一种降低主线基膜收卷形变的方法
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及隔膜收卷技术领域,具体为一种降低主线基膜收卷形变的方法。
背景技术
基膜主线收卷机是用来将基膜主线前段通过铸片、拉伸、定型等工序生产的基膜进行卷绕的收卷设备,而卷绕后的膜卷会立即进行一次分切或放置一段时间后进行一次分切。基膜主线收卷的工艺设计直接影响着主线基膜收卷后隔膜的膜面外观。不适宜的基膜主线收卷工艺会导致基膜收卷后出现形变不良,而隔膜的该不良不会随着隔膜的放置或后续的一次分切消除或减弱。这就会导致后续隔膜一次分切或隔膜涂覆时因其膜面的形变不良造成生产良品率的下降。当前基膜主线收卷后的膜卷存在收卷硬度较硬,膜面变形严重的不良,且基膜主线收卷后的膜卷在放置一段的时间后,现在的不良会变得更加严重,同时原本平整的膜面也可能会产生形变不良。这些严重影响着基膜主线收卷的产品质量,更严重影响了后面工序分切和涂覆的生产作业难度和产品良率。
基膜主线收卷后隔膜的形变不良及放置后产生的二次形变不良,迫切的需要进行解决,以提高基膜主线收卷的收卷质量,并为后面工序生产提供良好的产品来料。这需要一种新的工艺方法去配合基膜主线收卷设备来提高主线基膜收卷质量。
发明内容
本发明的目的在于提供一种降低主线基膜收卷形变的方法,以解决上述背景技术中提出的问题。
为了解决上述技术问题,本发明提供如下技术方案:
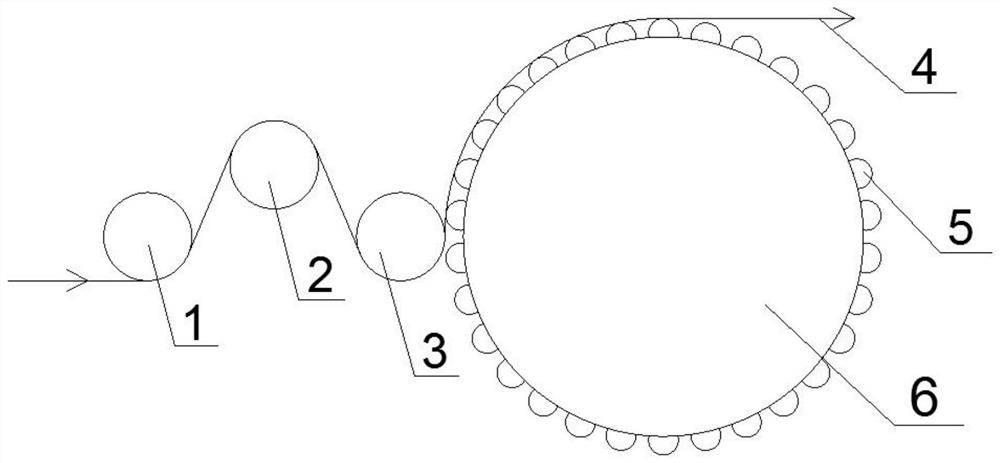
一种降低主线基膜收卷形变的方法,隔膜由前至后依次经过过辊、弧形辊、收卷压辊,缠绕至收卷卷芯完成收卷,所述收卷卷芯外表面粘贴有一层发泡橡胶条。
进一步的,所述隔膜逆时针缠绕自过辊下半部开始收卷,依次绕过弧形辊上半部、收卷压辊下半部,顺时针缠绕至收卷卷芯完成收卷。
进一步的,所述隔膜的收卷速度为40~50m/min。收卷速度匹配收卷初始张力、收卷初始压力、张力曲线系数,保证收卷的端面整齐。
进一步的,所述收卷卷芯的卷芯直径为φ600mm。
进一步的,所述发泡橡胶条为D型发泡橡胶条,橡胶条高度为5~15mm,橡胶条间距5~20mm,发泡橡胶条硬度邵氏20°~30°。通过发泡橡胶条间的间隙以及橡胶条的可压缩性,可以释放膜卷层间的挤压力和隔膜自身的应力,发泡橡胶条硬度>30时,发泡橡胶条表面的膜卷向内层挤压释放应力的难度较大,不利于压缩发泡橡胶条来释放应力,而硬度<20时,硬度过软,膜卷压缩时,直接将膜卷压缩至底,压缩释放应力的效果较差。
进一步的,所述隔膜的收卷初始张力为8N/m~10N/m。收卷初始张力<8N/m时,初始收卷张力过小,会导致隔膜无法压紧,产生断面、滑移的现象,收卷初始张力>10N/m时,初始收卷张力过大,会导致隔膜拉伸变形,为了保证隔膜的平整度和避免膈膜出现拉伸形变的情况,应当选择适宜的初始收卷张力,不宜过大或过小。
进一步的,所述隔膜的张力的总衰减比例为50%。张力衰减比例为收卷结束时的张力占收卷初始张力的百分比,总衰减比例为50%可以保证后面收卷的隔膜张力足够,防止收卷跑偏。
进一步的,所述隔膜的收卷张力曲线系数为1.2~1.6。收卷张力曲线系数用以定义张力衰减过程的具体变化趋势及不同收卷直径时对应的收卷张力百分比,保证收卷张力以一种开始衰减速度慢,后面衰减速度快的方式进行衰减变化,用来保证收卷初始打底张力足够,避免初始收卷过松,同时后面收卷较软,避免膜层间过度挤压。收卷张力曲线系数>1.0时,张力衰减变化趋势是先缓慢衰减,后面快速衰减;收卷张力曲线系数=1.0时,张力衰减变化按照固定的斜率进行衰减变化;收卷张力曲线系数<1.0时,张力衰减变化趋势是先快速衰减,后面缓慢衰减。张力曲线系数为1.2~1.6时,收卷的底层约2mm左右的膜卷结合较为紧密,硬度相对较硬,可以避免后续收卷膜卷因为收卷松弛,产生滑移、褶皱的现象。
进一步的,所述隔膜的收卷初始压力为2N/m~4N/m。初始收卷压力<2N/m时,初始收卷压力过小,隔膜的挤压不够牢固,容易发生滑移跑偏,产生褶皱,初始收卷压力>4N/m时,初始收卷压力过大,隔膜的挤压程度过大,容易造成隔膜翘边、褶皱、暴筋等问题。另外,为了保证隔膜内部的空气不会因为过大或过小的压力而被挤出过多或过少,导致隔膜的软硬程度发生较大变化,应当选择适宜的收卷初始压力。
与现有技术相比,本发明所达到的有益效果是:
本发明公开了一种降低基膜主线收卷形变的方法,当收卷时,采用表面粘贴有较软硬度的发泡橡胶条,可以给收卷膜卷释放应力提供释放的压缩空间。随着收卷直径的不断增大,张力按照张力曲线系数所提供的的张力曲线进行衰减,同时辅助以恒定的收卷压力,二者相互匹配设置,保证了收卷端面的整齐,也保证了收卷硬度的硬度适宜。当主线基膜收卷后隔膜的形变不良增多时,将收卷初始张力、收卷初始压力分别调小,将张力曲线系数调大,优先调节顺序为收卷初始张力、收卷初始压力、张力曲线系数,通过依次调节可以在最短的时间内使隔膜的形变不良降低,降低了生产损耗。而最终收卷的适宜的硬度,可以保证收卷过程中及收卷后膜层间较低的挤压,最终达到减低收卷形变的目的,本发明制备的收卷膜极大的降低了不良的发生,实用性较高,适合工业生产。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
图1是本发明的收卷流程示意图;
图2是本发明的张力曲线示意图;
图1中:1过辊;2弧形辊;3收卷压辊;4隔膜;5收卷卷芯;6发泡橡胶条。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为8N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.2。
其中,隔膜4的收卷初始压力为2N/m。
实施例2
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为8N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.6。
其中,隔膜4的收卷初始压力为2N/m。
实施例3
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为8N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.2。
其中,隔膜4的收卷初始压力为4N/m。
实施例4
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为8N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.6。
其中,隔膜4的收卷初始压力为4N/m。
实施例5
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为10N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.2。
其中,隔膜4的收卷初始压力为2N/m。
实施例6
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为10N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.6。
其中,隔膜4的收卷初始压力为2N/m。
实施例7
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为10N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.2。
其中,隔膜4的收卷初始压力为4N/m。
实施例8
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为10N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.6。
其中,隔膜4的收卷初始压力为4N/m。
实施例9
一种降低主线基膜收卷形变的方法,步骤如下:
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷5卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为9N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.4。
其中,隔膜4的收卷初始压力为3N/m。
对比例1
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷五卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为11N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.4。
其中,隔膜4的收卷初始压力为3N/m。
对比例2
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷五卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为7N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.4。
其中,隔膜4的收卷初始压力为3N/m。
对比例3
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷五卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为9N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.8。
其中,隔膜4的收卷初始压力为3N/m。
对比例4
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷五卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为9N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.0。
其中,隔膜4的收卷初始压力为3N/m。
对比例5
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷五卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为9N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.4。
其中,隔膜4的收卷初始压力为5N/m。
对比例6
隔膜4逆时针缠绕自过辊1下半部开始收卷,依次绕过弧形辊2上半部、收卷压辊3下半部,顺时针缠绕至收卷卷芯6完成收卷,所述收卷卷芯6外表面粘贴有一层发泡橡胶条5,收卷五卷。
其中,隔膜4的收卷速度为40m/min。
其中,收卷卷芯6的卷芯直径为φ600mm。
其中发泡橡胶条5为D型发泡橡胶条5,橡胶条高度为10mm,宽度为40mm,橡胶条间距40mm。
其中,隔膜4的收卷初始张力为9N/m。
其中,隔膜4的收卷张力的总衰减比例为50%。
其中,隔膜4的收卷张力曲线系数为1.4。
其中,隔膜4的收卷初始压力为1N/m。
数据分析
本申请中的实施例1~9、对比例1~6的收卷张力均随着收卷直径从卷芯直径φ600mm到最终的收卷直径φ800mm变化,从100%张力以不同的张力曲线系数衰减为最终的50%张力。
实施例共收卷45个膜卷,其中,实施例1中收卷初始张力为8N/m,收卷张力曲线系数为1.2,收卷初始压力为2N/m,实施例1收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:0/5=0%;
实施例2中收卷初始张力为8N/m,收卷张力曲线系数为1.6,收卷初始压力为2N/m,实施例2收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:1/5=20%;
实施例3中收卷初始张力为8N/m,收卷张力曲线系数为1.2,收卷初始压力为4N/m,实施例3收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:0/5=0%;
实施例4中收卷初始张力为8N/m,收卷张力曲线系数为1.6,收卷初始压力为4N/m,实施例4收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:0/5=0%;
实施例5中收卷初始张力为10N/m,收卷张力曲线系数为1.2,收卷初始压力为2N/m,实施例5收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计1卷,形变平均不良率:1/5=20%;
实施例6中收卷初始张力为10N/m,收卷张力曲线系数为1.6,收卷初始压力为2N/m,实施例6收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:0/5=0%;
实施例7中收卷初始张力为10N/m,收卷张力曲线系数为1.2,收卷初始压力为4N/m,实施例7收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:0/5=0%;
实施例8中收卷初始张力为10N/m,收卷张力曲线系数为1.6,收卷初始压力为4N/m,实施例8收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计1卷,形变平均不良率:1/5=20%;
实施例9中收卷初始张力为9N/m,收卷张力曲线系数为1.4,收卷初始压力为3N/m,实施例9收卷5卷,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计0卷,形变平均不良率:0/5=0%;
对比例共收卷30个膜卷,与实施例9相比,其中对比例1中收卷初始张力为11N/m,大于8~10N/m,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计4卷,形变平均不良率:4/5=80%,张力过大,容易造成隔膜拉伸变形,形变不良率增大;
对比例2中收卷初始张力为7N/m,小于8~10N/m,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计5卷,形变平均不良率:5/5=100%,张力过小,隔膜容易断面跑偏,形变不良率增大;
对比例3中收卷张力曲线系数为1.8,大于1.2~1.4,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计5卷,形变平均不良率:5/5=100%,张力曲线系数过大,中期容易造成隔膜拉伸变形,形变不良率增大;
对比例4中收卷张力曲线系数为1.0,小于1.2~1.4,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计4卷,形变平均不良率:4/5=80%,张力曲线系数过小,中期容易造成隔膜滑移,形变不良率增大;
对比例5中收卷初始压力为5N/m,大于2~4N/m,其中因主线基膜收卷原因造成的隔膜形变不良卷数共计5卷,形变平均不良率:5/5=100%,收卷初始压力过大,容易造成隔膜收卷初始褶皱和收卷暴筋,形变不良率增大;
对比例6中收卷初始压力为1N/m,小于2~4N/m。其中因主线基膜收卷原因造成的隔膜形变不良卷数共计5卷,形变平均不良率:5/5=100%,收卷初始压力过小,容易造成隔膜滑移,隔膜内残留空气过多,形变不良率增大。
综合以上数据说明本发明的提出的一种降低主线基膜收卷形变的方法可以通过工艺的设计匹配以及基膜主线收卷设备的优化配置来实现降低主线基膜收卷的膜卷形变不良的情况。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种降低基膜主线收卷形变的方法
- 一种降低主线基膜收卷形变的方法