一种防隐裂光伏叠焊组件及其制备工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及太阳能光伏技术领域,更具体地,涉及一种防隐裂光伏叠焊组件及其制备工艺。
背景技术
随着太阳能光伏发电技术的迅猛发展,对单位面积的发电效率不断提出更高要求,为充分利用有效面积,出现了将前后相邻电池片重叠一部分的叠焊技术。具体而言,光伏叠焊组件包括电池串和设置在所述电池串两侧的玻璃、封装胶层和底板等等,其中,电池串包括多个电池片,且相邻电池片电连接,具体而言,相邻电池片之间搭接以实现电连接,即相邻电池片之间存在重叠区域。
具体而言,现有技术的叠焊工艺包括:电池片串焊→排版→EL 1检测→叠层→EL2检测→层压→装框→装接线盒→EL 3检测→功率检测→分组包装→入库存储。
其中:电池片串焊是为了将电池片、焊带依次纵向叠放并焊接成串;排版是将翻转电池串放置在铺好EVA膜的面板玻璃上;EL 1检测是利用电致发光原理检测焊接质量;叠层步骤则包括焊接汇流条,放置EVA膜和背板/背板玻璃;EL2检测是再次利用电致发光原理检测叠层质量;层压则是利用高温熔化EVA膜,实现交联,冷却后将面板玻璃、电池片层、背板/背板玻璃压制成为整体;装框是给层压后组件装上边框,增加防护功能;装接线盒是将接线盒与电池电路连接,以实现电能输出;EL 3检测则是又一次利用电致发光原理检测层压质量;功率检测是对电池组件进行功率,安全性检测;分组包装和入库存储包括按分档包装,防护组件便于运输并转运至库房存储。
然而,在现有技术的太阳能电池组件的叠焊生产中,电池片重叠部分在层压后容易出现隐裂,进而影响到组件的发电功率和使用寿命,是组件叠焊技术的痛点,很大程度上制约了叠焊技术的推广应用。
具体而言,如图1-4所示,在叠焊生产中,前后2片电池片会重叠一部分(约0.2-0.6mm),通过焊带串接传递电流,但重叠部分由于焊带的存在,前后电池片重叠部分之间是有空隙的,电池片两端也有空隙,这个空隙在层压过程中承受的由外往里的压力,当这个压力得不到承接和释放,超出电池片的强度时,出现隐裂现象。
现有技术也公开报道了一些防隐裂的方案,但结构相对复杂且操作流程不便于规模化大生产,实际应用前景欠佳,如何提供一种结构简单且制备工艺简便的防隐裂光伏叠焊组件是本领域技术人员亟待解决的关键技术问题。
发明内容
本发明的目的在于提供一种防隐裂光伏叠焊组件及其制备工艺,以彻底解决隐裂对发电功率和使用寿命所带来的不良后果,同时提高其在实际应用中的可操作性和可工业化生产的效率。
本发明采用如下技术方案:
一种防隐裂光伏叠焊组件,包括:
电池串,所述电池串包括多个沿所述防隐裂光伏叠焊组的长度方向设置的电池片,且相邻的所述电池片的边缘相互交叠形成循环交叠结构;
焊带,所述焊带插设在相邻所述电池片之间的交叠处,用于将相邻的所述电池片连接形成电池串;
承力层,所述承力层设置在所述焊带的上侧面且与所述端部翘起的电池片的端部连接,和/或,所述承力层设置在所述焊带的下侧面且与所述端部斜插的电池片的端部连接。
其中,所述焊带倾斜插设在相邻所述电池片之间,其上侧与相邻所述电池片中的端部翘起的电池片的底面焊接,其下侧与相邻所述电池片中的端部斜插的电池片的顶面焊接。
在上述技术方案中,所述电池串由多个沿所述防隐裂光伏叠焊组的长度方向串联设置的电池组组成,所述电池组包括第一电池片和第二电池片,所述第二电池片的左端倾斜插设在所述第一电池片的右端下侧,所述焊带设置在所述第一电池片的右端下侧和第二电池片的左端上侧之间,将所述第一电池片和第二电池片焊接;所述承力层设置在所述焊带的上侧面且与所述第一电池片的右端部连接,和/或,所述承力层设置在所述焊带的下侧面且与所述第二电池片的左端部连接。
在本发明的一个具体实施方式中,所述焊带的上侧面靠近所述第一电池片的右端部和所述焊带的下侧面靠近所述第二电池片的左端部均设置有承力层。
在本发明的另一个具体实施方式中,仅在所述焊带的上侧面靠近所述第一电池片的右端部设置有承力层。
在本发明的又一个具体实施方式中,仅在所述焊带的下侧面靠近所述第二电池片的左端部设置有承力层。
进一步地,在上述技术方案中,所述承力层的厚度比所述电池片的厚度厚0.3-0.6mm。
详细而言,所述承力层的厚度与所述电池片的厚度、面板玻璃的厚度以及所述承力层的设置数量相关,且所述承力层的厚度大于所述电池片的厚度和焊带的厚度之和。
具体地,在上述技术方案中,所述电池片的厚度为0.16-0.22mm,优选为0.18mm。
具体地,在上述技术方案中,所述承力层的厚度为0.45-0.65mm,优选为0.55mm。
具体地,在上述技术方案中,所述焊带的厚度为0.10-0.30mm,优选为0.16-0.18mm。
再进一步地,在上述技术方案中,所述承力层在所述电池串中连续布置或间隔布置。
再进一步地,在上述技术方案中,所述承力层的横截面为矩形、圆形、三角形、正六边形和椭圆形中的任意一种或多种,优选为矩形和/或圆形。
在本发明的具体实施方式中,所述承力层沿所述防隐裂光伏叠焊组的宽度方向延伸。
又进一步地,在上述技术方案中,所述防隐裂光伏叠焊组件还包括:
夹设在所述电池串的顶部和底部的双层结构的EVA膜;
以及,夹设在所述EVA膜的外侧的面板玻璃和底板。
具体地,在上述技术方案中,所述底板为背板或背板玻璃中的一种。
详细地,所述承力层的材质为乙烯-醋酸乙烯共聚物(EVA膜)、聚烯烃弹性体、乙烯-醋酸乙烯共聚物与填充剂的混合物中的一种或多种。
在本发明的优选实施方式中,所述承力层的材质与所述EVA膜的材质相同。
本发明另一方面还提供了上述防隐裂光伏叠焊组件的制备工艺,包括:
将电池片和焊带叠放并焊接成串放置在铺有EVA膜的面板玻璃上后,焊接汇流条,并在焊带的上侧面且靠近所述端部翘起的电池片的端部,和/或,在焊带的下侧面且靠近所述端部斜插的电池片的端部,布置承力层,随后放置EVA膜、底板和接线盒,层压处理即可。
优选地,在上述技术方案中,所述承力层的布置方法为喷涂、涂覆和人工放置中的一种。
进一步地,在上述技术方案中,所述层压处理包括,将待层压的电池串依次经加热、抽真空和充气下压处理,所述承力层经加热融化成液态后,在抽真空过程中快速填充至电池片与面板玻璃和底板之间的空隙,并在最终的充气下压处理过程中与电池片、EVA膜、面板玻璃和底板形成整体结构。
具体地,在上述技术方案中,所述层压处理的层压机主体包括上盖、胶膜、加热板、加热系统、真空系统、防高温皮带系统和辅助系统等。
其中,所述加热板的加热温度为140-160℃,其热传导方式为电池组件升温。
具体而言,具体步骤包括:
待层压的电池组件放置在防高温皮带上,平移到加热板上,上盖下合到加热板上,形成密闭容积,其中,胶膜在上盖和组件之间;
真空系统抽真空5-8min(最优选6min),排出密闭容积和电池组件中的空气,期间EVA膜和承力层在热传导下逐渐升温,到80℃时开始融化,到100-120℃时融化为液态,逐渐填充到被抽出空气的电池片与玻璃的空间;
抽真空后保持真空10-12min(最优选10min),期间,胶膜与上盖之间空间逐渐充入空气,空气压力通过胶膜对组件施加均匀的压力,迫使面板玻璃、交联的EVA膜、电池片层和背板玻璃压在一起,交联反应后的EVA膜逐渐凝固成透明的胶体将玻璃和电池片层粘接成一个整体;
充入空气,上盖上升,平移防高温皮带,将组件移动到层压机外部,在空气中冷却,得到层压后的电池组件。
在本发明的具体实施方式中,所述防隐裂光伏叠焊组件的制备工艺具体包括以下步骤:
电池片串焊→排版→EL 1检测→叠层(增加承力层)→EL 2检测→层压→装框→装接线盒→EL 3检测→功率检测→分组包装→入库存储。
与现有技术相比,其区别仅在于叠层的步骤,本发明的叠层的步骤具体包括,在焊接汇流条后要特定位置布置承力层,再放置EVA膜、底板,其他步骤与现有技术中的类似。
在本发明的具体实施方式中,通过层压处理,将承力层与EVA膜融化交联,与电池片、面板玻璃、背板/背板玻璃粘接成整体。
与现有技术相比,本发明的有益效果为:
(1)本发明所提供的防隐裂光伏叠焊组件通过在特定位置(即焊带的上侧面靠近所述第一电池片的右端部和/或所述焊带的下侧面靠近所述第二电池片的左端部)设置特定厚度的承力层,在静态时,高于电池片的承力层可承担和分散由外往里的压力,并填充电池片前端的空隙,减少融化EVA流动路径,在层压处理中,承力层在80℃左右受热软化逐渐转变为液态,受压力作用流向电池片的空隙处,从而起到支撑电池片的作用,其他未流入的液态材料在重叠处周边承担了部分压力,与EVA膜融合在一起,客观上分担了重叠处电池片受到的压力,从而有效避免隐裂的产生;
(2)本发明所提供的防隐裂光伏叠焊组件所增设的承力层的材质与所述EVA膜的材质相同,层压处理受热融化后与EVA膜一起融化并交联,不会产生不利影响;
(3)本发明所提供的防隐裂光伏叠焊组件通过设置承力层不仅能有效消除隐裂,且能将EVA膜的厚度减少10-15%,从而进一步减少其生产成本;
(4)本发明所提供的防隐裂光伏叠焊组件的承力层通过喷射、涂覆或人工放置的方式布设,将承力层布置在焊带的上侧面靠近所述第一电池片的右端部和/或所述焊带的下侧面靠近所述第二电池片的左端部,既能实现防止隐裂的出现,将隐裂产生的几率下降至小于千分之一,又具有操作便利的优势,可在现有产线的基础上实施,可操作性强,实际应用效果优异。
附图说明
图1为现有技术中光伏叠焊组件的结构示意图;
图2为现有技术中光伏叠焊组件在层压处理后的横剖面结构示意图;
图3为现有技术中(没有布设承力层)光伏叠焊组件的样品照片;
图4为现有技术中(没有布设承力层)光伏叠焊组件在层压处理后的EL照片;
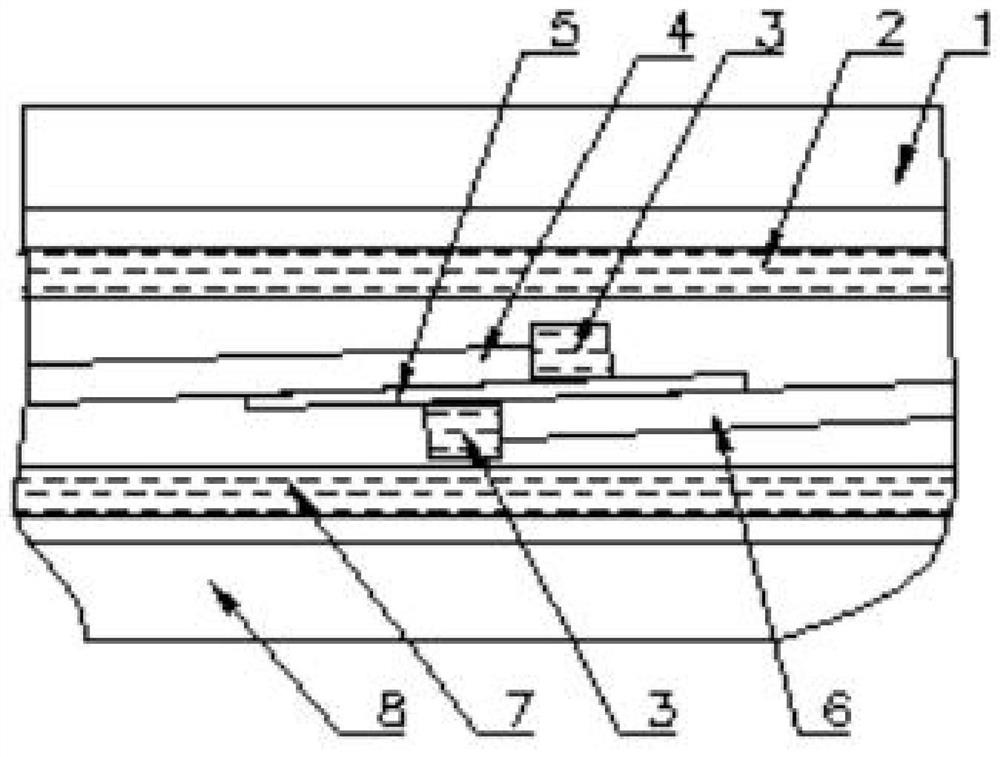
图5为本发明实施例1中所制备的光伏叠焊组件的结构示意图;
图6为本发明实施例1中所制备的光伏叠焊组件在层压处理后的横剖面结构示意图;
图7为本发明实施例1中所制备的光伏叠焊组件在层压处理后的纵剖面结构示意图;
图8为本发明实施例1中所制备的光伏叠焊组件的样品照片;
图9为本发明实施例1中所制备的光伏叠焊组件在层压处理后的EL照片;
图10为本发明实施例2中所制备的光伏叠焊组件的结构示意图;
图11为本发明实施例3中所制备的光伏叠焊组件的结构示意图;
图中:
面板玻璃1,顶部EVA膜2,承力层3,第一电池片4,焊带5,第二电池片6,底部EVA膜7,底板8。
具体实施方式
下面结合具体实施例对本发明作进一步的详细说明,以使本领域的技术人员更加清楚地理解本发明。
以下实施例,仅用于说明本发明,但不止用来限制本发明的范围。
基于本发明中的具体实施例,本领域普通技术人员在没有做出创造性劳动的情况下,所获得的其他所有实施例,都属于本发明的保护范围。
在本发明实施例中,若无特殊说明,所有原料组分均为本领域技术人员熟知的市售产品。
在本发明实施例中,若未具体指明,所用的技术手段均为本领域技术人员所熟知的常规手段。
在本发明实施例中,所使用的术语仅仅出于描述特定实施例的目的,而并非旨在限制;具体地,在本申请的说明书和权利要求书中所使用的单数形式的“一种”、“所述”和“该”等旨在包含多种形式,除非上下文清楚地表示其他含义。
应当说明的是,在本申请的申请文件中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如:A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。
另外,在本申请的申请文件中使用的字符“/”一般表示前后关联对象是一种“或”的关系。
应当说明的是,在本申请的申请文件中所描述的“上”、“下”、“左”和“右”等方位词是以附图所示的角度来进行描述的,不应理解为对本申请实施例的限定;此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
在现有技术的光伏叠焊组件的电池片的叠焊生产作业中,如图1-2所示,将前后相邻的两片电池片重叠0.2-0.6mm,并通过焊带串接传递电流;然而,如图3所示,由于焊带的存在,使得前后相邻的两片电池片的重叠部分和前后相邻的两片电池片的端部均存在空隙,进一步地,如图4所示,该空隙在层压处理过程中受到由外往里的压力,如若该压力不能得到有效的承接和释放,超过电池片的强度时,即会出现大量隐裂(图4中所示的明显裂纹)。
本发明实施例在不改变现有技术的光伏叠焊组件的设计和材料的基础上,通过在焊带的顶部和/或底部与所述电池片的端部的周边增设承力层,具体地,承力层设置在焊带的上侧面且与端部翘起的电池片的端部连接,和/或,承力层设置在焊带的下侧面且与端部斜插的电池片的端部连接,从而分担前后相邻的两片电池片的重叠部分和空隙在层压处理过程中受到压力,从而达到防止隐裂的目的。
具体地,在本发明的具体实施方式中,所增设的承力层的厚度比电池片的厚度厚0.3-0.6mm。
实施例1
在本发明实施例所提供的防隐裂光伏叠焊组件中,如图5所示,其组成主要包括电池串、焊带5和承接层3。
具体而言,电池串包括若干个沿所述防隐裂光伏叠焊组的长度方向串联设置的电池组,且电池组包括第一电池片4和第二电池片6,该第二电池片6的左端倾斜插设在该第一电池片4的右端下侧,由第一电池片4和第二电池片6组成的电池组相互交叠形成循环交叠结构;焊带5则倾斜插设在第一电池4片和第二电池片6之间,其上侧与相邻所述电池片中的端部翘起的电池片的底面焊接,其下侧与相邻所述电池片中的端部斜插的电池片的顶面焊接,用于将相邻的所述电池片连接形成电池串;所述承力层3设置在所述焊带5的上侧面且与所述第一电池片4的右端部的端部连接。
具体地,上述承力层3沿所述防隐裂光伏叠焊组的宽度方向延伸。
具体地,上述承力层3在电池串中连续布置。
进一步地,本发明实施例所提供的防隐裂光伏叠焊组件还包括,夹设在所述电池串的顶部和底部的双层结构的EVA膜(包括顶部EVA膜2和底部EVA膜7),以及夹设在所述EVA膜的外侧的面板玻璃1和背板8。
在该实施例中,上述电池片的厚度为0.22mm,上述承接层的厚度为0.64mm;焊带的厚度为0.15mm。
在该实施例中,上述承接层3的横截面为矩形、圆形、正六边形和椭圆形中的一种。
在该实施例中,上述承接层3的材质与所述EVA膜的材质相同,具体为乙烯-醋酸乙烯共聚物、聚烯烃弹性体、乙烯-醋酸乙烯共聚物与填充剂的混合物中的一种。
本实施例所提供的防隐裂光伏叠焊组件的制备工艺,与现有技术的光伏叠焊组件的制备工艺相比,区别仅在于,将电池片和焊带叠放并焊接成串放置在铺有EVA膜的面板玻璃上,焊接汇流条后,并在焊带的上侧面且靠近所述端部翘起的电池片的端部位置布设承力层,随后放置EVA膜和背板玻璃,层压处理即可。
该制备工艺的具体步骤包括:电池片串焊→排版→EL 1检测→叠层(增加承力层)→EL 2检测→层压→装框→装接线盒→EL 3检测→功率检测→分组包装→入库存储,其余与现有技术中类似的步骤,在此不再赘述。
详细地,布设承力层的方法简单可控,可通过喷涂、涂覆和人工放置中的任意一种。
需要重点说明的是,层压处理的步骤包括,将待层压的电池串依次经加热、抽真空和充气下压处理,所述承力层经加热融化成液态后,在抽真空过程中快速填充至电池片与面板玻璃和底板之间的空隙,并在最终的充气下压处理过程中与电池片、EVA膜、面板玻璃和底板形成整体结构。
详细地,层压处理在主体结构包括上盖、胶膜、加热板、加热系统、真空系统、防高温皮带系统和辅助系统等的层压机上进行,其中,加热板通过电池组件升温的方式使得其加热温度控制为140-160℃。
详细地,具体层压处理的步骤包括:
真空系统抽真空6min,排出密闭容积和电池组件中的空气,期间EVA膜和承力层在热传导下逐渐升温,到80℃时开始融化,到100-120℃时融化为液态,逐渐填充到被抽出空气的电池片与玻璃的空间;
抽真空后保持真空10min,期间,胶膜于上盖之间空间逐渐充入空气,空气压力通过胶膜对组件施加均匀的压力,迫使面板玻璃、交联的EVA膜、电池片层和背板玻璃压在一起,交联反应后的EVA膜逐渐凝固成透明的胶体将玻璃和电池片层粘接成一个整体;
充入空气,上盖上升,平移防高温皮带,将组件移动到层压机外部,在空气中冷却,得到层压后的电池组件(如图6-8所示)。
通过层压处理,将承力层与EVA膜融化交联,与电池片、面板玻璃、背板/背板玻璃粘接成整体。
本实施例在焊带的上侧面且与所述第一电池片的右端部的端部连接位置连续布置0.64mm的承力层,在静态时,高于电池片约0.42mm的承力层可承担和分散由外往里的压力,并填充电池片前端的空隙,减少融化EVA流动路径,在层压处理中,承力层在80℃左右受热软化逐渐转变为液态,受压力作用流向电池片的空隙处,从而起到支撑电池片的作用,其他未流入的液态材料在重叠处周边承担了部分压力,客观上分担了重叠处电池片受到的压力,而有效避免隐裂的产生,如图9所示,使隐裂产生的概率降低为1.5‰,明显低于图4所示的现有技术中的隐裂产生的概率(约为5-12%)。
实施例2
在本发明实施例所提供的防隐裂光伏叠焊组件中,其结构如图10所示,其组成主要包括电池串、焊带和承接层。
具体而言,其结构与实施例1所提供的防隐裂光伏叠焊组件的结构类似,区别仅在于,在所述焊带的上侧面靠近所述第一电池片的右端部和所述焊带的下侧面靠近所述第二电池片的左端部均连接设置有承力层。
在该实施例中,上述电池片的厚度为0.18mm,上述承接层的厚度为0.55mm;焊带的厚度为0.30mm。
本发明实施例所提供的防隐裂光伏叠焊组件的制备工艺与实施例1相类似,区别仅在于承力层的布置位置和布置时间,具体过程在此不再赘述,多次试验证实,本发明实施例所提供的防隐裂光伏叠焊组件的隐裂产生的概率降低为1.0‰,明显低于图4所示的现有技术中的隐裂产生的概率(约为5-12%)。
实施例3
在本发明实施例所提供的防隐裂光伏叠焊组件中,其结构如图11所示,其组成主要包括电池串、焊带和承接层。
具体而言,其结构与实施例1所提供的防隐裂光伏叠焊组件的结构类似,区别仅在于,承力层设置在所述焊带的下侧面靠近所述第二电池片的左端部。
在该实施例中,上述电池片的厚度为0.16mm,上述承接层的厚度为0.45mm;焊带的厚度为0.18mm。
本发明实施例所提供的防隐裂光伏叠焊组件的制备工艺与实施例1相类似,区别仅在于承力层的布置位置和布置时间,具体过程在此不再赘述,多次试验证实,本发明实施例所提供的防隐裂光伏叠焊组件的隐裂产生的概率降低为1.5‰,明显低于图4所示的现有技术中的隐裂产生的概率(约为5-12%)。
最后,本发明的结构和方法仅为较佳的实施方案,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种防隐裂光伏叠焊组件及其制备工艺
- 一种防隐裂叠焊电池组件的生产设备