一种新型铝合金车轮倾斜铸造热旋压工艺及其专用设备
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及车辆技术领域,具体涉及一种新型铝合金车轮倾斜铸造热旋压工艺及其专用设备。
背景技术
铝合金车轮具有重量轻、强度大、制动平衡性能好、精度高、导热性好等诸多优点,因此被广泛应用。铝合金车轮的制造流程一般为将铝和其他金属进行高温熔化,将融化后的液态合金注入模具内成型,将成型后的铸造坯料进行后续加工,形成成品车轮。目前在铸造工艺的基础上增加了旋压工艺,对车轮轮辋进行旋压。将车轮轮辋铸造成圆筒状毛坯,然后对车轮轮辋进行旋压操作,最终形成的车轮轮辋的强度及延伸率较高、结构较致密,因此增强了车轮轮辋的抗冲击能力和气密性。但是现有制造方法生产的铝合金车轮毂成品合格率较低。
发明内容
本发明的目的在于针对现有技术的不足之处,提供一种新型铝合金车轮倾斜铸造热旋压工艺及其专用设备。
本发明解决上述问题的技术方案为:一种新型铝合金车轮倾斜铸造热旋压工艺,具体包括以下步骤:
步骤1、熔炼:将铝锭熔化为铝水,并加入提高合金性能的微量元素;
步骤2、铸墩:在低压或重力铸造机上浇注旋压用的毛坯;
步骤3、粗加工:在数控车床上加工毛坯旋压用的定位孔和定位面;
步骤4、加热:将毛坯放在加热炉中加热至旋压工艺要求的温度;
步骤5、旋压:上旋压机旋压轮辋部分,直到轮辋整体成形,在旋压过程中持续加热。
步骤6、精加工:对旋压后的车轮毛坯进行精加工。
一种新型铝合金车轮倾斜铸造热旋压专用设备,包括夹具组件以及热旋压装置;
所述热旋压装置包括第一安装板,通过横向调节机构连接在第一安装板上的热旋压机构,所述热旋压机构设有两组,两组热旋压机构对称设置在夹具组件两侧,所述热旋压机构可沿第一安装板长度方向调节,所述热旋压机构包括安装支架以及旋压轮,所述旋压轮呈一定倾斜角度转动安装在安装支架上,所述旋压轮通过驱动电机驱动;
所述第一安装板通过纵向调节机构连接在底座上,所述底座上垂直连接立柱,所述第一安装板可沿立柱高度方向滑动连接在立柱上。
进一步的,所述夹具组件包括上部固定安装架、下部固定安装架以及设置在上部固定安装架和下部固定安装架之间的可拆卸夹具。
进一步的,所述可拆卸夹具包括上部夹具和下部夹具,所述上部夹具与上部固定安装架之间通过若干螺栓连接,所述下部夹具与下部固定安装架之间通过若干螺栓连接,所述上部夹具和下部夹具之间形成夹持腔,车轮夹持在夹持腔内。
进一步的,所述横向调节机构包括第一调节电机,与第一调节电机输出轴连接的第一螺杆以及第一导向杆,所述第一螺杆两端分别通过轴承座转动连接在第一安装板上,所述第一导向杆两端分别固定连接在第一安装板上,热旋压机构的安装支架上设有旋接件和滑动件,所述滑动件滑动套设在第一导向杆上,两组热旋压机构的旋接件一个正旋连接在第一螺杆上,另一个逆旋连接在第一螺杆上。
进一步的,旋压轮的倾斜角度为30-60°。
进一步的,所述安装支架上还设有喷火管。
进一步的,所述纵向调节机构为伸缩杆,所述伸缩杆采用气缸、液压杆、电动推杆中的一种。
本发明具有有益效果:
本发明提供了一种新型铝合金车轮倾斜铸造热旋压工艺及其专用设备,旋压轮呈一定倾斜角度转动安装在安装支架上,所述倾斜角度为30-60°,有效提高了铝合金车轮毂成品合格率;夹具组件可根据车轮选择不同适配的可拆卸夹具;热旋压机构调节便捷。
附图说明
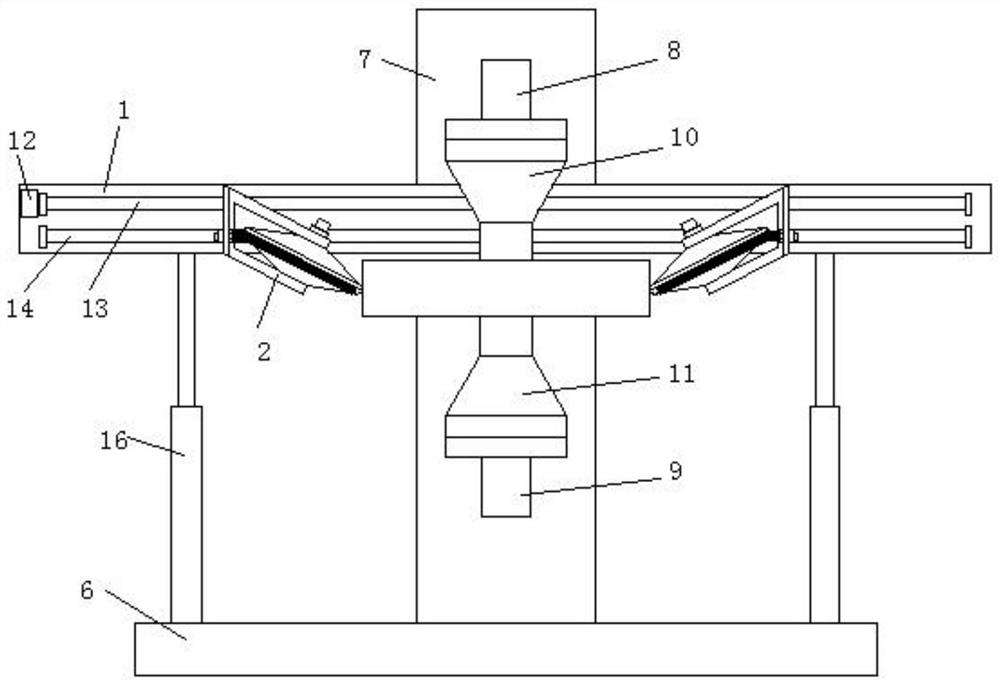
图1为本发明的结构示意图;
图2为热旋压机构的结构示意图;
图中:1-第一安装板,2-热旋压机构,3-安装支架,4-旋压轮,5-驱动电机,6-底座,7-立柱,8-上部固定安装架,9-下部固定安装架,10-上部夹具,11-下部夹具,12-第一调节电机,13-第一螺杆,14-第一导向杆,15-喷火管,16-纵向调节机构。
具体实施方式
下面结合附图及具体实施方式对本发明作进一步的说明。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
如图1和2所示,一种新型铝合金车轮倾斜铸造热旋压专用设备,包括夹具组件以及热旋压装置,所述夹具组件包括上部固定安装架、下部固定安装架以及设置在上部固定安装架和下部固定安装架之间的可拆卸夹具,所述可拆卸夹具包括上部夹具和下部夹具,所述上部夹具与上部固定安装架之间通过若干螺栓连接,所述下部夹具与下部固定安装架之间通过若干螺栓连接,所述上部夹具和下部夹具之间形成夹持腔,车轮夹持在夹持腔内,车轮上设有与可拆卸夹具配合的定位孔;
所述热旋压装置包括第一安装板,通过横向调节机构连接在第一安装板上的热旋压机构,所述热旋压机构设有两组,两组热旋压机构对称设置在夹具组件两侧;
所述横向调节机构包括第一调节电机,与第一调节电机输出轴连接的第一螺杆以及第一导向杆,所述第一螺杆两端分别通过轴承座转动连接在第一安装板上,所述第一导向杆两端分别固定连接在第一安装板上,所述热旋压机构包括安装支架以及旋压轮,所述安装支架上设有旋接件和滑动件,所述滑动件滑动套设在第一导向杆上,两组热旋压机构的旋接件一个正旋连接在第一螺杆上,另一个逆旋连接在第一螺杆上,所述旋压轮呈一定倾斜角度转动安装在安装支架上,所述倾斜角度为30°,所述旋压轮通过驱动电机驱动,所述安装支架上还设有喷火管;
所述第一安装板通过液压杆连接在底座上,所述底座上垂直连接立柱,所述第一安装板可沿立柱高度方向滑动连接在立柱上,所述液压杆固定在底座上,所述第一安装板与液压缸的伸缩端连接,所述上部固定安装架和下部固定安装架设置在立柱上。
采用上述设备进行铝合金车轮倾斜铸造热旋压工艺,具体包括以下步骤:
步骤1、熔炼:将铝锭熔化为铝水,并加入提高合金性能的微量元素;
步骤2、铸墩:在低压或重力铸造机上浇注旋压用的毛坯;
步骤3、粗加工:在数控车床上加工毛坯旋压用的定位孔和定位面;
步骤4、加热:将毛坯放在加热炉中加热至旋压工艺要求的温度;
步骤5、旋压:上旋压机旋压轮辋部分,直到轮辋整体成形,在旋压过程中持续加热。
步骤6、精加工:对旋压后的车轮毛坯进行精加工。
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
- 一种新型铝合金车轮倾斜铸造热旋压工艺及其专用设备
- 一种新型铝合金车轮倾斜铸造热旋压专用设备