一种包装盒开盖系统
文献发布时间:2023-06-19 11:00:24
【技术领域】
本发明涉及糖果生产技术领域,尤其是指一种包装盒开盖系统。
【背景技术】
在糖果的生产工艺中,糖果由糖果下料机直接下料至糖果盒内,因此,糖果盒在由生产输送线送至糖果下料机处之前,需要提前将糖果盒的盖子打开。目前的操作是安排工作人员在糖果下料机的前端将糖果盒打开,然后放入生产输送线,以便承接糖果下料,这样既麻烦不便、费时费力,且速度慢,效率低,为了能够提高效率,需要安排多名工作人员,用工成本高,此外,糖果铁盒由人工进行开盒,较为困难,对手指伤害较大,身体负担重。
针对上述问题,申请人提出了一种解决方案。
【发明内容】
本发明的目的是在于克服现有技术的不足,提供了一种包装盒开盖系统。
为了解决上述存在的技术问题,本发明采用下述技术方案:
一种包装盒开盖系统,包括有铁盒初启段、铁盒全启段和铁盒未启剔除段;
所述铁盒初启段包括有第一机架体,以及在第一机架体上设置的第一输送线、初启控制器、铁盒初启执行装置,所述第一输送线用于将包装铁盒由始端送往铁盒全启段方向,所述铁盒初启执行装置用于限制包装铁盒的下端,并启开包装铁盒的盒盖,所述初启控制器用于在第一输送线将包装铁盒送至铁盒初启执行装置处时停止第一输送线运行;
所述铁盒全启段包括有第二机架体,以及设置于第二机架体上的第二输送线和铁盒全启执行装置,所述第二输送线用于承接由第一输送线末端送来的包装铁盒并送往铁盒未启剔除段方向,所述铁盒全启执行装置用于将包装铁盒上启开的盒盖吹起打开,完全露出内腔;
所述铁盒未启剔除段包括有第三机架体,以及在第三机架体上设置的第三输送线、未启铁盒剔除装置,所述第三输送线用于承接由第二输送线末端送来的包装铁盒并送往第三输送线末端方向,所述未启铁盒剔除装置用于检测包装铁盒的盒盖有无吹起打开,并将尚未打开盒盖的包装铁盒从第三输送线上剔除。
在进一步的改进方案中,所述铁盒初启执行装置包括有下磁吸机构、上磁吸机构、下磁吸驱使机构以及上磁吸驱使机构,所述下磁吸机构位于第一输送线的下方,上磁吸机构位于第一输送线的上方,所述下磁吸驱使机构驱使下磁吸机构移动靠向并紧贴置于第一输送线上的包装铁盒的下盒以限制包装铁盒,所述上磁吸驱使机构驱使上磁吸机构移动靠向并紧贴磁住包装铁盒的盒盖,而后再驱使上磁吸机构移动上抬以使盒盖从盒盖与包装铁盒的下盒的吻合处脱出,启开盒盖。
在进一步的改进方案中,在所述第一机架体上设有侧板,在所述侧板的上部和下部分别设有朝第一输送线的上方和下方伸出的上横向板和下横向板,所述上磁吸驱使机构固定于上横向板上,所述上磁吸机构固定于上磁吸驱使机构的下端,所述下磁吸驱使机构固定于下横向板上,所述下磁吸机构固定于下磁吸驱使机构的上端。
在进一步的改进方案中,所述上磁吸驱使机构和下磁吸驱使机构均为驱动气缸;所述上磁吸机构和下磁吸机构均包括有与第一输送线平行布置的固定板,以及设置于固定板上的多个磁吸件。
在进一步的改进方案中,所述初启控制器包括有第一输送线启停控制部,以及设置于铁盒初启执行装置处的第一机架体上的第一监测装置,所述第一监测装置用于监测包装铁盒有无送至铁盒初启执行装置处。
在进一步的改进方案中,所述铁盒全启执行装置包括有设置于第二机架体上的高压气源、高压气管、高压气嘴以及控制高压气嘴启停的喷射控制器,所述高压气嘴设置于第二输送线的侧部,且其喷射角度正对置于第二输送线上的包装铁盒的盒盖的侧部以斜向吹起打开盒盖。
在进一步的改进方案中,所述铁盒全启执行装置还包括有位于高压气嘴一侧的第二监测装置,所述第二监测装置用于监测第二输送线有无将包装铁盒送至高压气嘴处。
在进一步的改进方案中,所述未启铁盒剔除装置包括有第三监测装置、剔除控制机构和剔除组件,所述第三监测装置包括有上监测部和下监测部,所述下监测部的监测高度位于包装铁盒的下盒的高度范围内,其用于监测在第三输送线上有无物体,所述上监测部的监测高度高于包装铁盒的下盒,其用于监测在该高度方向上有无物体;所述剔除控制机构用于在下监测部监测到存在物体,上监测部未监测到存在物体时判定包装铁盒的盒盖未启开,而后控制剔除组件执行剔除工作。
在进一步的改进方案中,所述剔除组件包括有设置于第三输送线侧部的剔除气缸和剔除杆,所述剔除杆垂直于第三输送线设置,其可在剔除气缸的控制下由第三输送线的一侧推向另一侧。
在进一步的改进方案中,还包括有速度配速控制机构,所述速度配速控制机构与第一输送线、第二输送线和第三输送线连接并可分别控制第一输送线、第二输送线和第三输送线的输送速度。
与现有技术相比,本发明的有益效果是:本发明中,包装铁盒依次经过铁盒初启段、铁盒全启段和铁盒未启剔除段,在铁盒初启段中,由铁盒初启执行装置将包装铁盒的盒盖启开,在铁盒全启段中,由铁盒全启执行装置将包装铁盒的初步启开的盒盖完全翻起打开,而后在铁盒未启剔除段中,由未启铁盒剔除装置将没有翻起打开盒盖的包装铁盒剔除出去,完成糖果下料装盒前的盒盖初启、全启、检测剔除的全过程,整个过程自动化,无需人工操作,快速高效,经济效益高。
下面结合附图与具体实施方式对本发明作进一步的详细描述:
【附图说明】
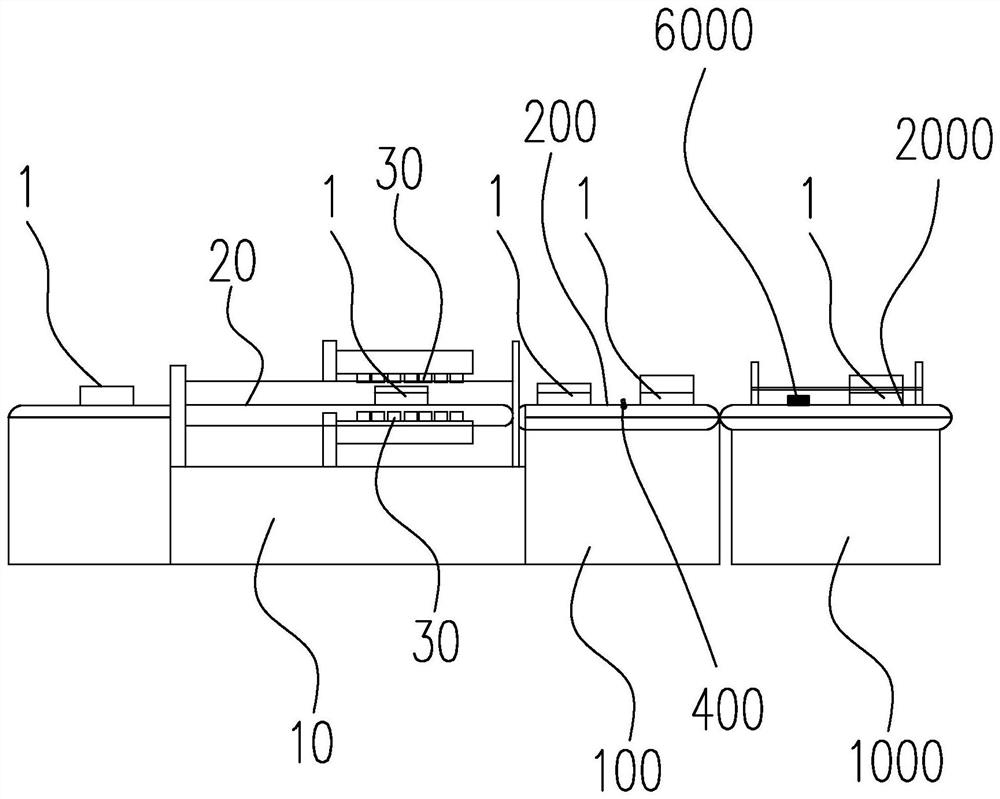
图1为本发明实施例的结构示意图;
图2为包装铁盒从未启至初启至全启的过程示意图;
图3为本发明实施例中铁盒初启段的局部示意图;
图4为本发明实施例中铁盒全启段的局部示意图一;
图5为本发明实施例中铁盒全启段的局部示意图二;
图6为本发明实施例中铁盒未启剔除段的局部示意图。
【具体实施方式】
下面详细描述本发明的实施例,所述的实施例示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。
附图所显示的方位不能理解为限制本发明的具体保护范围,仅供较佳实施例的参考理解,可以图中所示的产品部件进行位置的变化或数量增加或结构简化。
说明书中所述的“连接”及附图中所示出的部件相互“连接”关系,可以理解为固定地连接或可拆卸连接或形成一体的连接;可以是直接直接相连或通过中间媒介相连,本领域普通技术人员可以根据具体情况理解连接关系而可以得出螺接或铆接或焊接或卡接或嵌接等方式以适宜的方式进行不同实施方式替用。
说明书中所述的上、下、左、右、顶、底等方位词及附图中所示出方位,各部件可直接接触或通过它们之间的另外特征接触;如在上方可以为正上方和斜上方,或它仅表示高于其他物;其他方位也可作类推理解。
说明书及附图中所表示出的具有实体形状部件的制作材料,可以采用金属材料或非金属材料或其他合成材料;凡涉及具有实体形状的部件所采用的机械加工工艺可以是冲压、锻压、铸造、线切割、激光切割、铸造、注塑、数铣、三维打印、机加工等等;本领域普通技术人员可以根据不同的加工条件、成本、精度进行适应性地选用或组合选用,但不限于上述材料和制作工艺。
本发明为一种包装盒开盖系统,如图1至图6所示,包括有铁盒初启段、铁盒全启段和铁盒未启剔除段;
所述铁盒初启段包括有第一机架体10,以及在第一机架体10上设置的第一输送线20、初启控制器、铁盒初启执行装置,所述第一输送线20用于将包装铁盒1由始端送往铁盒全启段方向,所述铁盒初启执行装置用于限制包装铁盒1的下端,并启开包装铁盒1的盒盖2,所述初启控制器用于在第一输送线20将包装铁盒1送至铁盒初启执行装置处时停止第一输送线20运行;
所述铁盒全启段包括有第二机架体100,以及设置于第二机架体100上的第二输送线200和铁盒全启执行装置,所述第二输送线200用于承接由第一输送线20末端送来的包装铁盒1并送往铁盒未启剔除段方向,所述铁盒全启执行装置用于将包装铁盒1上启开的盒盖2吹起打开,完全露出内腔;
所述铁盒未启剔除段包括有第三机架体1000,以及在第三机架体1000上设置的第三输送线2000、未启铁盒剔除装置,所述第三输送线2000用于承接由第二输送线200末端送来的包装铁盒1并送往第三输送线2000末端方向,所述未启铁盒剔除装置用于检测包装铁盒1的盒盖2有无吹起打开,并将尚未打开盒盖2的包装铁盒1从第三输送线2000上剔除。
本发明提供的包装盒开盖系统,前端承接包装盒输送线,后端连接糖果下料线,即是第一机架体10的前端连接包装盒输送线,第三机架体1000的后端连接糖果下料线,以在开盖后进行糖果下料装盒。
详细运行如下:
未开启的包装铁盒1进入到铁盒初启段上,由第一输送线20进行输送,包装铁盒1在由第一输送线20输送至铁盒初启执行装置处时,初启控制器停止第一输送线20运行,包装铁盒1运送停止,铁盒初启执行装置开始动作,将包装铁盒1的下部限位,再启开包装铁盒1的盒盖2,仅是初步启开,盒盖2尚未向上打起,在启开后,初启控制器再控制第一输送线20继续运行,直至下一个未开启的包装铁盒1进入至铁盒初启执行装置处,而初步启开盒盖2的包装铁盒1则在第一输送线20的输送下送往铁盒全启段;在铁盒全启段的始端承接自铁盒初启段送来的包装铁盒1,第二输送线200进行输送,且在输送过程中,铁盒全启执行装置对送至该处的、初步开启的包装铁盒1的盒盖2完全打开,使盒盖2以其铰接轴为轴心向上翻转打起,完成敞开露出包装铁盒1内的内腔,接着,包装铁盒1随即被第二输送线200送至铁盒未启剔除段;在铁盒未启剔除段上,第三输送线2000承接自铁盒全启段送来的包装铁盒1,并将其送至下一工序中,在此运送过程中,未启铁盒剔除装置检测经过其处的包装铁盒1的盒盖2有无完全向上翻转打开,若无,即启动剔除动作,将第三输送线2000上的包装铁盒1剔除出去。
由上述可见,本发明中,包装铁盒1依次经过铁盒初启段、铁盒全启段和铁盒未启剔除段,在铁盒初启段中,由铁盒初启执行装置将包装铁盒1的盒盖2启开,在铁盒全启段中,由铁盒全启执行装置将包装铁盒1的初步启开的盒盖2完全翻起打开,而后在铁盒未启剔除段中,由未启铁盒剔除装置将没有翻起打开盒盖2的包装铁盒1剔除出去(如图1、2所示),完成糖果下料装盒前的盒盖2初启、全启、检测剔除的全过程,整个过程自动化,无需人工操作,快速高效,经济效益高。
在实施例中,如图1、3所示,所述铁盒初启执行装置包括有下磁吸机构、上磁吸机构、下磁吸驱使机构以及上磁吸驱使机构,所述下磁吸机构位于第一输送线20的下方,上磁吸机构位于第一输送线20的上方,所述下磁吸驱使机构驱使下磁吸机构移动靠向并紧贴置于第一输送线20上的包装铁盒1的下盒3以限制包装铁盒1,所述上磁吸驱使机构驱使上磁吸机构移动靠向并紧贴磁住包装铁盒1的盒盖2,而后再驱使上磁吸机构移动上抬以使盒盖2从盒盖2与包装铁盒1的下盒3的吻合处脱出,启开盒盖2。在所述第一机架体10上设有侧板40,在所述侧板40的上部和下部分别设有朝第一输送线20的上方和下方伸出的上横向板41和下横向板42,所述上磁吸驱使机构固定于上横向板41上,所述上磁吸机构固定于上磁吸驱使机构的下端,所述下磁吸驱使机构固定于下横向板42上,所述下磁吸机构固定于下磁吸驱使机构的上端。所述上磁吸驱使机构和下磁吸驱使机构均为驱动气缸50;所述上磁吸机构和下磁吸机构均包括有与第一输送线20平行布置的固定板60,以及设置于固定板60上的多个磁吸件30。在实施例中,采用磁吸吸住、再向上提起的方式启开盒盖2,当然,也可以采用负压吸住,再向上提起的方式启开盒盖2。
在进一步的改进方案中,所述初启控制器包括有第一输送线20启停控制部,以及设置于铁盒初启执行装置处的第一机架体10上的第一监测装置,所述第一监测装置用于监测包装铁盒1有无送至铁盒初启执行装置处。
在实施例中,如图1、4、5所示,所述铁盒全启执行装置包括有设置于第二机架体100上的高压气源、高压气管300、高压气嘴400以及控制高压气嘴400启停的喷射控制器,所述高压气嘴400设置于第二输送线200的侧部,且其喷射角度正对置于第二输送线200上的包装铁盒1的盒盖2的侧部以斜向吹起打开盒盖2。所述铁盒全启执行装置还包括有位于高压气嘴400一侧的第二监测装置,所述第二监测装置用于监测第二输送线200有无将包装铁盒1送至高压气嘴处400。
在实施例中,如图1、6所示,所述未启铁盒剔除装置包括有第三监测装置、剔除控制机构和剔除组件,所述第三监测装置包括有上监测部3000和下监测部4000,所述下监测部4000的监测高度位于包装铁盒1的下盒3的高度范围内,其用于监测在第三输送线2000上有无物体,所述上监测部3000的监测高度高于包装铁盒1的下盒3,其用于监测在该高度方向上有无物体;所述剔除控制机构用于在下监测部4000监测到存在物体,上监测部3000未监测到存在物体时判定包装铁盒1的盒盖2未启开,而后控制剔除组件执行剔除工作。所述剔除组件包括有设置于第三输送线2000侧部的剔除气缸5000和剔除杆6000,所述剔除杆6000垂直于第三输送线2000设置,其可在剔除气缸5000的控制下由第三输送线2000的一侧推向另一侧。
为了配合糖果下料机的下料装盒速度,防止前端开盖配送过快或过快,还包括有速度配速控制机构,所述速度配速控制机构与第一输送线10、第二输送线100和第三输送线1000连接并可分别控制第一输送线10、第二输送线100和第三输送线1000的输送速度。
尽管参照上面实施例详细说明了本发明,但是通过本公开对于本领域技术人员显而易见的是,而在不脱离所述的权利要求限定的本发明的原理及精神范围的情况下,可对本发明做出各种变化或修改。因此,本公开实施例的详细描述仅用来解释,而不是用来限制本发明,而是由权利要求的内容限定保护的范围。
- 一种可旋转免开盖的包装盒坯及其包装盒
- 一种包装盒开盖系统