旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法
文献发布时间:2023-06-19 11:03:41
技术领域
本申请涉及旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法。
背景技术
以往,公知一种旋转电机的转子或定子等的绝缘结构体,在层叠铁心卷绕线圈并且一体成形用于防止该线圈与层叠铁心的电导通的由绝缘用树脂构成的树脂绝缘部而构成上述旋转电机,将利用冲模对电磁钢板进行冲裁后得到的钢板层叠多片而构成上述层叠铁心(例如参照下述的专利文献1)。
现有技术文献
专利文献
专利文献1:日本特开平8-98473号公报
发明内容
发明要解决的课题
在如上述专利文献1所述的那样的旋转电机的转子或定子的绝缘结构体中,在一体成形由绝缘用树脂构成的树脂绝缘部的情况下,当使用注塑成形方法向成形模具填充绝缘用树脂时,起因于绝缘用树脂的增粘和固化等流动阻力的增加而产生填充压力的损耗。该压力损耗特别是在绝缘用树脂的树脂流动末端部增大,有无法充分地填充绝缘用树脂或电绝缘性能下降这样的问题。
作为其对策,考虑新调配流动性佳的绝缘用树脂的材料来抑制在填充于成形模具时的压力损耗的下降。但是,这样的流动性佳的绝缘用树脂需要特别地调配材料,因此是昂贵的,进而产生使旋转电机的制造成本增加这一不良现象。
另外,作为其他对策,考虑将层叠铁心与成形模具之间的间隙设定为较大来抑制在填充绝缘用树脂时的在绝缘用树脂的树脂流动末端部处的填充压力的损耗。但是,在这样将层叠铁心与成形模具之间的间隙设定为较大的情况下,结果使覆盖层叠铁心的绝缘用树脂的壁厚增大,从而能相对于层叠铁心卷绕线圈的区域减小,产生旋转电机的性能下降这一不良状况。
本申请是为了解决上述那样的问题而做成的,目的在于提供一种在不导致多余的成本上升或性能下降的前提下小型且高效且具有绝缘性能的旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法。
用于解决课题的方案
本申请中公开的旋转电机的绝缘结构体具备将多片钢板层叠而成的层叠铁心,并且在所述层叠铁心至少将卷装线圈的部位的表面部覆盖地一体形成树脂绝缘部,其中,
所述树脂绝缘部具备鼓出部,所述鼓出部沿所述层叠铁心的轴向在中央侧朝向周向形成为比两端面厚的壁厚。
另外,本申请公开的旋转电机的绝缘结构体具备将多片钢板层叠而成的层叠铁心,并且将至少卷装线圈的部位的表面部覆盖的树脂绝缘部从轴向的两个方向以上组装于所述层叠铁心,其中,
所述树脂绝缘部的形成于所述层叠铁心的轴向的端面的部位的最大厚度比沿所述层叠铁心的轴向形成的部位的最大厚度厚,并且在形成于所述层叠铁心的轴向的端面的部位具有树脂注入口痕迹,
所述树脂绝缘部的形成于所述层叠铁心的轴向的端面的部位的厚度均匀地形成,
所述树脂绝缘部沿所述层叠铁心的轴向在中央侧朝向周向形成为比两端面厚的壁厚。
另外,本申请公开的旋转电机的绝缘结构体的制造方法是制造下述旋转电机的绝缘结构体的方法,该绝缘结构体具备将钢板层叠而成的层叠铁心,并且在所述层叠铁心至少将卷装线圈的部位的表面部覆盖地一体形成树脂绝缘部,其中,
应用所述树脂绝缘部的注塑成形用的成形模具,在该成形模具的模具内壁预先形成沿所述层叠铁心的轴向在中央侧朝向周向成为比两端面厚的壁厚的鼓出部形成用的凹部,在将所述层叠铁心配置于所述成形模具的内部后,自所述成形模具的树脂注入口注入绝缘用树脂而成形所述树脂绝缘部。
另外,本申请公开的旋转电机的绝缘结构体的制造方法是制造下述旋转电机的绝缘结构体的方法,该绝缘结构体具备将多片钢板层叠而成的层叠铁心,并且至少将卷装有线圈的部位的表面部覆盖的树脂绝缘部自轴向的两个方向以上组装于所述层叠铁心,其中,
应用使所述树脂绝缘部沿轴向的两个方向以上分割的注塑成形用的成形模具,在该成形模具的模具内壁预先形成有鼓出部形成用的凹部,所述鼓出部沿所述层叠铁心的轴向在中央侧朝向周向成为比两端面厚的壁厚,自所述成形模具的树脂注入口注入绝缘用树脂而成形沿轴向的两个方向以上分割的所述树脂绝缘部,在自所述成形模具取出了沿轴向的两个方向以上分割的所述树脂绝缘部后,将沿轴向的两个方向以上分割的所述树脂绝缘部自轴向的两个方向以上组装于所述层叠铁心。
发明效果
采用本申请的旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法,能在不导致多余的成本上升或性能下降的前提下实现小型且高效且具有绝缘性能。
附图说明
图1是表示在作为实施方式1的旋转电机的绝缘结构体应用于定子的情况下的半周量即6个齿量的立体图。
图2是表示构成图1的定子的一个分割定子的立体图。
图3是表示构成图2的分割定子的绝缘分割铁心的立体图。
图4是径向观察图3的绝缘分割铁心的主视图。
图5是沿A-A线剖切图4的绝缘分割铁心的情况下的立体图。
图6是表示构成图3的绝缘分割铁心的层叠铁心的立体图。
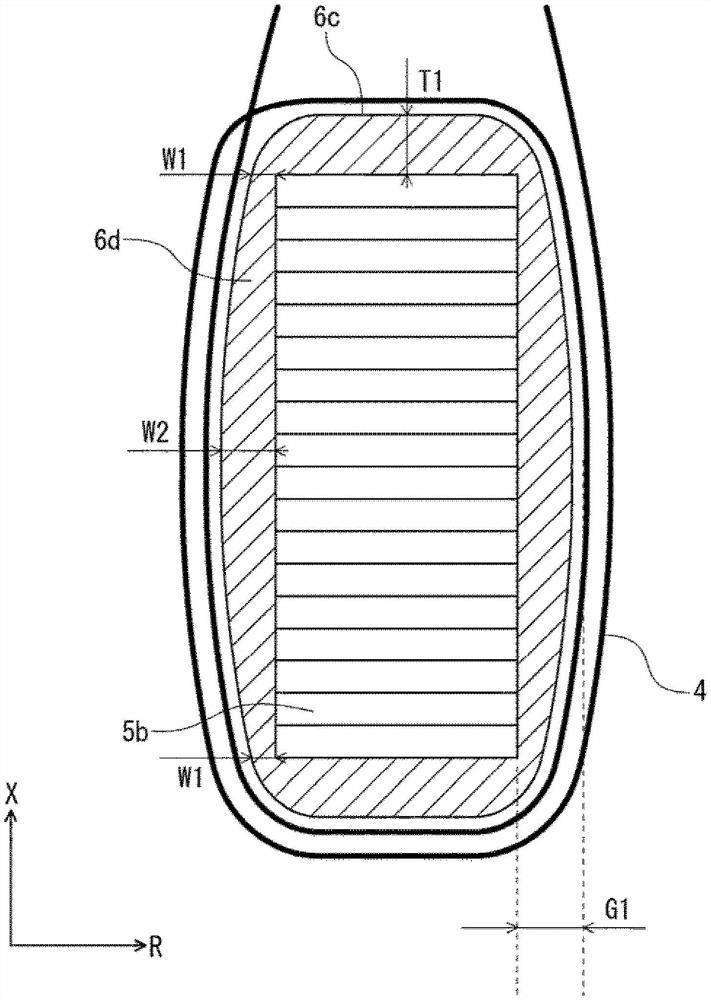
图7是表示在实施方式1中在绝缘分割铁心卷装有线圈的状态的剖视图。
图8是表示在比较技术1中的绝缘分割铁心之上卷装有线圈的状态的剖视图。
图9是表示实施方式1中的定子的制造方法的工序的流程图。
图10A是表示在实施方式1中使用成形模具将树脂绝缘部注塑成形于层叠铁心的情况下的步骤的说明图。
图10B是表示在实施方式1中使用成形模具将树脂绝缘部注塑成形于层叠铁心的情况下的步骤的说明图。
图10C是表示在实施方式1中使用成形模具将树脂绝缘部注塑成形于层叠铁心的情况下的步骤的说明图。
图10D是表示在实施方式1中使用成形模具将树脂绝缘部注塑成形于层叠铁心的情况下的步骤的说明图。
图10E是表示在实施方式1中使用成形模具将树脂绝缘部注塑成形于层叠铁心的情况下的步骤的说明图。
图10F是表示在实施方式1中使用成形模具将树脂绝缘部注塑成形于层叠铁心的情况下的步骤的说明图。
图11是在实施方式1中使用成形模具将绝缘用树脂注入层叠铁心的情况下的局部放大剖视图。
图12是表示在实施方式1中使用成形模具将绝缘用树脂注入层叠铁心的情况下的绝缘用树脂的流动状态的说明图。
图13是在使用成形模具注入绝缘用树脂的情况下的产生于绝缘用树脂的流动阻力的说明图。
图14是在比较技术2中使用成形模具将绝缘用树脂注入层叠铁心的情况下的局部放大剖视图。
图15是在实施方式1中一并表示在形成于层叠铁心的树脂绝缘部的鼓出部的变形例卷装有线圈的状态的剖视图。
图16是在实施方式1中一并表示在形成于层叠铁心的树脂绝缘部的鼓出部的另一变形例卷装有线圈的状态的剖视图。
图17是作为实施方式2的旋转电机的绝缘结构体应用于转子的情况下的立体图。
图18是表示构成图17的转子的绝缘铁心和轴的分解立体图。
图19是图17的转子的俯视图。
图20是沿B-B线剖切图19的转子的情况下的立体图。
图21是表示构成图17的定子的绝缘铁心的层叠铁心的立体图。
图22是表示在实施方式2中在绝缘铁心之上卷装有线圈的状态的剖视图。
图23是表示在比较技术3中在绝缘铁心之上卷装有线圈的状态的剖视图。
图24是表示实施方式2中的转子的制造方法的工序的流程图。
图25A是表示在实施方式2中使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图。
图25B是表示在实施方式2中使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图。
图25C是表示在实施方式2中使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图。
图25D是表示在实施方式2中使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图。
图25E是表示在实施方式2中使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图。
图25F是表示在实施方式2中使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图。
图26是在实施方式2中使用成形模具将绝缘用树脂注入层叠铁心的情况下的局部放大剖视图。
图27是表示在实施方式2中使用成形模具将绝缘用树脂注入层叠铁心的情况下的绝缘用树脂的流动状态的说明图。
图28是在比较技术4中使用成形模具将绝缘用树脂注入层叠铁心的情况下的局部放大剖视图。
图29是在实施方式2中一并表示在形成于层叠铁心的树脂绝缘部的鼓出部的变形例卷装有线圈的状态的剖视图。
图30是在实施方式2中一并表示在形成于层叠铁心的树脂绝缘部的鼓出部的另一变形例卷装有线圈的状态的剖视图。
图31是表示实施方式2中的一体成形有树脂绝缘部的层叠铁心的变形例的剖视图。
图32是表示实施方式2中的一体成形有树脂绝缘部的层叠铁心的另一变形例的剖视图。
图33是表示实施方式2中的一体成形有树脂绝缘部的层叠铁心的又一变形例的剖视图。
图34是表示在作为实施方式3的旋转电机的绝缘结构体应用于定子的情况下的半周量即6个齿量的立体图。
图35是表示构成图34的定子的一个分割定子的立体图。
图36是表示构成图35的分割定子的绝缘分割铁心的立体图。
图37是自径向观察图36的绝缘分割铁心的主视图。
图38是沿C-C线剖切图37的绝缘分割铁心的情况下的立体图。
图39是表示构成图36的绝缘分割铁心的层叠铁心的立体图。
图40是表示在实施方式3中在绝缘分割铁心之上卷装有线圈的状态的剖视图。
图41是表示在比较技术5中在绝缘分割铁心之上卷装有线圈的状态的剖视图。
图42是表示实施方式3中的转子的制造方法的工序的流程图。
图43A是表示在实施方式3中旋转电机的绝缘结构体的组装的步骤的说明图。
图43B是表示在实施方式3中旋转电机的绝缘结构体的组装的步骤的说明图。
图43C是表示在实施方式3中旋转电机的绝缘结构体的组装的步骤的说明图。
图44A是表示在实施方式3中使用成形模具进行树脂绝缘部的注塑成形的情况下的步骤的说明图。
图44B是表示在实施方式3中使用成形模具进行树脂绝缘部的注塑成形的情况下的步骤的说明图。
图44C是表示在实施方式3中使用成形模具进行树脂绝缘部的注塑成形的情况下的步骤的说明图。
图44D是表示在实施方式3中使用成形模具进行树脂绝缘部的注塑成形的情况下的步骤的说明图。
图44E是表示在实施方式3中使用成形模具进行树脂绝缘部的注塑成形的情况下的步骤的说明图。
图45是在实施方式3中使用成形模具进行树脂绝缘部的注塑成形的情况下的局部放大剖视图。
图46是表示在实施方式3中使用成形模具注入绝缘用树脂的情况下的绝缘用树脂的流动状态的说明图。
图47是表示在比较技术6中绝缘分割铁心的结构的剖视图。
图48是一并表示在实施方式3中在组装于层叠铁心的树脂绝缘部的鼓出部的变形例卷装有线圈的剖视图。
图49是一并表示在实施方式3中在组装于层叠铁心的树脂绝缘部的鼓出部的另一变形例卷装有线圈的状态的剖视图。
具体实施方式
实施方式1.
图1是表示在作为本申请的实施方式1的旋转电机的绝缘结构体应用于定子的情况下的半周量即6个齿量的立体图,图2是表示构成图1的定子的一个分割定子的立体图,图3是表示构成图2的分割定子的绝缘分割铁心的立体图。另外,图4是从周向观察图3的绝缘分割铁心的主视图,图5是沿A-A线剖切图4的绝缘分割铁心的情况下的立体图。另外,图6是表示构成图3的绝缘分割铁心的层叠铁心的立体图,图7是表示在实施方式1中在绝缘分割铁心卷装有线圈的状态的剖视图。另外,这里用附图标记X表示定子或分割定子的轴向,用附图标记D表示径向,用附图标记R表示周向。
沿旋转电机的周向R呈圆环状连结配置12个齿量的分割定子2而构成本实施方式1的定子1。该情况下的各个分割定子2由绝缘分割铁心3和线圈4构成。线圈4是将例如铜电线、铝电线等导体以期望的圈数卷绕于绝缘分割铁心3而形成的。另外,这里将齿的数量设为12个,但本发明不限定于此,能够根据旋转电机的性能和构造任意地进行设计。
绝缘分割铁心3如图3~图5所示,由层叠铁心5和树脂绝缘部6构成。
这里,如图6所示,将由厚度尺寸为0.1mm~3.0mm左右的电磁钢板或硅钢板构成的规定片数的钢板根据期望的轴长尺寸L0进行层叠而构成层叠铁心5。并且,层叠铁心5具有:沿周向R俯视呈扇状地扩展的背轭部5a;自该背轭部5a向定子1的中心方向突出的齿部5b;以及自齿部5b沿周向R延伸的突出部5c。
另外,使用例如PPS(Poly Phenylene Sulfide,聚苯硫醚)、LCP(Liquid CrystalPolymer,液晶聚合物)、PBT(Polybutylene terephthalate,聚对苯二甲酸丁二醇酯)、POM(Polyoxymethylene,聚甲醛)、PET(Polyethylene terephthalate,聚对苯二甲酸乙二醇酯)、PA(Polyamide,聚酰胺)、SPS(Syndiotactic Polystyrene,间规聚苯乙烯)等热塑性树脂或环氧树脂或BMC(Bulk Molding Compound,块状模塑料)、SMC(Sheet MoldingCompound,片状模塑料)等热固化树脂进行注塑成形,从而与层叠铁心5一体成形树脂绝缘部6。
即,树脂绝缘部6以分别覆盖层叠铁心5的齿部5b、背轭部5a的轴向X的两端面以及突出部5c的轴向X的两端面的状态形成。具体而言,分别覆盖背轭部5a以及突出部5c的轴向X的两端面的树脂绝缘部,形成为自层叠铁心5的轴向的端面分别以规定长度L1量突出的凸缘部6a、6b。各凸缘部6a、6b设定为比线圈4的卷装位置进一步沿轴向X突出从而可靠地保持线圈4的绝缘状态。
另外,将卷装线圈4的齿部5b的表面覆盖的树脂绝缘部,由端面卷装部6c和侧面卷装部6d构成,上述端面卷装部6c覆盖齿部5b的轴向X的两端面地分别形成,上述侧面卷装部6d将齿部5b的在周向R上面对并沿轴向X延伸的侧面部分覆盖地形成。关于侧面卷装部6d,为了避免卷装于该侧面卷装部6d所覆盖的齿部的线圈与沿周向R相邻的其他齿部的线圈的干扰并且提高卷装于该侧面卷装部6d所覆盖的齿部的线圈的线圈占空比,最好厚度较薄且沿轴向X较长地形成该侧面卷装部6d。并且,端面卷装部6c构成为不妨碍形成线圈4的导体的最小弯曲半径,端面卷装部6c的厚度如图7所示,形成为使(端面卷装部6c的最大厚度T1)>(侧面卷装部6d的最大厚度W2)。树脂绝缘部6在形成于层叠铁心5的轴向X的端面的部位具备树脂注入口痕迹。
这样,通过覆盖层叠铁心5的至少卷绕线圈4的齿部5b的表面部地形成树脂绝缘部6(即,端面卷装部6c和侧面卷装部6d),能使绝缘分割铁心3与线圈4电绝缘而发挥旋转电机的所需的特性。
此外,在本实施方式1的情况下(参照图7),端面卷装部6c的厚度T1在整面是均匀的,但侧面卷装部6d的厚度以在中央侧朝向周向R的厚度W2成为比沿着轴向X的两端面的厚度W1厚的壁厚的方式形成为鼓出部。由此,上述的厚度T1成为端面卷装部6c的最大厚度T1,厚度W2成为侧面卷装部6d的最大厚度W2。即,该情况下的作为侧面卷装部的鼓出部6d以将轴向X的中央作为顶点使厚度朝向两端面逐渐减小的方式将截面形成为半纺锤状。而且,在该情况下,鼓出部6d如图7所示,形成为在比卷绕鼓起间隙G1小的范围内朝向周向R鼓出,该卷绕鼓起间隙G1以在鼓出部6d之上卷装有线圈4的情况下齿部5b的在周向R上面对的表面为基准而产生于齿部5b与线圈4之间。
在相对于将层叠铁心5的齿部5b的表面部覆盖的端面卷装部6c和侧面卷装部6d卷绕作为弹性体的铜电线、铝电线等导体而形成线圈4的情况下,因导体的弹性而无法直线性地卷绕,在端面卷装部6c和侧面卷装部6d处呈圆弧状鼓起地配置线圈4。因此,如图7所示,特别是以齿部5b的在周向R上面对的表面为基准与线圈4之间产生卷绕鼓起间隙G1,但在本实施方式1中,如上所述,作为侧面卷装部的鼓出部6d形成为在比卷绕鼓起间隙G1小的范围内朝向周向R鼓出,因此能使鼓出部6d的周向R的厚度尽量大而确保绝缘性,并且不必减少所卷装的线圈4的卷绕圈数。即,即使形成有鼓出部6d,也不会使线圈4的线圈占空比下降。因此,能在不使旋转电机的性能无益地下降的前提下提高绝缘功能,从而能够获得效率佳的旋转电机。
相比之下,在图8所示的比较技术1的情况下,将层叠铁心5的齿部5b的表面部覆盖的树脂绝缘部6的特别是侧面卷装部606d没有形成为朝向周向R鼓起,而是沿着轴向X的厚度形成为均匀的平坦部。
这样,在图8所示的比较技术1的情况下,侧面卷装部606d的周向R的厚度沿轴向X薄且均匀,因此将线圈4与层叠铁心5电绝缘的功能下降。作为其对策,在将侧面卷装部606d的厚度均匀地设定为较大时,虽然绝缘功能的下降得到防止,但所卷装的线圈4的卷绕圈数会减少,旋转电机的性能下降。在本申请的情况下,不会发生这样的由比较技术1引起的不良状况。
接下来,说明图1所示的旋转电机的定子1的制造工序。
图9是表示本申请的实施方式1中的定子的制造方法的工序的流程图,图10A~图10F是表示使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图,图11是使用成形模具将绝缘用树脂注入层叠铁心的情况下的局部放大剖视图,图12是表示使用成形模具将绝缘用树脂注入层叠铁心的情况下的绝缘用树脂的流动状态的说明图。
如图9的流程图所示,首先对钢板进行冲压成形并层叠,从而形成多个图10A(图6)所示的层叠铁心5。然后,将图10A所示的层叠铁心5定位到成形模具7内并进行固定(图10B以及图10C)。然后,在成形模具7内注塑成形绝缘用树脂,形成在层叠铁心5一体形成有树脂绝缘部6的图3所示的绝缘分割铁心3(图10D)。在注塑成形结束后,使绝缘分割铁心3与成形模具7分离(图10E),去除不需要的树脂部分(图10F)。此时,树脂注入口痕迹残留。接着,将导体卷绕于该绝缘分割铁心3而形成线圈4,构成图2所示的分割定子2。并且,将规定数量的分割定子2沿周向R呈圆环状连结配置,从而构成定子1。
这里,进一步详细地说明按照每个层叠铁心5进行树脂绝缘部6的注塑成形的情况下的方法。
如图10B以及图10C所示,首先将图10A(图6)所示的层叠铁心5放入到成形模具7内并进行定位固定。成形模具7具有将层叠铁心5的背轭部5a、齿部5b以及突出部5c密闭的模具内壁7a和设置于轴向X的上下各个平坦的端面的树脂注入口7b。
特别是,在本实施方式1中应用的成形模具7如图10B~图10E和图11所示具有:以提高线圈占空比为目的而用于在轴向X的侧面形成侧面卷装部6d的空腔;以及为了确保用于形成线圈4的导体的最小弯曲半径而用于在轴向的端面形成端面卷装部6c的空腔。预先形成有凹部7d,该凹部7d用于形成沿层叠铁心5的轴向X在中央侧朝向周向成为比两端面厚的壁厚的鼓出部6d。另外,如图12所示,树脂注入口7b任意地设置于例如形成树脂绝缘部6的凸缘部6b或端面卷装部6c的位置等,自树脂注入口7b注入绝缘用树脂。
图12中的箭头表示作为一例在自上下的各树脂注入口7b注入绝缘用树脂的情况下的流动的方向。所注入的绝缘用树脂在作为模具内壁7a与层叠铁心5之间的空间的空腔内流动,在被填充后固化,从而形成将层叠铁心5覆盖地一体化的树脂绝缘部6。由此,在图12的情况下,由于自各树脂注入口7b注入绝缘用树脂,所以沿层叠铁心5的轴向X在空腔内流动,轴向X上的中央部分成为树脂流动末端部E1。
在绝缘用树脂在层叠铁心5与模具内壁7a之间的空腔内流动的过程中,接受由流动阻力产生的压力损耗。这里,如图13所示,在将空腔内的流路深度设为M,将流路宽度设为N,将流路长度设为L,将比例乘数设为K,将流量设为Q,将注入绝缘用树脂的起始端的压力设为Pin,将终止端的压力设为Pout时,压力损耗ΔP(=Pin-Pout)用以下的(算式1)来表示。
ΔP=(12×K×L×Q)/(N×M
根据上述(算式1)可知,绝缘用树脂的流路截面处的空腔的流路深度M越小,流动阻力越大,压力损耗ΔP越大。也就是说,当绝缘用树脂在空腔内流动时,若空腔内的流路深度M较小,则从图12所示的树脂注入口7b到树脂流动末端部E1的压力损耗ΔP增大,压力在树脂流动末端部E1容易变得不足。并且,当压力在树脂流动末端部E1不足时,绝缘用树脂的流动停止,发生绝缘用树脂的填充不良和绝缘功能的下降。这是指,从在层叠铁心5形成有树脂绝缘部6后的结果来看,树脂绝缘部6的厚度(相当于流路深度M)越薄,越容易发生绝缘用树脂的填充不良和绝缘功能的下降。
在本实施方式1的情况下,如图10A~图10F和图11(参照图7)所示,在成形模具7预先形成有鼓出部形成用的凹部7d,该鼓出部是树脂绝缘部6的绝缘用树脂的树脂流动末端部E1,沿轴向X在中央侧(相当于树脂绝缘部6形成后的图7的侧面卷装部6d的厚度W2的部位)朝向周向R成为比两端面(相当于树脂绝缘部6形成后的图7的侧面卷装部6d的厚度W1的部位)厚的壁厚。因而,随着从树脂注入口7b到树脂流动末端部E1,空腔的流路深度M逐渐增大,因此抑制压力损耗ΔP的下降。结果,防止树脂流动末端部E1处的填充不良,能够提高绝缘功能。
并且,即使在如沿着轴向X的两端面那样壁厚的厚度W1较薄的侧面卷装部6d的近旁配置树脂注入口7b,根据上述所示的压力损耗的(算式1),绝缘用树脂也易于流动到端面卷装部6c、背轭部5a上的凸缘部6a和突出部5c上的凸缘部6b,侧面卷装部6d成为绝缘用树脂的树脂流动末端部E1。
相比之下,在图14所示的比较技术2的情况下,没有形成如本申请的实施方式1那样的朝向周向成为壁厚的鼓出部形成用的凹部7d,而是形成有使空腔内的流路深度M沿轴向X薄且均匀的模具内壁607a,因此随着自树脂注入口7b到树脂流动末端部,压力损耗ΔP增加,绝缘用树脂的流动停止,容易发生树脂的填充不良和绝缘功能的下降。
如以上那样,在本实施方式1中,在与层叠铁心5一体化的树脂绝缘部6形成有鼓出部6d,该鼓出部6d沿层叠铁心5的轴向X在中央侧朝向周向R的厚度W2成为比两端面的厚度W1厚的壁厚,因此能够减少在使用成形模具7进行绝缘用树脂的注塑成形时起因于流动阻力增加的压力损耗ΔP,从而能够提高绝缘用树脂的填充性和绝缘性能。
而且,虽然所卷装的线圈4的中央因弹性变形而发生卷绕鼓起,但由于树脂绝缘部6的鼓出部6d形成为在中央侧朝向周向R的厚度W2成为比鼓出部6d的两端面的厚度W1厚的壁厚,所以线圈4与鼓出部6d之间的间隙减小,不减少所卷装的线圈4的卷绕圈数就可抑制线圈4的占空比下降。因此,能在不使旋转电机的性能下降的前提下提高绝缘功能,能够提供小型且高效且具有充分的绝缘性能的旋转电机的绝缘结构体。
另外,不必选定流动性佳的昂贵的绝缘用树脂,另外也不必为了提高绝缘用树脂的流动性而进行成形模具7的局部加热,因此能够通过抑制材料费以及设备费来提供便宜的旋转电机。
另外,如图10A~图10F和图11所示,当在成形模具7的轴向X的两端分别设置树脂注入口7b时,树脂流动末端部E1出现在侧面卷装部6d的沿着轴向X的中央部分,但根据树脂绝缘部6的形状的不同,绝缘用树脂的流动方式和树脂流动末端部E1的位置会变化。
那么,树脂绝缘部6的鼓出部6d不限定于以沿轴向X自鼓出部6d的两端面的厚度W1逐渐沿周向R而在中央侧成为厚度W2的壁厚的方式形成为半纺锤状,例如通过改变成形模具7的凹部7d的形状,以形成如图15所示截面形成为梯形的鼓出部6d,或形成如图16所示截面形成为突起状的鼓出部6d,从而能在局部抑制在使用成形模具7进行绝缘用树脂的注塑成形时的流动阻力的增加而实现绝缘功能的改善,上述截面形成为梯形的鼓出部6d沿轴向X在中央侧朝向周向R具有比该鼓出部6d的两端面的厚度W1厚的厚度W2,上述截面形成为突起状的鼓出部6d沿轴向X在中央侧朝向周向R具有比该鼓出部6d的两端面的厚度W1厚的厚度W2。
另外,在只在例如轴向X的单侧1处设置有成形模具7的树脂注入口7b的情况下,树脂流动末端部E1可能偏离侧面卷装部(鼓出部)6d的轴向X的中央位置。在该情况下,通过适当地偏离轴向X的中央位置地形成图15所示的截面为梯形的鼓出部6d或图16所示的截面形成为突起状的鼓出部6d的位置,也能获得同样的绝缘功能的提高效果。
另外,本实施方式1的旋转电机的绝缘结构体能够应用于伺服电动机用、燃料喷射阀开闭正时控制单元、空调用风扇电动机、车载用燃料泵单元和卷扬机用等的各种旋转电机的定子。
采用上述那样构成的实施方式1的旋转电机的绝缘结构体,该绝缘结构体具备将多片钢板层叠而成的层叠铁心,并且在上述层叠铁心至少将卷装线圈的部位的表面部覆盖地一体形成树脂绝缘部,
上述树脂绝缘部具备鼓出部,上述鼓出部沿上述层叠铁心的轴向在中央侧朝向周向形成为比两端面厚的壁厚,
另外,采用旋转电机的绝缘结构体的制造方法,
该绝缘结构体具备将钢板层叠而成的层叠铁心,并且在上述层叠铁心至少将卷装线圈的部位的表面部覆盖地一体形成树脂绝缘部,
应用上述树脂绝缘部的注塑成形用的成形模具,在该成形模具的模具内壁预先形成沿上述层叠铁心的轴向在中央侧朝向周向成为比两端面厚的壁厚的鼓出部形成用的凹部,在将上述层叠铁心配置于上述成形模具的内部后,自上述成形模具的树脂注入口注入绝缘用树脂而成形上述树脂绝缘部,
因此,虽然所卷绕的线圈的轴向的中央部分因弹性变形而卷绕鼓起,但由于鼓出部形成为在中央侧朝向周向成为比其轴向的两端面厚的壁厚,所以能在不使线圈的线圈占空比下降的前提下提高绝缘性能,能够获得相同的性能且小型的旋转电机的绝缘结构体乃至旋转电机。另外,通过减少线圈与树脂绝缘部之间的空气层,提高将由线圈产生的发热传递到层叠铁心的效率,因此相对于以往构造,能在不导致多余的成本上升或性能下降的前提下获得相同的尺寸且高效且削减了散热零件的旋转电机的绝缘结构体乃至旋转电机。
此外,在成形模具的模具内壁预先形成沿层叠铁心的轴向在中央侧朝向周向成为比两端面厚的壁厚的鼓出部形成用的凹部,在将层叠铁心配置于成形模具的内部后,自成形模具的树脂注入口注入绝缘用树脂,
因此能够降低起因于填充绝缘用树脂时的流动阻力的增加的压力损耗。因此,绝缘用树脂的填充性提高,所以不必选定流动性佳的昂贵的绝缘用树脂,另外也不必为了提高绝缘用树脂的流动性而进行成形模具的局部加热,因此能够抑制材料费以及设备费,从而能够提供便宜的旋转电机的绝缘结构体乃至旋转电机。
另外,上述树脂绝缘部的形成于上述层叠铁心的轴向的端面的部位的最大厚度比沿上述层叠铁心的轴向形成的部位的最大厚度厚,并且上述树脂绝缘部在形成于上述层叠铁心的轴向的端面的部位具备树脂注入口痕迹,
因此能够进一步提高绝缘用树脂的填充性。
另外,形成于上述层叠铁心的轴向的端面的部位的厚度均匀地形成上述树脂绝缘部,
因此能在层叠铁心的轴向的两端确保树脂绝缘部与线圈的绝缘性。
另外,在比上述层叠铁心与上述线圈之间的卷绕鼓起间隙小的范围内施加上述鼓出部,因此,鼓出部能在可靠地不使线圈的线圈占空比下降的前提下可靠地提高绝缘性能,从而能够可靠地获得相同的性能且小型的旋转电机。另外,通过可靠地减少线圈与树脂绝缘部之间的空气层,将由线圈产生的发热传递到层叠铁心的效率可靠地提高,因此相对于以往构造,能在不导致多余的成本上升或性能下降的前提下可靠地获得相同的尺寸且高效且削减了散热零件的旋转电机的绝缘结构体乃至旋转电机。
另外,在上述层叠铁心的在周向上面对的齿侧面部所对应的部位形成有上述鼓出部,因此能够简便地形成鼓出部。
另外,上述鼓出部的以上述轴向的中央为顶点朝向上述两端面去而厚度逐渐减小的截面形成为半纺锤状,
因此能够进一步提高绝缘用树脂的填充性。
另外,上述鼓出部的截面形成为梯形,
因此能够简便地形成鼓出部。
另外,上述鼓出部的截面形成为突起状,
因此能够简便地形成鼓出部。
实施方式2.
图17是作为本申请的实施方式2的旋转电机的绝缘结构体应用于转子的情况下的立体图,图18是表示构成转子的绝缘铁心和轴的分解立体图,图19是图17的转子的俯视图,图20是沿B-B线剖切图19的转子的情况下的立体图。另外,图21是构成图17的定子的绝缘铁心的层叠铁心的立体图,图22是表示在实施方式2中在绝缘铁心之上卷装有线圈的状态的剖视图。另外,这里用附图标记X表示转子以及绝缘铁心的轴向,用附图标记D表示径向,用附图标记R表示周向。
本实施方式2的转子11由成为旋转电机的旋转轴的轴12、绝缘铁心13以及卷绕于绝缘铁心13的未图示的线圈构成。另外,这里表示了绝缘铁心13的齿的数量具有4个的情况,但本发明不限定于此,能够根据旋转电机的性能和构造而任意地设计齿的数量。另外,能通过以期望的圈数卷绕作为导体的铜电线、铝电线等而根据旋转电机的性能和构造而任意地设计所卷装的未图示的线圈。
绝缘铁心13由层叠铁心15和树脂绝缘部16构成。
这里,如图21所示,将由厚度尺寸为0.1mm~3.0mm左右的电磁钢板或硅钢板构成的规定片数的钢板根据期望的轴长尺寸进行层叠而构成层叠铁心15,层叠铁心15具有:形成有轴12的插入孔15a的圆筒状的铁心中央部15b;自该铁心中央部15b向径向D的外周侧突出的齿部15c;以及自齿部15c沿周向R延伸的俯视为扇型的铁心外周部15d。
另外,使用例如PPS、LCP、PBT、POM、PA、PET和SPS等热塑性树脂、环氧树脂和BMC等热固化树脂进行注塑成形,从而与层叠铁心15一体成形树脂绝缘部16。
这里,树脂绝缘部16形成为覆盖层叠铁心15的所有面。即,形成为将层叠铁心15的铁心中央部15b、齿部15c以及铁心外周部15d的所有面全都覆盖。
特别是,将层叠铁心15的卷绕线圈的齿部15c的表面覆盖的树脂绝缘部16,由端面卷装部16c和侧面卷装部16d构成,上述端面卷装部16c将齿部15c的轴向X的两端面覆盖地分别形成,上述侧面卷装部16d将齿部15c的在周向R上面对并沿轴向X延伸的侧面部分覆盖地形成。关于侧面卷装部16d,为了避免卷装于该侧面卷装部16d所覆盖的齿部的线圈与沿周向R相邻的其他齿部的线圈的干扰并且提高卷装于该侧面卷装部16d所覆盖的齿部的线圈的线圈占空比,最好厚度较薄且沿轴向X较长地形成该侧面卷装部16d。并且,端面卷装部16c构成为不妨碍形成线圈14的导体的最小弯曲半径,端面卷装部16c的厚度如图22所示,形成为使(端面卷装部16c的最大厚度T11)>(侧面卷装部16d的最大厚度W12)。树脂绝缘部16在形成于层叠铁心15的轴向X的端面的部位具备树脂注入口痕迹。
这样,通过覆盖层叠铁心15的至少卷绕线圈的齿部15c的表面部地形成树脂绝缘部16(即,端面卷装部16c和侧面卷装部16d),能使绝缘铁心13与线圈电绝缘而发挥旋转电机的所需的特性。
此外,在本实施方式2的情况下(参照图22),端面卷装部16c的厚度T11在整面是均匀的,但侧面卷装部16d的厚度以沿轴向X在中央侧朝向周向R的厚度W12成为比两端面的厚度W11厚的壁厚的方式形成为鼓出部。由此,上述的厚度T11成为端面卷装部16c的最大厚度T11,厚度W12成为侧面卷装部16d的最大厚度W12。即,该情况下的作为侧面卷装部的鼓出部16d以将轴向X的中央为顶点使厚度朝向两端面逐渐减小的方式将截面形成为半纺锤状。而且,在该情况下,鼓出部16d如图22所示,形成为在比卷绕鼓起间隙G2小的范围内朝向周向R鼓出,该卷绕鼓起间隙G2以在鼓出部16d之上卷装有线圈14的情况下齿部15c的在周向R上面对的表面为基准而产生于齿部15c与线圈14之间。
在相对于将层叠铁心15的齿部15c的表面部覆盖的端面卷装部16c与侧面卷装部16d卷绕导体而设为线圈14的情况下,因导体的弹性而无法直线性地卷绕,在端面卷装部16c和侧面卷装部16d处呈圆弧状鼓起地配置线圈14。因此,如图22所示,特别是以齿部15c的在周向R上面对的表面为基准与线圈14之间产生卷绕鼓起间隙G2,但在本实施方式2中,如上所述,作为侧面卷装部的鼓出部16d形成为在比线圈14的卷绕鼓起间隙G2小的范围内朝向周向R鼓出,因此与实施方式1的情况同样,能使鼓出部16d的周向R的厚度尽量大而确保绝缘性,并且不必减少所卷装的线圈14的卷绕圈数。即,即使形成有鼓出部16d,也不会使线圈14的线圈占空比下降。因此,能在不使旋转电机的性能无益地下降的前提下提高绝缘功能,从而能够获得效率佳的旋转电机。
相比之下,在图23所示的比较技术3的情况下,将层叠铁心15的齿部15c的表面部覆盖的树脂绝缘部6的特别是侧面卷装部616d没有形成为朝向周向R鼓出,而是沿着轴向的厚度形成为均匀的平坦部。
这样,在图23所示的比较技术3的情况下,侧面卷装部616d的周向R的厚度沿轴向X薄且均匀,因此将线圈14与层叠铁心15电绝缘的功能下降。作为其对策,在将侧面卷装部616d的厚度均匀地设定为较大时,虽然绝缘功能的下降得到防止,但所卷装的线圈14的卷绕圈数会减少,从而旋转电机的性能下降。在本实施方式的情况下,不会发生这样的由比较技术3引起的不良状况。
接下来,说明图17~图20所示的旋转电机的转子的制造工序。
图24是表示本申请的实施方式2中的转子的制造方法的工序的流程图,图25A~图25F是表示使用成形模具按照每个层叠铁心注塑成形树脂绝缘部的情况下的步骤的说明图,图26是使用成形模具将绝缘用树脂注入层叠铁心的情况下的局部放大剖视图,图27是表示使用成形模具将绝缘用树脂注入层叠铁心的情况下的绝缘用树脂的流动状态的说明图。
如图24的流程图所示,首先对钢板进行冲压成形并进行层叠,从而形成图25A(图21)所示的层叠铁心15。并且,将图25A所示的层叠铁心15定位到成形模具17内并进行固定(图25B以及图25C)。然后,在成形模具7内注塑成形绝缘用树脂,形成在层叠铁心15一体形成有树脂绝缘部16的图17~图20所示的绝缘铁心13(图25D)。在注塑成形结束后,使绝缘铁心13与成形模具17分离(图25E),去除不需要的树脂部分(图25F)。此时,树脂注入口痕迹残留。接着,将轴12插入绝缘铁心13,将导体卷绕于该绝缘铁心13而形成线圈14,从而构成转子。另外,此时,有在将轴12插入了层叠铁心15后注射绝缘用树脂而一体成形树脂绝缘部16的方法、和在将绝缘用树脂注射到层叠铁心15而一体成形了树脂绝缘部16后将轴12插入的方法,可以用任一方法。
这里,进一步详细地说明相对于层叠铁心15进行树脂绝缘部16的注塑成形的情况下的方法。
如图25B以及图25C所示,首先将图25A(图21)所示的层叠铁心15放入到成形模具17内并进行定位固定。成形模具17具有将层叠铁心15的铁心中央部15b、齿部15c以及铁心外周部15d密闭的模具内壁17a和设置于轴向X的上下各个平坦的端面的树脂注入口17b。
特别是,该情况下的成形模具17如图25B~图25E和图26所示具有:以提高线圈占空比为目的而用于在轴向X的侧面形成侧面卷装部16d的空腔;以及为了确保用于形成线圈14的导体的最小弯曲半径而用于在轴向的端面形成端面卷装部16c的空腔。预先形成有凹部17d,该凹部17d用于形成沿层叠铁心15的轴向X在中央侧朝向周向成为比两端面厚的壁厚的鼓出部16d。另外,如图27所示,树脂注入口17b任意地设置于例如层叠铁心15的铁心中央部15b或铁心外周部15d的轴向X的两端面的位置,自树脂注入口17b注入绝缘用树脂。
图27中的箭头表示作为一例在自上下的各树脂注入口17b注入绝缘用树脂的情况下的流动的方向。所注入的绝缘用树脂在作为模具内壁17a与层叠铁心15之间的空间的空腔内流动,在被填充后固化,从而形成将层叠铁心15覆盖而一体化的树脂绝缘部16。由此,在图27的情况下,由于自各树脂注入口17b注入绝缘用树脂,所以沿层叠铁心15的轴向X在空腔内流动的、轴向X上的中央部分成为树脂流动末端部E2。
在绝缘用树脂在层叠铁心15与模具内壁17a之间的空腔内流动的过程中,接受由流动阻力产生的压力损耗。压力损耗ΔP的大小用上述的(算式1)表示,相当于绝缘用树脂的流路截面上的流路深度的壁厚尺寸M越小,阻力越大,在树脂流动末端部,压力容易不足。
但是,在本实施方式2的情况下,与实施方式1的情况同样,如图25B~图25E和图26(参照图22)所示,在成形模具17预先形成有鼓出部形成用的凹部17d,该鼓出部是树脂绝缘部16的绝缘用树脂的树脂流动末端部E2,沿轴向X在中央侧(相当于树脂绝缘部16形成后的图22的侧面卷装部16d的厚度W12的部位)朝向周向成为比两端面(相当于树脂绝缘部16形成后的图22的侧面卷装部16d的厚度W11的部位)厚的壁厚,因此随着从树脂注入口17b到树脂流动末端部E2,空腔的流路深度M逐渐增大,因此抑制压力损耗ΔP的下降。结果,能够防止树脂流动末端部E2处的填充不良,提高绝缘功能。
并且,即使在如沿着轴向X的两端面那样壁厚的厚度W11较薄的侧面卷装部6d的近旁配置树脂注入口17b,根据上述所示的压力损耗的(算式1),树脂也易于流动到端面卷装部16c(包含铁心中央部15b以及铁心外周部15d之上),侧面卷装部16d成为绝缘用树脂的树脂流动末端部E2。
相比之下,在图28所示的比较技术4的情况下,没有形成如本申请的实施方式2那样的朝向周向成为壁厚的鼓出部形成用的凹部17d,而是形成使空腔内的流路深度M沿轴向X薄且均匀的模具内壁617a,因此随着自树脂注入口17b到树脂流动末端部,压力损耗ΔP增加,绝缘用树脂的流动停止,容易发生树脂的填充不良和绝缘功能的下降。
如以上那样,在本实施方式2中,在与层叠铁心15一体化的树脂绝缘部16形成有鼓出部16d,该鼓出部16d沿层叠铁心15的轴向在中央侧朝向周向R的厚度W12成为比两端面的厚度W11厚的壁厚,因此能够减少在使用成形模具17进行绝缘用树脂的注塑成形时起因于流动阻力增加的压力损耗ΔP,从而能够提高绝缘用树脂的填充性和绝缘性能。
而且,虽然所卷装的线圈14的中央因弹性变形而发生卷绕鼓起,但由于树脂绝缘部16的鼓出部16d形成为在中央侧朝向周向R的厚度W12成为比其两端面的厚度W11厚的壁厚,所以线圈14与鼓出部16d之间的间隙减小,不减少所卷装的线圈14的卷绕圈数就可抑制线圈14的占空比下降。因此,能在不使旋转电机的性能下降的前提下提高绝缘功能,能够提供小型且高效且具有充分的绝缘性能的旋转电机的绝缘结构体。
另外,不必选定流动性佳的昂贵的绝缘用树脂,另外也不必为了提高绝缘用树脂的流动性而进行成形模具7的局部加热,因此能够通过抑制材料费以及设备费来提供便宜的旋转电机。
另外,如图25B~图25E和图26所示,当在成形模具17的轴向X的两端分别设置树脂注入口17b时,树脂流动末端部E2出现在侧面卷装部16d的沿着轴向X的中央部分,但根据树脂绝缘部16的形状的不同,绝缘用树脂的流动方式和树脂流动末端部E2的位置会变化。
那么,树脂绝缘部16的鼓出部16d不限定于以沿轴向X自鼓出部16d的两端面的厚度W11逐渐沿周向R而在中央侧成为厚度W12的壁厚的方式形成为半纺锤状,例如通过改变成形模具17的凹部17d的形状,以形成如图29所示截面形成为梯形的鼓出部16d,或形成如图30所示截面形成为突起状的鼓出部16d,从而能在局部抑制在使用成形模具17进行绝缘用树脂的注塑成形时的流动阻力的增加而实现绝缘功能的改善,上述截面形成为梯形的鼓出部16d沿轴向X在中央侧朝向周向R具有比其两端面的厚度W11厚的厚度W12,上述截面形成为突起状的鼓出部16d沿轴向X在中央侧朝向周向R具有比其两端面的厚度W11厚的厚度W12。
另外,在只在例如轴向X的单侧1处设置有成形模具17的树脂注入口17b的情况下,树脂流动末端部E2可能偏离侧面卷装部(鼓出部)16d的轴向X的中央位置。在该情况下,通过适当地偏离轴向X的中央位置地形成图29所示的截面为梯形的鼓出部16d或图30所示的截面形成为突起状的鼓出部16d的位置,也能获得同样的绝缘功能的提高效果。
另外,本实施方式2的旋转电机的绝缘结构体能够应用于伺服电动机用、燃料喷射阀开闭正时控制单元、空调用风扇电动机、车载用燃料泵单元和卷扬机用等的各种旋转电机的定子。
另外,在上述实施方式1以及实施方式2中,示出了以在轴向X上任意的位置都相同的长度形成供线圈卷装的层叠铁心5、15的周向R的长度的例子,但本发明不会限定于此,例如如图31~图33所示,关于供线圈卷装的部位的层叠铁心5、15的周向R的长度,也考虑形成在轴向X的中央侧周向R的长度H2形成为比轴向X的两端侧的周向R的长度H1短的部位的情况。在这样地形成时,相当于一体成形时的树脂流动末端部E1、E2的部位成为在层叠铁心5、15的周向R上凹陷的位置,因此绝缘用树脂的粘度增加的树脂流动末端部E1、E2的填充性提高,能够提高树脂绝缘部的绝缘性能。
采用如上述那样构成的实施方式2的旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法,当然取得与上述实施方式1同样的效果,而且由于上述层叠铁心的卷装上述线圈的部位具有在轴向的中央侧周向的长度形成为比轴向的两端侧的周向的长度短的部位,所以能够进一步提高绝缘用树脂的填充性。
实施方式3.
图34是表示作为本申请的实施方式3的旋转电机的绝缘结构体应用于定子的情况下的半周量即6个齿量的立体图,图35是表示构成图34的定子的一个分割定子的立体图,图36是表示构成图35的分割定子的绝缘分割铁心的立体图。另外,图37是从周向观察图36的绝缘分割铁心的主视图,图38是沿C-C线剖切图37的绝缘分割铁心的情况下的立体图。另外,图39是构成图36的绝缘分割铁心的层叠铁心的立体图,图40是表示在实施方式3中在绝缘分割铁心卷装有线圈的状态的剖视图。另外,这里用附图标记X表示定子或分割定子的轴向,用附图标记D表示径向,用附图标记R表示周向。
沿旋转电机的周向R呈圆环状连结配置12个齿量的分割定子102而构成本实施方式3的定子101。该情况下的各个分割定子102由绝缘分割铁心103和线圈104构成。线圈104是将例如铜电线、铝电线等导体以期望的圈数卷绕于绝缘分割铁心103而形成的。另外,这里将齿的数量设为12个,但本发明不限定于此,能够根据旋转电机的性能和构造任意地进行设计。
绝缘分割铁心103如图36~图38所示,由层叠铁心105和树脂绝缘部106构成。
这里,如图39所示,将由厚度尺寸为0.1mm~3.0mm左右的电磁钢板或硅钢板构成的规定片数的钢板根据期望的轴长尺寸L100进行层叠而构成层叠铁心105。并且,层叠铁心5具有:沿周向R俯视呈扇状地扩展的背轭部105a;自该背轭部105a向定子101的中心方向突出的齿部105b;以及自齿部105b沿周向R延伸的突出部105c。
另外,使用例如PPS、LCP、PBT、POM、PET、PA、SPS等热塑性树脂或环氧树脂或BMC、SMC等热固化树脂进行注塑成形,从而形成树脂绝缘部106。
并且,通过相对于层叠铁心105自轴向X的上下两个方向组装该树脂绝缘部106,树脂绝缘部106形成为将层叠铁心105的齿部105b、背轭部105a的轴向X的两端面以及突出部105c的轴向X的两端面分别覆盖。具体而言,将背轭部105a以及突出部105c的轴向X的两端面分别覆盖的树脂绝缘部,形成为自层叠铁心5的轴向的端面分别以规定长度L101的量突出的凸缘部106a、106b。各凸缘部106a、106b设定为比线圈104的卷装位置进一步沿轴向X突出从而可靠地保持线圈104的绝缘状态。
另外,将卷装线圈104的齿部105b的表面覆盖的树脂绝缘部,由端面卷装部106c和侧面卷装部106d构成,上述端面卷装部106c覆盖齿部105b的轴向X的两端面地分别形成,上述侧面卷装部106d将齿部105b的在周向R上面对并沿轴向X延伸的侧面部分覆盖地形成。关于侧面卷装部106d,为了避免卷装于该侧面卷装部106d所覆盖的齿部的线圈与沿周向R相邻的其他齿部的线圈的干扰并且提高卷装于该侧面卷装部106d所覆盖的齿部的线圈的线圈占空比,最好厚度较薄且沿轴向X较长地形成该侧面卷装部106d。并且,端面卷装部106c构成为不妨碍形成线圈104的导体的最小弯曲半径,端面卷装部106c的厚度如图40所示,形成为使(端面卷装部106c的最大厚度T111)>(侧面卷装部106d的最大厚度W102)。树脂绝缘部106在形成于层叠铁心105的轴向X的端面的部位具备树脂注入口痕迹106e。
这样,通过覆盖层叠铁心105的至少卷绕线圈104的齿部105b的表面部地形成树脂绝缘部106(即,端面卷装部106c和侧面卷装部106d),能使绝缘分割铁心103与线圈104电绝缘而发挥旋转电机的所需的特性。
此外,在本实施方式3的情况下(参照图40),端面卷装部106c的厚度T111在整面是均匀的,但侧面卷装部106d的厚度以在中央侧朝向周向R的厚度W102成为比沿着轴向X的两端面的厚度W101厚的壁厚的方式形成为鼓出部。由此,上述的厚度T111成为端面卷装部106c的最大厚度T111,厚度W102成为侧面卷装部106d的最大厚度W102。即,该情况下的作为侧面卷装部的鼓出部106d以将轴向X的中央作为顶点使厚度朝向两端面逐渐减小的方式将截面形成为半纺锤状。而且,在该情况下,鼓出部106d如图40所示,形成为在比卷绕鼓起间隙G3小的范围内朝向周向R鼓出,该卷绕鼓起间隙G3以在鼓出部106d之上卷装有线圈104的情况下齿部105b的在周向R上面对的表面为基准而产生于齿部105b与线圈104之间。
在相对于将层叠铁心105的齿部105b的表面部覆盖的端面卷装部106c和侧面卷装部106d卷绕作为弹性体的铜电线、铝电线等导体而形成线圈104的情况下,因导体的弹性而无法直线性地卷绕,在端面卷装部106c和侧面卷装部106d处呈圆弧状鼓起地配置线圈104。因此,如图40所示,特别是以齿部105b的在周向R上面对的表面为基准与线圈104之间产生卷绕鼓起间隙G3,但在本实施方式3中,如上所述作为侧面卷装部的鼓出部106d形成为在比卷绕鼓起间隙G3小的范围内朝向周向R鼓出,因此能使鼓出部106d的周向R的厚度尽量大而确保绝缘性,并且不必减少所卷装的线圈104的卷绕圈数。即,即使形成有鼓出部106d,也不会使线圈104的线圈占空比下降。因此,能在不使旋转电机的性能无益地下降的前提下提高绝缘功能,从而能够获得效率佳的旋转电机。
相比之下,在图41所示的比较技术5的情况下,将层叠铁心105的齿部105b的表面部覆盖的树脂绝缘部106的特别是形成于层叠铁心105的轴向X的两端的端面卷装部606c形成为沿轴向X鼓出,因此在线圈104与端面卷装部606c之间的间隙G101变窄的这一点上不同。
这样,在图41所示的比较技术5的情况下,在进行导体的卷绕时,设置于端面卷装部606c的树脂注入口痕迹606e即突起与线圈104接触,进行电绝缘的功能下降。在本申请中,如图40所示,端面卷装部106c具有平坦部,在线圈104与端面卷装部106c之间具有间隙G10,因此树脂注入口痕迹106e与线圈104不接触,因此不发生在比较技术5中可能发生的绝缘性能下降。
接下来,说明图34所示的旋转电机的定子101的制造工序。
图42是表示本申请的实施方式3中的定子的制造方法的工序的流程图,图43A~图43C是表示定子的组装步骤的说明图,图44A~图44E是表示在使用成形模具进行树脂绝缘部的注塑成形的情况下的步骤的说明图,图45是使用成形模具注入绝缘用树脂的情况下的局部放大剖视图,图46是表示在使用成形模具注入绝缘用树脂的情况下的绝缘用树脂的流动状态的说明图。
如图42的流程图所示,首先对钢板进行冲压成形并层叠,从而形成多个层叠铁心105。接着,使成形模具107沿轴向X的上下方向移动(图44A)而设置于规定的位置(图44B)。接着,在成形模具107内注塑成形绝缘用树脂(图44C)。在注塑成形结束了后,使成形模具107沿轴向X的上下方向分开而取出树脂绝缘部106(图44D)。接着,去除不需要的树脂部分(图44E)。此时,树脂注入口痕迹106e残留。
接着,将树脂绝缘部106从轴向X的上下两个方向组装于层叠铁心105(图43A)而形成绝缘分割铁心103(图43B和图36)。接着,将导体卷绕于该绝缘分割铁心103而形成线圈104,形成分割定子102(图43C和图35)。并且,将规定数量的分割定子102沿周向R呈圆环状连结配置,从而构成定子101。
这里,进一步详细地说明按照每个层叠铁心105进行树脂绝缘部106的注塑成形的情况下的方法。
如图44A以及图44B所示,通过将成形模具107密闭而形成供树脂绝缘部106形成用的空腔。成形模具107具有用于形成树脂绝缘部106的模具内壁107a和设置于轴向X的端面即平坦面的树脂注入口107b。
特别是,应用于本实施方式3的成形模具107如图44B~图44E和图45所示具有:以提高线圈占空比为目的而用于在轴向X的侧面形成侧面卷装部106d的空腔;以及为了确保用于形成线圈104的导体的最小弯曲半径而用于在轴向的端面形成端面卷装部106c的空腔。在成形模具107预先形成有凹部107d,该凹部107d用于形成沿层叠铁心5的轴向X在中央侧朝向周向成为比两端面厚的壁厚的鼓出部106d,该鼓出部106d相当于组装的层叠铁心5的沿着轴向X的中央部。另外,如图46所示,树脂注入口107b任意地设置于例如形成树脂绝缘部106的凸缘部106b或端面卷装部106c的位置等,自树脂注入口107b注入绝缘用树脂。
图46中的箭头表示作为一例在自上部的树脂注入口107b注入绝缘用树脂的情况下的流动的方向。所注入的绝缘用树脂在作为成形模具107的模具内壁107a的空间的空腔内流动,在被填充后固化,从而形成树脂绝缘部106的上部侧。由此,在图46的情况下,由于自树脂注入口107b注入绝缘用树脂,所以沿轴向X在空腔内流动的、相当于轴向X上的中央部分的部位成为树脂流动末端部E3。另外,树脂绝缘部106的下部侧当然也与上部侧同样地形成。
在绝缘用树脂在成形模具107的模具内壁107a的空腔内流动的过程中,接受由流动阻力产生的压力损耗。这里,如图13所示,在将空腔内的流路深度设为M,将流路宽度设为N,将流路长度设为L,将比例乘数设为K,将流量设为Q,将注入绝缘用树脂的起始端的压力设为Pin,将终止端的压力设为Pout时,压力损耗ΔP(=Pin-Pout)用上述(算式1)来表示。
根据上述(算式1)可知,绝缘用树脂的流路截面处的空腔的流路深度M越小,流动阻力越大,压力损耗ΔP越大。也就是说,当绝缘用树脂在空腔内流动时,若空腔内的流路深度M较小,则从图46所示的树脂注入口7b到树脂流动末端部E3的压力损耗ΔP增大,压力在树脂流动末端部E1容易变得不足。并且,当压力在树脂流动末端部E3不足时,绝缘用树脂的流动停止,发生绝缘用树脂的填充不良和绝缘功能的下降。这是指,从向成形模具107的模具内壁107a的密闭的空腔注入绝缘用树脂而形成树脂绝缘部106后的结果来看,树脂绝缘部106的厚度(相当于流路深度M)越薄,越容易发生绝缘用树脂的树脂流动末端部的填充不良和绝缘功能的下降。
在本实施方式3的情况下,如图44A~图44E和图45(参照图40)所示,在成形模具107预先形成有鼓出部形成用的凹部107d,该鼓出部是树脂绝缘部106的绝缘用树脂的树脂流动末端部E3,沿轴向X在中央侧(相当于树脂绝缘部116形成后的图40的侧面卷装部116d的厚度W102的部位)朝向周向R成为比端面(相当于树脂绝缘部116形成后的图40的侧面卷装部116d的厚度W101的部位)厚的壁厚。因而,随着从树脂注入口107b到树脂流动末端部E3,空腔的流路深度M逐渐增大,因此抑制压力损耗ΔP的下降。结果,防止树脂流动末端部E3处的填充不良,能够提高绝缘功能。
并且,即使在如沿着轴向X的两端面那样壁厚的厚度W101较薄的侧面卷装部106d的近旁配置树脂注入口107b,根据上述所示的压力损耗的(算式1),绝缘用树脂也易于流动到端面卷装部106c、背轭部105a上的凸缘部106a和突出部105c上的凸缘部106b,侧面卷装部106d成为绝缘用树脂的树脂流动末端部E3。
相比之下,在图47所示的比较技术5的情况下,自本申请的实施方式3那样的轴向的上下两个方向组装形成树脂绝缘部,两个树脂绝缘部在轴向X上分离,没有成为嵌合的构造。由此,无法延长沿面距离而提高绝缘性能。
如以上那样,在本实施方式3中,在树脂绝缘部106的相当于所组装的层叠铁心105的中央部的部位形成有鼓出部106d,该鼓出部106d沿层叠铁心105的轴向X在中央侧朝向周向R的厚度W102成为比两端面的厚度W101厚的壁厚,因此能够减少在使用成形模具107进行绝缘用树脂的注塑成形时起因于流动阻力增加的压力损耗ΔP,从而能够提高绝缘用树脂的填充性和绝缘性能。
而且,虽然所卷装的线圈104的中央因弹性变形而发生卷绕鼓起,但由于树脂绝缘部106的鼓出部106d形成为在中央侧朝向周向R的厚度W102成为比其两端面的厚度W101厚的壁厚,所以线圈104与鼓出部106d之间的间隙减小,不减少所卷装的线圈104的卷绕圈数就可抑制线圈104的占空比下降。因此,能在不使旋转电机的性能下降的前提下提高绝缘功能,能够提供小型且高效且具有充分的绝缘性能的旋转电机的绝缘结构体。
另外,不必选定流动性佳的昂贵的绝缘用树脂,另外也不必为了提高绝缘用树脂的流动性而进行成形模具107的局部加热,因此能够通过抑制材料费以及设备费来提供便宜的旋转电机。
另外,如图44A~图44E和图45所示,当在成形模具107的轴向X的端面设置树脂注入口107b时,树脂流动末端部E3出现在侧面卷装部106d的沿着轴向X的中央部分,但根据树脂绝缘部106的形状的不同,绝缘用树脂的流动方式和树脂流动末端部E3的位置会变化。
那么,树脂绝缘部106的鼓出部106d不限定于以沿轴向X自其两端面的厚度W101逐渐沿周向R而在中央侧成为厚度W102的壁厚的方式形成为半纺锤状,例如通过改变成形模具107的凹部107d的形状,以形成如图48所示截面形成为梯形的鼓出部106d,或形成如图49所示截面形成为突起状的鼓出部106d,从而能在局部抑制在使用成形模具107进行绝缘用树脂的注塑成形时的流动阻力的增加而实现绝缘功能的改善,上述截面形成为梯形的鼓出部106d沿轴向X在中央侧朝向周向R具有比其两端面的厚度W101厚的厚度W102,上述截面形成为突起状的鼓出部106d沿轴向X在中央侧朝向周向R具有比其两端面的厚度W101厚的厚度W102。
例如,作为比较技术,考虑在供线圈卷装的树脂绝缘部的轴向的两端面具有突起的情况,但在将该突起配置于轴向的端面的这一点是不同于本申请的,在不能获得如本申请那样提高轴向的两侧面的绝缘性能的效果的这一点上是不同于本申请的。由此,关于如本申请那样能在不使线圈的占空比下降的前提下提高绝缘性能并获得相同的性能且小型的旋转电机的效果的这一点,是不同于本申请的。此外,如本申请所述,通过减少线圈与绝缘部之间的空气层,提高将由线圈产生的发热传递到铁心的效率,因此在具有获得相同的尺寸且高效且削减了散热零件的旋转电机的效果的这一点上不同于以往构造。
另外,本实施方式3的旋转电机的绝缘结构体能够应用于伺服电动机用、燃料喷射阀开闭正时控制单元、空调用风扇电动机、车载用燃料泵单元和卷扬机用等的各种旋转电机的定子。
另外,在本实施方式3中,示出了将树脂绝缘部106自轴向X的上下两个方向组装于层叠铁心105的例子,但本发明不会限定于此,也考虑自轴向X的上下的多个部位组装树脂绝缘部106的情况,在该情况下,能够取得与上述实施方式3同样的效果。
另外,在本实施方式3中,在树脂绝缘部106的形成于层叠铁心105的轴向X的端面的部位图示了树脂注入口痕迹106e,但在图中是为了明确与比较技术的不同而放大地进行表示,该树脂注入口痕迹较小,因此在上述实施方式1以及实施方式2中,省略了其图示。
采用上述那样构成的实施方式3的旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法,能够取得与上述各实施方式同样的效果,
并且,上述绝缘结构体具备将多片钢板层叠而成的层叠铁心,并且自轴向的两个方向以上组装将上述层叠铁心的至少卷装线圈的部位的表面部覆盖的树脂绝缘部,
上述树脂绝缘部的形成于上述层叠铁心的轴向的端面的部位的最大厚度比沿上述层叠铁心的轴向形成的部位的最大厚度厚,并且在形成于上述层叠铁心的轴向的端面的部位具备树脂注入口痕迹,
形成于上述层叠铁心的轴向的端面的部位的厚度均匀地形成上述树脂绝缘部,
上述树脂绝缘部具备鼓出部,上述鼓出部沿上述层叠铁心的轴向在中央侧朝向周向形成为比两端面厚的壁厚,
另外,关于旋转电机的绝缘结构体的制造方法,上述绝缘结构体具备将多片钢板层叠而成的层叠铁心,并且至少将卷装线圈的部位的表面部覆盖的树脂绝缘部自轴向的两个方向以上组装于上述层叠铁心,
应用使上述树脂绝缘部沿轴向的两个方向以上分割的注塑成形用的成形模具,在该成形模具的模具内壁预先形成有鼓出部形成用的凹部,上述鼓出部沿上述层叠铁心的轴向在中央侧朝向周向成为比两端面厚的壁厚,自上述成形模具的树脂注入口注入绝缘用树脂而成形沿轴向的两个方向以上分割的上述树脂绝缘部,在自上述成形模具取出了沿轴向的两个方向以上分割的上述树脂绝缘部后,将沿轴向的两个方向以上分割的上述树脂绝缘部自轴向的两个方向以上组装于上述层叠铁心,
因此,虽然所卷绕的线圈的轴向的中央部分因弹性变形而卷绕鼓起,但由于鼓出部形成为在中央侧朝向周向成为比其轴向的两端面厚的壁厚,所以能在不使线圈的线圈占空比下降的前提下提高绝缘性能,能够获得相同的性能且小型的旋转电机的绝缘结构体乃至旋转电机。另外,通过减少线圈与树脂绝缘部之间的空气层,提高将由线圈产生的发热传递到层叠铁心的效率,因此相对于以往构造,能在不导致多余的成本上升或性能下降的前提下获得相同的尺寸且高效且削减了散热零件的旋转电机的绝缘结构体乃至旋转电机。
此外,在成形模具的模具内壁预先形成鼓出部形成用的凹部,该鼓出部沿层叠铁心的轴向在中央侧朝向周向成为比两端面厚的壁厚,在将层叠铁心配置于成形模具的内部后,自成形模具的树脂注入口注入绝缘用树脂,
因此,能够降低起因于填充绝缘用树脂时的流动阻力的增加的压力损耗。因此,绝缘用树脂的填充性提高,所以不必选定流动性佳的昂贵的绝缘用树脂,另外也不必为了提高绝缘用树脂的流动性而进行成形模具的局部加热,因此能够抑制材料费以及设备费,从而能够提供便宜的旋转电机的绝缘结构体乃至旋转电机。
另外,本申请记载了各种各样的例示性的实施方式,但在一个或多个实施方式中记载的各种各样的特征、形态以及功能不限定于应用于特定的实施方式,能够单独或以各种各样的组合而应用于实施方式。
因而,在本申请所公开的技术范围内能设想没有例示的无数的变形例。例如,包含对至少一个构成要素进行变形的情况、进行追加的情况或进行省略的情况,还包含将至少一个构成要素挑出并与其他实施方式的构成要素进行组合的情况。
附图标记说明
1、定子;2、分割定子;3、绝缘分割铁心;4、线圈;5、层叠铁心;5a、背轭部;5b、齿部;5c、突出部;6、树脂绝缘部;6a、6b、凸缘部;6c、端面卷装部;6d、侧面卷装部;7、成形模具;7a、模具内壁;7b、树脂注入口;7d、凹部;G1、卷绕鼓起间隙;11、转子;12、轴;13、绝缘铁心;14、线圈;15、层叠铁心;15a、插入孔;15b、铁心中央部;15c、齿部;15d、铁心外周部;16、树脂绝缘部;16c、端面卷装部;16d、侧面卷装部;17、成形模具;17a、模具内壁;17b、树脂注入口;17d、凹部;G2、卷绕鼓起间隙;101、定子;102、分割定子;103、绝缘分割铁心;104、线圈;105、层叠铁心;105a、背轭部;105b、齿部;105c、突出部;106、树脂绝缘部;106a、106b、凸缘部;106c、端面卷装部;106d、侧面卷装部;106e、树脂注入口痕迹;107、成形模具;107a、模具内壁;107b、树脂注入口;107d、凹部;G3、卷绕鼓起间隙;606c、端面卷装部;606e、树脂注入口痕迹;606d、侧面卷装部;607a、模具内壁;616d、侧面卷装部;617a、模具内壁。
- 旋转电机的绝缘结构体以及旋转电机的绝缘结构体的制造方法
- 绝缘电线、绝缘电线的制造方法、旋转电机用定子的制造方法和旋转电机