳态管的轴向,与水平线平行,定义为轴向。
径向:大口径聚乙烯结构壁钢丝网增强复合稳态管的径向,与双壁波纹管的轴向垂直,定义为径向。
增强管:为塑料增强管,所述的增强管是由增强管内壁与增强管外壁包覆层熔融包覆成型。本专利的增强管包含增强A管、增强B管。
管壁:为聚乙烯片材,或称为PE片材;本专利中的管壁,分为管壁外层和管壁内层,均为PE片材,材质尺寸相同,仅是位置不同。
型材:是钢丝网与管壁内层和管壁外层加热熔融连接,增强A管和增强B管依次与管壁外层缠绕焊接成型制成大口径聚乙烯结构壁钢丝网增强复合稳态管型材。
大口径聚乙烯结构壁钢丝网增强复合稳态管:采用大口径聚乙烯结构壁钢丝网增强复合稳态管型材,型材管壁左侧面与管壁右侧面依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管。
本发明大口径聚乙烯结构壁钢丝网增强复合稳态管及制造方法的显著特点和技术进步是:技术路线是管壁内层与管壁外层之间设置钢丝网,管壁外层并排缠绕焊接增强A管和增强B管,同步缠绕,一次成型;实现的技术目的是在壁中设置钢丝网起到环箍收紧作用,防止管道受压变形,管壁外层并排缠绕有增强A管和增强B管,确保外壁波纹抗拉抗压强度高,生产效率较高;达到的技术效果是保证用型材缠绕后的制成的管材规模化生产,质量稳定,提高工程质量,延长工程寿命,减少工程维护成本,提高经济效益,满足管道安装使用技术要求。具体大口径聚乙烯结构壁钢丝网增强复合稳态管技术性能指标参见表一。
表一:大口径聚乙烯结构壁钢丝网增强复合稳态管技术性能指标对比表
附图说明
图1. 并排缠绕一根增强A管和二根增强B管型材横截面示意图。
图2. 并排缠绕一根增强A管和二根增强B管型材俯视局部示意图。
图3. 并排缠绕一根增强A管和一根增强B管型材横截面示意图。
图4. 并排缠绕一根增强A管和一根增强B管型材俯视局部示意图。
图5. 方格形的钢丝网示意图。
图6. 菱形的钢丝网示意图。
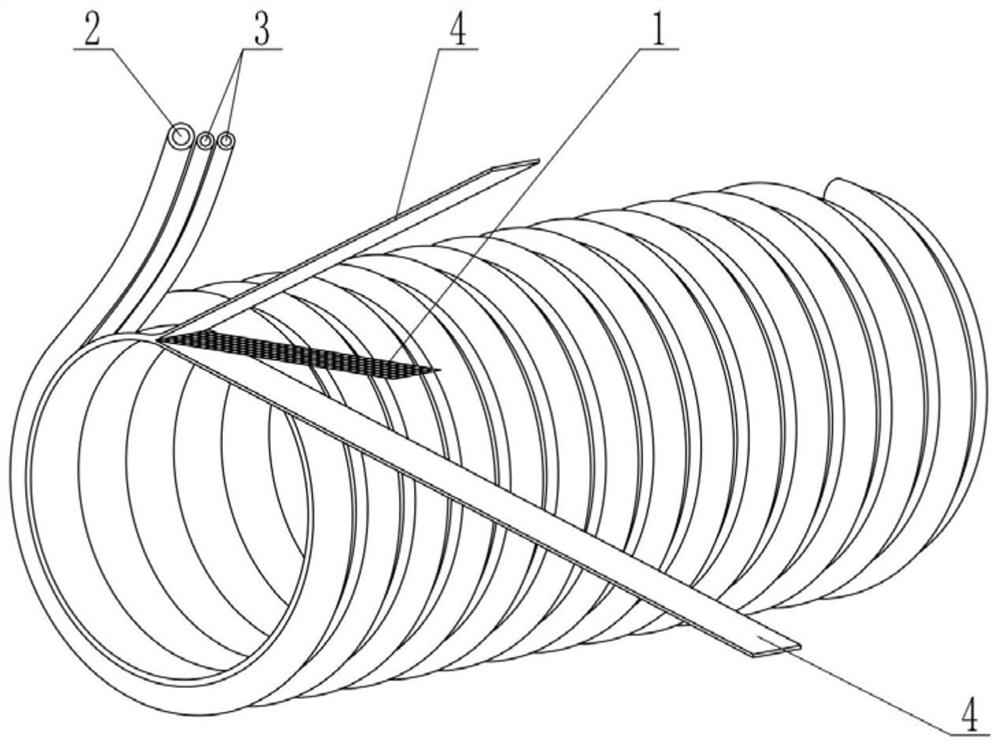
图7. 并排缠绕二根增强B管的大口径聚乙烯结构壁钢丝网增强复合稳态管示意图。
图8. 并排缠绕一根增强B管的大口径聚乙烯结构壁钢丝网增强复合稳态管示意图。
图9. 大口径聚乙烯结构壁钢丝网增强复合稳态管同步缠绕制造方法示意图。
图中. 方格形的钢丝网1,菱形的钢丝网1-c,增强A管2,增强B管3,管壁4。
具体实施方式
在需要大口径聚乙烯结构壁钢丝网增强复合稳态管及制造方法的场所实施本发明专利。
实施例一、
一种大口径聚乙烯结构壁钢丝网增强复合稳态管,包括管壁4内层、管壁4外层、钢丝网1、增强A管2、增强B管3;管壁4内层与管壁4外层之间设置钢丝网1,管壁4外层并排缠绕有增强A管2和增强B管3;连接关系是钢丝网1与管壁4内层和管壁4外层加热熔融缠绕连接,增强A管2和增强B管3依次与管壁4外层缠绕焊接成型,管壁4左侧面与管壁4右侧面再依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管。
所述的管壁4外层并排缠绕有一根增强A管2和二根增强B管3。
所述的钢丝网1是方格形的钢丝网1。
大口径聚乙烯结构壁钢丝网增强复合稳态管加工工艺流程是:
方法步骤一:检查大口径聚乙烯结构壁钢丝网增强复合稳态管的生产设备,符合安全生产要求后,启动电源,开机;
方法步骤二:先将管壁4内层、钢丝网1、管壁4外层顺序依次牵引进入生产设备,在温度和缠绕牵引作用下,形成大口径聚乙烯结构壁钢丝网增强复合稳态管型材管壁4;
方法步骤三:再将增强A管2和增强B管3,并排缠绕到管壁4上,并加温熔融焊接到管壁4外层上,制成大口径聚乙烯结构壁钢丝网增强复合稳态管型材;
方法步骤四:在温度和缠绕牵引作用下,型材管壁4左侧面与型材管壁4右侧面再依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管;
方法步骤七:对大口径聚乙烯结构壁钢丝网增强复合稳态管修边,检验,合格的大口径聚乙烯结构壁钢丝网增强复合稳态管进入成品库。
实施例二、
所述的管壁4外层并排缠绕有一根增强A管2和二根增强B管3。
所述的钢丝网1是菱形的钢丝网1-c。
采用同步缠绕,一次成型的工艺步骤:
将管壁4内层、钢丝网1、管壁4外层、增强A管2和增强B管3顺序依次牵引进入生产设备,在温度和缠绕牵引作用下,沿管道径向,依次将管壁4内层第一缠绕、钢丝网1第二缠绕、管壁4外层第三缠绕、增强A管2第四缠绕、增强B管3第四缠绕、管壁4左侧面与管壁4右侧面再依次连续缠绕加热熔融搭接制成大口径聚乙烯结构壁钢丝网增强复合稳态管;即同步缠绕,一次成型制造大口径聚乙烯结构壁钢丝网增强复合稳态管。
其余同上。
实施例三、
所述的管壁4外层并排缠绕有一根增强A管2和一根增强B管3。
所述的钢丝网1是方格形的钢丝网1。
其余同上。
实施例四、
所述的管壁4外层并排缠绕有一根增强A管2和一根增强B管3。
所述的钢丝网1是菱形的钢丝网1-c。
其余同上。
- 大口径聚乙烯结构壁钢丝网增强复合稳态管及制造方法
- 大口径聚乙烯结构壁钢丝网增强复合稳态管型材