拼接式包胶机构和绕线包胶装置
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及线圈加工设备领域,具体是涉及一种拼接式包胶机构和绕线包胶装置。
背景技术
现有的绕线包胶装置包括包胶机构和绕线机构,沿竖直方向,包胶机构设置在绕线机构的上方,绕线机构用于对骨架进行绕线,包胶结构用于使用胶带包覆完成绕线的线圈。在绕线包胶过程中,包胶位和绕线位设置在绕线包胶装置靠近操作人员的前侧,便于操作人员观察包胶和绕线的情况。在操作人员对绕线包胶装置内部的部件进行调试或更换时,需要将位于绕线包胶装置前侧的整个包胶机构拆除,调试或更换部件完成后,才能将整个包胶机构安装,该过程中十分繁琐,为内部部件的调试和更换带来不便。现有的绕线包胶装置中,绕线机构中的绕线轴与包胶机构中的包胶手指组件数量相同,并且一一对应地绕线包胶,当绕线包胶装置内需要增加绕线轴时,只能整个包胶机构进行更换,通用性差。
发明内容
本发明的第一目的是提供一种无需拆卸且通用性大的拼接式包胶机构。
本发明的第二目的是提供一种包括上述拼接式包胶机构的绕线包胶装置。
为了实现上述的第一目的,本发明提供的拼接式包胶机构包括基座和多个拼接块,基座包括安装架、第一旋转门和第二旋转门,安装架上设置有第一铰接柱和第二铰接柱,第一铰接柱与第二铰接柱平行设置,第一旋转门绕第一铰接柱转动,第二旋转绕第二铰接柱转动,多个拼接块分别设置在第一旋转门和第二旋转门上,一个拼接块上设置有一个包胶手指组件。
由上述方案可见,在进行绕线包胶装置内部部件的调试或更换时,驱动第一旋转门绕第一铰接柱转动,第二旋转门绕第二铰接柱转动,将包胶机构分段打开,使得绕线包胶装置内部的部件外露,方便操作人员进行内部部件的调试或更换,无需对包胶机构进行拆卸,有效提高工作效率;一个包胶手指组件对应地设置在一个拼接块上,当绕线包胶装置需要增加绕线轴时,在基座上直接增加拼接块,无需更换整个包胶机构,使包胶机构适用于更多不同绕线轴轴数的绕线包胶装置,提高包胶机构的通用性。
进一步的方案是,第一旋转门和第二旋转门上分别设置有安装条,安装条沿第一铰接柱的径向或第二铰接柱的径向延伸,安装条贯穿多个拼接块。
可见,通过安装条贯穿拼接块,将拼接块设置在旋转门上,方便快捷。
进一步的方案是,拼接式包胶机构包括锁定块,锁定块分别与第一旋转门、第二旋转门磁性连接。
可见,旋转门与锁定块磁性连接后,可避免在包胶过程中,旋转门发生转动,而对包胶效果造成影响的情况。
进一步的方案是,拼接式包胶机构包括升降组件,升降组件包括固定块和升降驱动装置,升降驱动装置设置在固定块,升降驱动装置驱动基座移动。
可见,升降组件驱动基座移动,可调整包胶机构在绕线包胶装置内的高度,使得包胶机构中的胶带更好地包覆线圈。
进一步的方案是,第一旋转门上连接有第一把手,第一把手包括安装杆和手柄杆,安装杆与手柄杆相交连接。
可见,通过把手更快速方便地驱动旋转门绕铰接柱转动。
进一步的方案是,包胶手指组件包括夹胶组件、切刀组件、压轮组件和拉胶组件,夹胶组件包括支撑块、压块和压块驱动装置,压块驱动装置驱动压块朝向支撑块移动,切刀组件包括切刀和切刀驱动装置,切刀驱动装置驱动切刀移动,压轮组件包括压轮和压轮驱动装置,拉胶组件包括夹持组件和拉胶移动驱动组件,夹持组件包括第一夹块、第二夹块和夹块驱动组件,夹块驱动组件驱动第一夹块朝向或远离第二夹块移动,拉胶移动驱动组件驱动夹持组件朝向夹胶组件移动,切刀组件设置在夹胶组件和压轮组件之间,压轮组件设置在夹持组件与切刀组件之间。
可见,包胶时,夹持组件夹紧胶带的头部,胶带经过支撑块与压块之间,胶带移动至完成绕线的线圈上,随着线圈的转动以及压轮的压力作用下,胶带一层一层地包覆在线圈上,切刀切断胶带,夹持组件松开胶带的同时,支撑块与压块夹紧胶带,完成包胶的线圈下料,夹持组件移动至支撑块处,将胶带夹紧,进行下一次包胶工作。
进一步的方案是,夹块驱动组件包括夹块驱动装置,压块驱动装置、切刀驱动装置、压轮驱动装置和夹块驱动装置分别为气缸;第一旋转门和第二旋转门上分别设置有多组通气组件,一组通气组件包括第一通气口、第二通气口、第三通气口和第四通气口,一个包胶手指组件内的气缸对应连接通气组件,多组通气组件中的第一通气口同时与真空发生器连接。
可见,一个通气组件对应连接一个拼接块上的包胶手指组件,二多个通气组件的第一通气口均与同一个真空发生器,从而实现各个拼接块上的包胶手指组件之间的同步性。
进一步的方案是,包胶手指组件包括导向组件,夹胶组件、切刀组件、压轮组件和拉胶组件设置在拼接块上,导向组件包括第一导向杆、第二导向杆、第三导向杆和导向杆移动驱动组件,第一导向杆和第三导向杆位于第一平面上,第二导向杆位于第二平面上,第一平面和第二平面平行设置,第二导向杆位于第一导向杆与第三导向杆之间;导向杆移动驱动组件驱动第二导向杆朝向或远离第一平面移动;导向杆移动驱动组件包括第一驱动装置、第一转动块和第一弹簧,第一转动块包括第一连接端、铰接端和第二连接端,铰接端设置在第一连接端与第二连接端之间,第一驱动装置与第一连接端连接,铰接端连接与拼接块,第二连接端与第二导向杆连接。
可见,胶带经过导向组件时,胶带与每一个导向杆邻接,当导向杆移动驱动组件驱动第二导向杆朝向或远离第一平面移动时,可调整胶带的松紧度。第一驱动装置驱动第一转动块绕铰接端转动,拉伸第一弹簧的同时第二导向杆移动,第一驱动装置停止驱动后,在弹簧作用下,第二导向杆复位,从而实现胶带松紧度的调节。
进一步的方案是,拉胶移动驱动组件包括第二驱动装置、齿条、齿轮和第二转动块,第二驱动装置驱动齿条移动,齿条与齿轮啮合,齿轮与第二转动块的第一端固定连接,第二转动块的第二端上设置有滑槽,夹持组件包括滑块,滑块在滑槽内滑动。
可见,第二驱动装置驱动齿条移动,带动齿轮转动,由于齿轮与第二转动块固定连接,齿轮的转动带动第二转动块的转动,由于滑块设置在滑槽内,从而带动滑块移动,实现夹持组件移动。
为实现上述的第二目的,本发明提供的绕线包胶装置包括如上述的拼接式包胶机构。
附图说明
图1是本发明绕线包胶装置实施例的结构图。
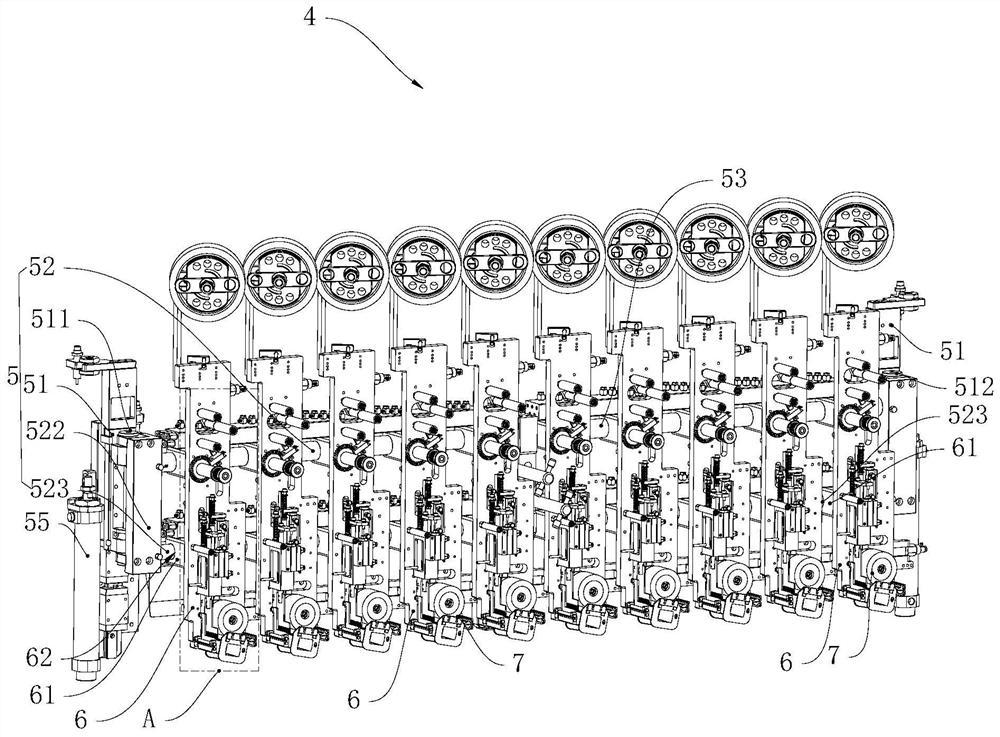
图2是本发明绕线包胶装置实施例中拼接式包胶机构的结构图。
图3是本发明绕线包胶装置实施例中拼接式包胶机构另一角度的结构图。
图4是本发明绕线包胶装置实施例中拼接式包胶机构中的基座的结构图。
图5是本发明绕线包胶装置实施例中拼接式包胶机构中拼接块上的结构图。
图6是本发明绕线包胶装置实施例中拼接式包胶机构中拼接块上另一角度的结构图。
图7是图2A处的放大图。
以下结合附图及实施例对本发明作进一步说明。
具体实施方式
本发明中的绕线包胶装置用于进行电感线圈的制备,绕线包胶装置包括拼接式包胶机构,包胶机构用于进行完成绕线的线圈的包胶工艺。在本发明中的拼接式包胶机构通过开门结构将绕线包胶装置内部的部件外露,便于进行内部部件的调试或更换,并且包胶机构中的包胶手指组件设置在拼接块上,将多个拼接块设置在包胶机构的基座,可以更方便地调整基座上拼接块的数量,提高包胶机构的通用性。
参见图1,绕线包胶装置包括安装台1、绕线机构2、线嘴横梁组件3和拼接式包胶机构4,绕线机构2、线嘴横梁组件3和拼接式包胶机构4分别设置在安装台1的前侧。沿竖直方向,拼接式包胶机构4设置在线嘴横梁组件3的上方,线嘴横梁组件3设置在绕线机构2的上方。在本实施例中,线嘴横梁组件3包括线嘴横梁31和横梁驱动组件,线嘴横梁31上设置有多个线嘴32,线材贯穿线嘴32,线嘴32对线材进行导向;横梁驱动组件驱动线嘴横梁31移动。绕线机构2包括多个绕线轴21和绕线驱动组件,绕线驱动组件用于驱动多个绕线轴21同时转动和移动;绕线轴21用于固定骨架并且驱动骨架转动。安装台1包括外框架11,外框架11覆盖横梁驱动组件和绕线驱动组件。外框架11朝向拼接式包胶机构4的侧壁上设置有开口111,拼接式包胶机构4设置在开口111处,遮蔽外框架11内的横梁驱动组件和绕线驱动组件,绕线轴21贯穿开口111。
参见图2和图3,拼接式包胶机构4包括基座5和多个拼接块6,多个拼接块6设置在基座5上,一个拼接块6上设置有一组包胶手指组件7,拼接块6的数量可与绕线轴21的数量相对,并且沿竖直方向一一对应。参见图4,基座5包括两个安装架51、第一旋转门52和第二旋转门53,在本实施例中,其一安装架51上设置有第一铰接柱511,另一安装架51上设置有第二铰接柱512,第一铰接柱511和第二铰接柱512沿竖直方向平行设置。第一旋转门52包括水平安装块521、两个竖直安装块522和两条安装条523,两个安装条523呈圆柱形,安装条523的轴向沿水平方向与水平安装块521的长度方向平行,安装条523的长度方向与第一铰接柱511的径向平行水平安装块521和两个安装条523分别设置在两个竖直安装块522之间,其一竖直安装块522与第一铰接柱511铰接连接,该竖直安装块522绕第一铰接柱511的轴线转动,带动第一旋转门52绕第一铰接柱511的轴线转动。
第一旋转门52的结构和第二旋转门53的结构相同。第二旋转门53中竖直安装块522与第二铰接柱512铰接连接,使得第二旋转门53中的竖直安装块522绕第二铰接柱512的轴线转动,使得第二旋转门53绕第二铰接柱512转动。在本实施例中,当操作人员驱动第一旋转门52或第二旋转门53转动,使外框架11内的部件外露时,操作人员驱动第一旋转门52远离第二旋转门53转动,第二旋转门53远离第一旋转门52转动,从而打开拼接式包胶机构4,操作人员通过外框架11的开口对绕线包胶装置内部部件进行调试或更换。完成内部部件的调试或更换后,驱动第一旋转门52朝向第二旋转门53移动,驱动第二旋转门53朝向第一旋转门52转动,关闭拼接式包胶机构4,便于绕线包胶装置继续绕线包胶。
拼接式包胶机构4包括两个升降组件,一个升降组件对应连接第一旋转门52或第二旋转门53。升降组件包括固定块54和升降驱动装置55,固定块54设置在外框架11上,升降驱动装置55设置在固定块54上,升降驱动装置55一一对应地与安装架51连接,两个升降驱动装置55同时驱动基座5沿竖直方向移动。在本实施例中,升降驱动装置55为气缸。升降驱动装置55驱动基座5移动,便于基座5上的包胶手指组件7对线圈进行包胶。
第一旋转门52和第二旋转门53上分别连接有第一把手56,在本实施例中,第一旋转门52上的第一把手56可靠近第二旋转门53设置,第一旋转门52上的第一把手56,转矩变大可使操作人员更省力地打开两个旋转门。第一把手56包括安装杆561和手柄杆562,手柄杆562贯穿安装杆561,安装杆561与手柄杆562垂直连接。
绕线包胶装置包括锁定组件,锁定组件包括锁定块57和锁定块驱动装置,在本实施例中,锁定块57设置在外框架11上,锁定块驱动装置驱动锁定块57沿竖直方向移动,锁定块57的移动与基座5的移动同步。锁定块57上可设置有第一锁定位和第二锁定位,第一旋转门52可在第一锁定位上与锁定块57磁性连接,第二旋转门53可在第二锁定位上与锁定块57磁性连接。锁定块57与第一旋转门52、第二旋转门53还可通过卡扣结构连接。旋转门与锁定块57连接后,可避免在包胶过程中,旋转门发生转动,而对包胶效果造成影响的情况。
作为另一实施方式,当打开拼接式包胶机构4时,第一旋转门52朝向第二旋转门53转动,第二旋转门53朝向第一旋转门52转动时,外框架11上两组锁定组件,一个锁定组件对应一个旋转门。
拼接块6朝向基座5的侧壁上设置有两个凸起块61,每个凸起块61上设置有通孔62,一个安装条523对应地贯穿多个拼接块6相同的其一凸起块61,将多个拼接块6串联起来。两个安装条523分别穿过拼接块6上的两个凸起块61,使拼接块6在基座5上的安装块更稳固,避免拼接块6出现偏移的情况。在本实施例,在调整拼接块6的数量时,可直接将拼接块6从安装条523上滑出或者直接将拼接块6滑入安装条523上,操作简单快捷。在安装条523上增加拼接块6时,将一个拼接块6滑入安装条523上,然后将一个隔离套58滑入安装条523中,隔离套58套接在定位套外,再一个拼接块6滑入安装条523上,使得两个相邻的拼接块6之间有一个隔离套58,从而进一步增强了拼接块6在基座5上安装的稳固性。
参见图5、图6和图7,包胶手指组件7包括导向组件8、夹胶组件9、切刀组件10、压轮组件71和拉胶组件72,沿竖直方向,导向组件8设置在夹角组件的上方,夹胶组件9、切刀组件10、压轮组件71和拉胶组件72沿水平依次排列。导向组件8进行调整胶带的松紧度;导向组件8包括第一导向杆81、第二导向杆82、第三导向杆83和导向杆移动驱动组件,第一导向杆81和第三导向杆83位于第一平面上,第一平面沿竖直方向延伸,第二导向杆82位于第二平面上,第一平面和第二平面平行设置,第二导向杆82位于第一导向杆81与第三导向杆83之间。导向杆移动驱动组件驱动第二导向杆82朝向或远离第一平面移动。胶带经过导向组件8时,胶带呈S型延伸,并且胶带与每一个导向杆邻接,当导向杆移动驱动组件驱动第二导向杆82朝向或远离第一平面移动时,可调整胶带的松紧度。在本实施例中,拼接块6上设置有滑槽63,第二导向杆82贯穿滑槽63,第一导向杆81和第三导向杆83设置在拼接块6背离外框架11的侧壁上,第二导向杆82和导向杆移动驱动组件设置在拼接块6朝向外框架11的侧壁上。导向杆移动驱动组件包括第一驱动装置84、第一转动块85和第一弹簧86,第一转动块85包括第一连接端851、铰接端852和第二连接端853,铰接端852设置在第一连接端851与第二连接端853之间,第一驱动装置84与第一连接端851连接,铰接端852连接与拼接块6,第二连接端853与第二导向杆82连接,第一弹簧86分别与拼接块6和第一转动块85的第二连接端853。当需要进行胶带的松紧度的调节时,第一驱动装置84沿水平方向驱动第一转动块85绕铰接端852转动,拉伸第一弹簧86的同时第二导向杆82朝向第一平面移动,使得第二导向杆82与第一平面之间的距离缩短,胶带拉伸变松。第一驱动装置84停止驱动后,在第一弹簧86的弹力作用下,第二导向杆82复位,使得第二导向杆82远离第一平面移动,第一平面与第二导向杆82之间的距离增加,胶带拉伸变紧;从而实现胶带松紧度的调节。
包胶组件7包括胶带长度检测组件73,沿竖直方向,胶带长度检测组件73设置在导向组件8的下方,胶带长度检测组件73设置在拼接块6远离外框架11的侧壁上。胶带长度检测组件73包括传感器731、检测片732、压缩弹簧733、转动轴套734和固定杆735,固定杆735的轴向第一端和传感器731设置在拼接块6上。转动轴套734套设在固定杆735外,压缩弹簧733抵接在固定杆735的轴向第二端与转动轴套734之间。检测片732连接转动轴套734,检测片732沿检测片732的周向等距离排列有多个凹槽7321,传感器731上设置有检测槽7311,检测片732在检测槽7311内转动。胶带经过胶带长度检测组件时,胶带与转动轴套734邻接,胶带的移动调动转动轴套734的转动,带动检测片732的转动,从而传感器731通过检测片732的转动对胶带的长度进行计算。压缩弹簧733的设置可使转动轴套734朝向拼接块6移动,使得转动轴套734能够更好地转动的同时,保证检测片732位于检测槽7311内。
夹胶组件9包括支撑块91、压块92和压块驱动装置93;在本实施例中,支撑块91朝向压块92的侧壁上设置有台阶911。压块驱动装置93驱动压块92沿竖直方向朝向台阶911移动,台阶911的设置可压块92与支撑块91更好地夹紧胶带。夹胶组件9还包括第二弹簧94、轴套95、连接杆96和移动块97,拼接块6上设置有通槽64,压块驱动装置93设置在拼接块6朝向外框架11的侧壁上,压块驱动装置93为气缸,压块驱动装置93连接移动块97,移动块97贯穿通槽64。轴套95固定在拼接块6远离外框架11的侧壁上,连接杆96贯穿轴套95;连接杆96的轴向两端分别与移动块97、压块92连接。第二弹簧94套设在连接杆96外,第二弹簧94抵接在连接杆96与轴套95之间。压块驱动装置93驱动连接杆96移动,带动压块92移动,从而带动压块92移动的同时,第二弹簧94被压缩。压块驱动装置93停止驱动后,压块92在第二弹簧94的弹力作用下复位。
切刀组件10包括切刀101、切刀驱动装置102、连接杆103和移动块104,连接杆103的轴向两端分别与切刀101、移动块103连接。切刀驱动装置102通过移动块104驱动连接杆103移动,带动切刀101移动。
压轮组件71包括压轮711、压轮驱动装置712、轴套713、连接杆714和第四弹簧715,轴套713固定在拼接块6上,连接杆714贯穿轴套713,连接杆714的轴向两端分别与压轮711、压轮驱动装置712连接。第四弹簧715套设在连接杆714外,第四弹簧715抵接在连接杆714的一端与轴套713之间。压轮驱动装置712驱动连接杆714移动,带动压轮711移动的同时,第四弹簧715被压缩。压轮驱动装置712停止驱动后,压轮711在第四弹簧715的弹力作用下复位。
拉胶组件72包括夹持组件74和拉胶移动驱动组件75,夹持组件74用于夹紧胶带,拉胶移动驱动组件75驱动夹持组件74朝向夹胶组件9移动,便于夹持组件74重新夹胶继续包胶。
夹持组件74包括第一夹块741、第二夹块742和夹块驱动组件,夹块驱动组件驱动第一夹块741朝向或远离第二夹块742移动。在本实施例中,夹块驱动组件包括转动块743、移动块744、弹簧745和夹块驱动装置746,转动块743、弹簧745和夹块驱动装置746设置在移动块744上,转动块743包括连接第一端7431、铰接端7432和连接第二端7433,夹块驱动装置746连接转动块743的连接第一端7431,转动块743的铰接端7432铰接于移动块744上,转动块743的连接第二端7433贯穿移动块744与第一夹块741连接,弹簧745连接在移动块744与转动块743的铰接端7432之间。当夹块驱动装置746驱动转动块743的连接第一端7431移动,使转动块743绕铰接端7432转动,带动转动块743的连接第二端7433转动,从而使第一夹块741远离第二夹块742移动,便于胶带穿过第一夹块741与第二夹块742之间。当夹块驱动装置746停止驱动时,转动块743的连接第二端7433在弹簧745的驱动下复位,使得第一夹块741朝向第二夹块742移动,从而夹紧胶带。
拉胶移动驱动组件75包括第二驱动装置751、齿条752、齿轮753和第二转动块754,第二驱动装置751沿竖直方向驱动齿条752移动,齿条752与齿轮753啮合,齿轮753与第二转动块754的第一端固定连接,第二转动块754的第二端上设置有滑槽7541,移动块744上凸起设置有滑块7441,滑块7441在滑槽7541内滑动。当齿条752的移动带动齿轮753转动时,带动第二转动块754的第二端移动,由于滑块7441位于滑槽7541内,从而带动移动块744的移动,实现夹持组件74朝向夹胶组件9移动。齿轮753反向转动时,第二转动块754的第二端反向移动,带动夹持组件74复位。
包胶时,夹持组件74夹紧胶带的头部,胶带经过支撑块91与压块92之间,胶带移动至完成绕线的线圈上,随着线圈的转动以及压轮711的压力作用下,胶带一层一层地包覆在线圈上,切刀101切断胶带,夹持组件74松开胶带的同时,支撑块91与压块92夹紧胶带,完成包胶的线圈下料,夹持组件74移动至支撑块91处,将胶带夹紧,进行下一次包胶工作。
压块驱动装置93、切刀驱动装置102、压轮驱动装置712和夹块驱动装置746分别为气缸。第一旋转门52和第二旋转门53上分别设置有多组通气组件12,一组通气组件12包括第一通气口121、第二通气口122、第三通气口123和第四通气口124,一个包胶手指组件7内的气缸对应连接一组通气组件12,多组通气组件12中的第一通气口121同时与同一真空发生器连接,同一真空发生器同时控制多组包胶手指组件7中的同一气缸,实现多个包胶手指组件7中各部件的动作的同步性。
在进行绕线包胶装置内部部件的调试或更换时,驱动第一旋转门52绕第一铰接柱511转动,第二旋转门53绕第二铰接柱512转动,将包胶机构分段打开,使得绕线包胶装置内部的部件外露,方便操作人员进行内部部件的调试或更换,无需对包胶机构4进行拆卸,有效提高工作效率;一个包胶手指组件7对应地设置在一个拼接块6上,当绕线包胶装置需要增加绕线轴时,在基座5上直接增加拼接块6,无需更换整个包胶机构4,使包胶机构4适用于更多不同绕线轴轴数的绕线包胶装置,提高包胶机构的通用性。
最后需要强调的是,以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种变化和更改,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 拼接式包胶机构和绕线包胶装置
- 包胶机构、双侧包胶装置及变压器穿管绕线包胶一体机