一种用于复合材料成型的PMI泡沫模具及使用方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于复合材料成型技术领域,具体涉及一种用于复合材料成型的PMI泡沫模具及使用方法。
背景技术
现有技术中,复合材料成型需要要在模具中完成,模具决定了制品的几何边界,明确了与其他零部件的关系,在很大程度上影响着制品的内部质量和表面状态。不同的复合材料产品结构及制造工艺,对其模具材料和形式有不同的要求。通常,对于连续纤维增强高性能复合材料的成型模具有金属模具、膨胀或收缩模具以及复材模具等。其中,金属模具应用范围最广,包括单模具或组合模具,适用于热压罐工艺、真空袋成型工艺等,耐温性好,加工性强,表面光滑、致密、硬度大、易于脱模,清理模具时不易损坏,但存在着和复合材料热膨胀系数不匹配的问题,容易导致制件型面精度不高,尺寸误差大、固化应力较大,且重量高,成本高;膨胀模具主要采用弹性材料,膨胀模具利用弹性材料在加热过程中的体积膨胀特性,提供复合材料固化成型所需的压力。膨胀模具所用典型材料是有机硅橡胶,一般需要与钢模具配合,且存在固化压力控制的准确度低和制品表面的平整性差的问题;复合材料模具多半采用碳纤维或(和)玻璃纤维复合材料制成,并可作进一步的修补,但存在工艺复杂、密封性差、使用次数有限等问题。此外,也存在木模具等低成本模具,成本低,加工快,但是耐温性有限,多适用于常温成型。
发明内容
本发明的目的是提供一种用于复合材料成型的PMI泡沫模具及使用方法,该PMI泡沫模具热变形小、耐高温、且成本低可快速成型,适于常温、中温和高温固化零件成型工艺。
本发明提供一种用于复合材料成型的PMI泡沫模具,该PMI泡沫模具包括PMI泡沫主模体、零件复杂结构部、可粘脱模布和钢性模具;
所述钢性模具位于最底部,在所述钢性模具上设置所述PMI泡沫主模体;
在所述PMI泡沫主模体上设置所述零件复杂结构部;
在所述钢性模具和零件复杂结构部表面均粘贴有所述可粘脱模布。
进一步地,所述零件复杂结构部的数量为至少一个或多个,位于所述PMI主模体模具的任意区域。
进一步地,所述PMI泡沫主模体以聚甲基丙烯酰亚胺泡沫作为材料。
进一步地,所述钢性模具为普通钢模具或玻璃模具。
进一步地,所述钢性模具为普通钢模具时,普通钢为Q235钢、45号钢或INVAR钢。
进一步地,所述PMI泡沫的压缩模量不低于60Mpa;密度不低于150kg/m
进一步地,所述PMI泡沫的耐温温度至少在固化温度10℃以上。
进一步地,用于复合材料成型的PMI泡沫模具的使用方法,该使用方法包括如下步骤:首先,在所述PMI泡沫模具上铺设零件铺层预成型体,并在该零件铺层预成型体上依次铺设第一辅助材料、第二辅助材料和第三辅助材料;
其次,采用真空袋以密封胶密封在钢性模具上,从而使整个PMI泡沫主模体和零件铺层预成型体整体置于真空环境内。
进一步地,所述第一辅助材料、第二辅助材料和第三辅助材料均为脱模布,隔离膜或透气毡。
进一步地,在所述真空袋上设置有真空表。
本发明的有益效果
本发明的用于复合材料成型的PMI泡沫模具及使用方法,具有如下有益效果:
1)采用耐高温耐压缩PMI泡沫作为主模体材料,加工容易且快速,耐高温热变形小,尤其对于泡沫夹芯材料,与本体芯材同体系,变形一致。
2)对于复杂构件特征区,可以作为分模块,脱模时破坏性脱出,易于脱模;
3)表面铺贴区粘贴脱模布,不影响表面质量和后续工艺,继承性好;
4)底部配合钢性模具作为组合模具,利用真空和钢性模具的刚度抵抗热应力,可以减免成型过程中的热变形,且不存在气密性问题,工艺简单。
5)采用耐高温耐压缩PMI泡沫为主模体材料,加工容易且快速,耐高温热变形小,尤其对于PMI泡沫夹芯材料,与本体芯材属于相同的体系,且变形一致。
附图说明
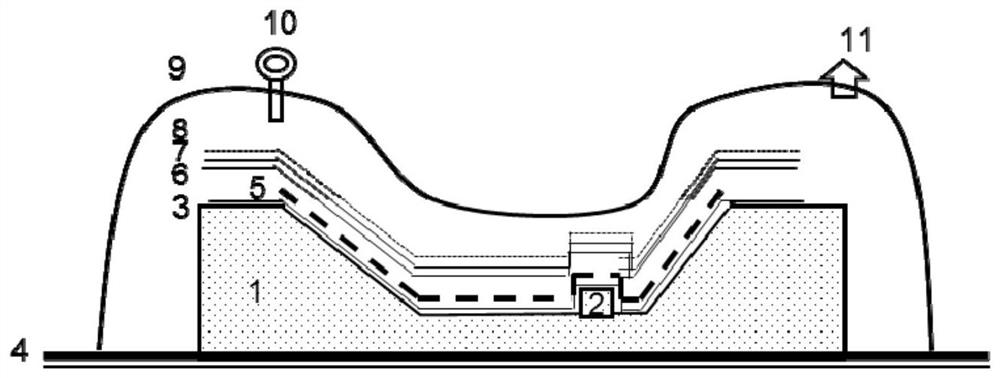
图1为本发明中PMI模具的结构及使用该PMI模具时的各部件的位置关系示意图;
图2为本实施例中使用方法的流程示意图。
图中:1PMI泡沫主模体、2零件复杂结构部、3可粘脱模布、4钢性模具、5零件铺层预成型体、6第一辅助材料、7第二辅助材料、8第三辅助材料、9真空袋、10真空表、11抽真空系统。
具体实施方式
为了更好的理解本发明的技术方案,本发明内容包括但不限于下文中的具体实施方式,相似的技术和方法都应该视为本发明保护的范畴之内。为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
应当明确,本发明所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
本发明中的PMI泡沫为一种耐高温耐压缩高性能聚甲基丙烯酰亚胺(简称PMI)泡沫,属于轻质的泡沫材料,该PMI泡沫的力学性能优异,可根据不同成型压力需求选择不同的规格,比如密度和压缩模量。此外,该PMI泡沫与其他泡沫材料相比,耐热性能优良,最高耐热温度可达到220℃。
由图1所示,本发明提供了一种用于复合材料成型的PMI泡沫模具。该PMI泡沫模具包括PMI泡沫主模体1、一个或数个零件复杂结构部2、可粘脱模布3、钢性模具4,在使用该PMI模具制造零件的方法过程中还包括零件铺层预成型体5、第一辅助材料6、第二辅助材料7、第三辅助材料8、真空袋9、真空表10和抽真空系统11。其中,钢性模具4根据零件的结构形状可以设置为平板或其它形状;第一辅助材料6、第二辅助材料7和第三辅助材料8可为脱模布、隔离膜、透气毡等辅助材料,抽真空系统11可为真空泵或排气阀。
本发明中的PMI泡沫模具包括PMI泡沫主模体1、一个或多个零件复杂结构部2、可粘脱模布3、钢性模具4,其中PMI泡沫主模体1,采用耐高温耐压缩高性能聚甲基丙烯酰亚胺(PMI)泡沫作为主模体材料,采用CNC数控加工制成,PMI泡沫材料耐压缩,压缩模量不低于60MPa,密度不低于150kg/m
PMI泡沫模具的各部件的位置关系为:钢性模具4在最底部,钢性模具4上设置PMI泡沫主模体1,PMI泡沫主模体1上设置一个或数个区域设置一个或数个零件复杂结构部2,最后在钢性模具4和零件复杂结构部2表面均粘贴可粘脱模布3,且根据制造的零件不同,一个或数个零件复杂结构部2可位于PMI泡沫主模体1的任意区域。
使用PMI泡沫模具制造零件的方法过程如下:按零件设计要求,在PMI泡沫模具上铺贴零件铺层预成型体5,并在该零件铺层预成型体5上依次铺贴第一辅助材料6、第二辅助材料7和第三辅助材料8,根据零件设计需要,第一辅助材料6、第二辅助材料7和第三辅助材料8可选择脱模布,隔离膜,透气毡等辅助材料,之后采用真空袋9以密封胶密封在钢性模具4上,从而使整个PMI泡沫主模体和零件铺层预成型体5置于真空环境内,以保证气密性符合要求。为监测真空袋9内的真空度,在真空袋9上设置真空表10用于实时监测,同时为保持真空袋9内的真空度,在真空袋9上同时设置有抽真空系统11,用于对真空袋9抽真空,抽真空系统11为真空泵或排气阀。
上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求书的保护范围内。
- 一种用于复合材料成型的PMI泡沫模具及使用方法
- 一种用于复合材料成型的PMI泡沫模具