碳纤维砂轮及制作方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及磨具技术领域,尤其涉及一种碳纤维砂轮及制作方法。
背景技术
砂轮又称固结磨具,砂轮是由结合剂将普通磨料固结成一定形状(多数为圆形),并具有一定强度的固结磨具。其一般由磨料、结合剂和气孔构成,这三部分常称为固结磨具的三要素。砂轮是磨具中用量最大、使用面最广的一种,使用时高速旋转,可对金属或非金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨、精磨、开槽和切断等操作。
相关技术中,磨料层与砂轮基体的连接强度不高,在超高速磨削过程中,磨料层容易脱离砂轮基体。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种碳纤维砂轮,能够提高磨料层与砂轮基体的连接强度。
本发明还提出一种碳纤维砂轮制作方法。
根据本发明的第一方面实施例的碳纤维砂轮,包括:砂轮基体,所述砂轮基体包括碳纤维基体,所述碳纤维基体的外周向面缠绕成型有碳纤维固定层;磨料层,所述磨料层的一部分嵌设在所述碳纤维基体和所述碳纤维固定层之间,所述磨料层的另一部分从所述碳纤维固定层的外周向面露出。
根据本发明实施例的碳纤维砂轮,至少具有如下有益效果:磨料层的一部分嵌设在碳纤维基体和碳纤维固定层之间,由此,磨料层与碳纤维基体之间的连接强度高,磨料层在超高速磨削过程中不容易脱落;磨料层的另一部分从碳纤维固定层的外周向面露出,磨料层的伸出部分可对待加工产品进行磨削加工。
根据本发明的一些实施例,所述磨料层包括凸起,所述凸起两侧均固定有台肩,所述台肩嵌设在所述碳纤维基体和所述碳纤维固定层之间,所述凸起的一端从所述碳纤维固定层的所述外周向面露出。
根据本发明的一些实施例,所述磨料层还与所述碳纤维基体粘接固定。
根据本发明的一些实施例,所述砂轮基体还包括钛合金基体,所述碳纤维基体固定于所述钛合金基体的外周向面。
根据本发明的一些实施例,所述砂轮基体的侧面设置有凸台,所述凸台的外周向面为平截圆锥面,所述平截圆锥面用于与主轴配合。
根据本发明的一些实施例,所述砂轮基体上设置有沉头孔,所述沉头孔用于连接所述碳纤维砂轮和主轴。
根据本发明的第二方面实施例的碳纤维砂轮制作方法,包括以下步骤:通过缠绕成型制成碳纤维基体;将磨料层贴附在所述碳纤维基体的外周向面上,在磨料层上缠绕成型碳纤维固定层,碳纤维固定层包覆住所述磨料层的一部分,所述磨料层的另一部分从所述碳纤维固定层的外周向面露出。
根据本发明实施例的碳纤维砂轮制作方法,至少具有如下有益效果:通过在磨料层上缠绕成型碳纤维固定层,碳纤维固定层包覆住磨料层的一部分,磨料层的另一部分从碳纤维固定层的外周向面露出,可使得磨料层与碳纤维基体之间的连接强度高,磨料层在超高速磨削过程中不容易脱落。
根据本发明的一些实施例,所述碳纤维基体缠绕成型在钛合金基体的外周向面上。
根据本发明的一些实施例,所述钛合金基体在缠绕成型所述碳纤维基体之前,还加工有沉头孔和凸台,所述凸台设置在所述钛合金基体的侧面上,所述凸台的外周向面为平截圆锥面,所述平截圆锥面用于与主轴配合。
根据本发明的一些实施例,在缠绕成型所述碳纤维固定层前,所述磨料层通过胶水粘接固定在所述碳纤维基体的所述外周向面上。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
下面结合附图和实施例对本发明做进一步的说明,其中:
图1为本发明实施例的碳纤维砂轮的正视图;
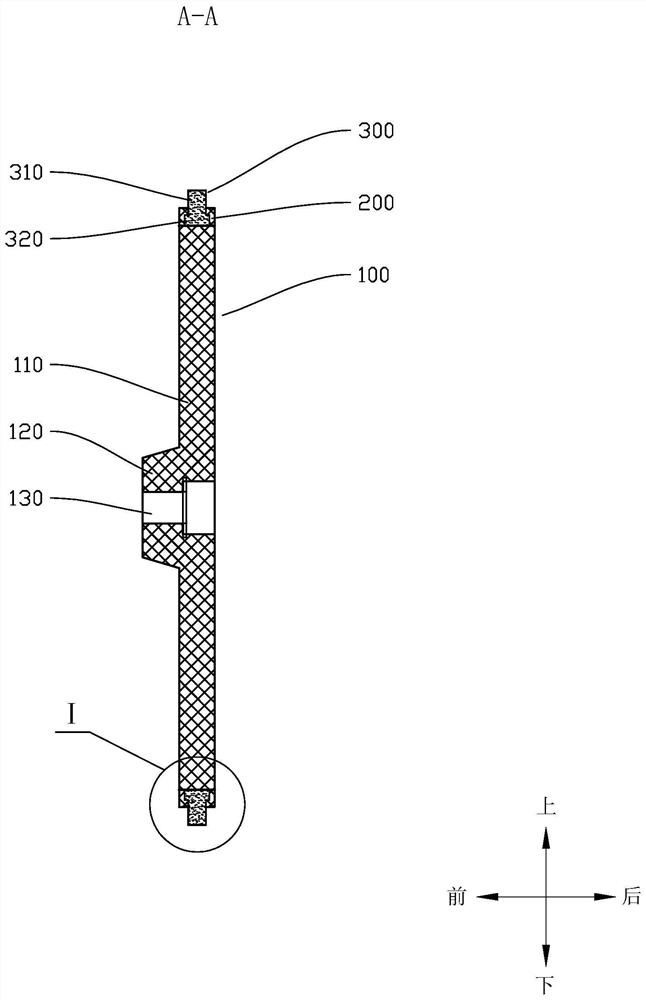
图2是图1中碳纤维砂轮沿A-A截面的剖视图;
图3是图2中Ⅰ区域的局部放大图;
图4为本发明另一实施例的碳纤维砂轮的正视图;
图5是图4中碳纤维砂轮沿B-B截面的剖视图;
图6为本发明实施例的碳纤维砂轮制作方法的流程图。
附图标记:砂轮基体100、碳纤维基体110、凸台120、沉头孔130、钛合金基体140、碳纤维固定层200、磨料层300、凸起310、台肩320。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
本发明的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
参照图1和图2,根据本发明实施例的碳纤维砂轮,包括砂轮基体100和磨料层300。砂轮基体100包括碳纤维基体110,碳纤维基体110的外周向面缠绕成型有碳纤维固定层200。磨料层300的一部分嵌设在碳纤维基体110和碳纤维固定层200之间,磨料层300的另一部分从碳纤维固定层200的外周向面露出。
磨料层300的一部分嵌设在碳纤维基体110和碳纤维固定层200之间,也即磨料层300 的一部分被碳纤维基体110和碳纤维固定层200夹紧,磨料层300与碳纤维基体110之间的连接强度高,磨料层300在超高速磨削过程中不容易脱落。磨料层300的另一部分从碳纤维固定层200的外周向面露出,磨料层300的伸出部分可对待加工产品进行磨削加工。
此外,碳纤维具有低质量、变形小和低阻尼的特点,碳纤维基体110可以降低碳纤维砂轮整体的质量,减小对主轴的负荷。
在发明的一些实施例中,磨料层300的磨粒可以是金刚石、立方氮化硼、刚玉和碳化硅中的一种或多种,磨粒的结合剂可以是陶瓷结合剂、树脂结合剂和金属结合剂中的一种或多种,而磨料层300的成型工艺可以是热压成型、电镀、钎焊和3D打印中的一种。
参照图1至图3,在发明的一些实施例中,磨料层300包括凸起310,凸起310的前侧和后侧均固定有台肩320,台肩320嵌设在碳纤维基体110和碳纤维固定层200之间,凸起310的上端从碳纤维固定层200的外周向面露出。
由此,磨料层300缠绕碳纤维固定层200之后,台肩320被碳纤维基体110和碳纤维固定层200夹紧,磨料层300不容易脱落。凸起310的前侧和后侧均固定有台肩320,磨料层300受力均匀,凸起310不容易歪斜,磨料层300不容易产生轴向的分力,由此可保护碳纤维固定层200,延长碳纤维砂轮的使用寿命。
具体的,凸起310和台肩320一般是一体成型的。在一些实施例中,台肩320也可以是粘接固定在凸起310上的。
参照图1至图3,在发明的一些实施例中,磨料层300还与碳纤维基体110粘接固定。磨料层300与碳纤维基体110粘接固定,可进一步提高磨料层300与碳纤维基体110之间的连接强度。此外,在缠绕碳纤维固定层200之前,磨料层300与碳纤维基体110粘接固定,可对磨料层300进行初步定位,防止磨料层300在缠绕碳纤维固定层200的过程中产生偏移。
磨料层300与碳纤维基体110粘接时,可使用AB胶,如丙烯酸酯AB胶或环氧树脂AB胶。
参照图4和图5,在发明的一些实施例中,砂轮基体100还包括钛合金基体140,碳纤维基体110固定于钛合金基体140的外周向面。钛合金强度高,利用钛合金基体140与主轴连接,可提高碳纤维砂轮的使用寿命。
在发明的进一步实施例中,砂轮基体100的前侧面设置有凸台120,凸台120的外周向面为平截圆锥面,平截圆锥面用于与主轴配合。需要说明的是,平截圆锥面为平截圆锥体的外周向面,平截圆锥体为圆锥体的顶部被一平面截去一部分形成的。由此,在安装碳纤维砂轮时,可在主轴上对应开圆锥槽,凸台120插设在圆锥槽中,锥面与锥面配合,可提高碳纤维砂轮的装配精度,避免因安装误差影响碳纤维砂轮的动平衡。
具体的,参照图1和图2,凸台120是碳纤维基体110在缠绕成型时形成的。参照图4和图5,凸台120也可以是由钛合金基体140机械加工形成的。
在发明的进一步实施例中,砂轮基体100上设置有沉头孔130,沉头孔130用于连接碳纤维砂轮和主轴。由此,螺钉穿过沉头孔130后,可将碳纤维砂轮固定在主轴上。此外,螺钉的头部不会从砂轮基体100的后侧面突出,减少不必要的空间占用。
为保障碳纤维砂轮的动平衡,沉头孔130的中心线一般与碳纤维砂轮的轴心重合。
类似的,参照图1和图2,沉头孔130可设置在碳纤维基体110上。参照图4和图5,沉头孔130也可设置在钛合金基体140上。
参照图2和图6,根据本发明实施例的碳纤维砂轮制作方法,包括以下步骤:S100、通过缠绕成型制成碳纤维基体110;S200、将磨料层300贴附在碳纤维基体110的外周向面上,在磨料层300上缠绕成型碳纤维固定层200,碳纤维固定层200包覆住磨料层300的一部分,磨料层300的另一部分从碳纤维固定层200的外周向面露出。
通过在磨料层300上缠绕成型碳纤维固定层200,碳纤维固定层200包覆住磨料层300 的一部分,可提高磨料层300与碳纤维基体110之间的连接强度,磨料层300在超高速磨削过程中不容易脱落。磨料层300的另一部分从碳纤维固定层200的外周向面露出,磨料层300 的伸出部分可对待加工产品进行磨削加工。
在发明的进一步实施例中,本发明实施例的碳纤维砂轮制作方法,还包括步骤S300、对碳纤维砂轮进行修整和修锐,将碳纤维砂轮放置在动平衡仪上,进行不平衡量的去除。经过不平衡量的去除的碳纤维砂轮,超高速转动(线速度大于300m/s)时,运动平稳,径向跳动量少。
参照图5,在发明的一些实施例中,磨料层300包括凸起310,凸起310的前侧和后侧均固定有台肩320,在磨料层300上缠绕成型碳纤维固定层200时,碳纤维固定层200包覆住台肩320,而凸起310的上端从碳纤维固定层200的外周向面露出。
由此,磨料层300缠绕碳纤维固定层200之后,台肩320被碳纤维基体110和碳纤维固定层200夹紧,磨料层300不容易脱落。凸起310的前侧和后侧均固定有台肩320,磨料层300受力均匀,凸起310不容易歪斜,磨料层300不容易产生轴向的分力,由此可保护碳纤维固定层200,避免碳纤维固定层200被快速破坏。
参照图5,在发明的一些实施例中,碳纤维基体110缠绕成型在钛合金基体140的外周向面上。也即,先在钛合金基体140上缠绕成型出碳纤维基体110,在将磨料层300贴附在碳纤维基体110的外周向面上,最后缠绕成型碳纤维固定层200。
钛合金基体140的强度高,碳纤维砂轮通过钛合金基体140与主轴连接,有利于提高碳纤维砂轮的使用寿命。
参照图5,在发明的一些实施例中,钛合金基体140在缠绕成型碳纤维基体110之前,还加工有凸台120和沉头孔130,凸台120设置在钛合金基体140的前侧面上,凸台120的外周向面为平截圆锥面。
由此,在安装碳纤维砂轮时,可在主轴上对应开圆锥槽,凸台120插设在圆锥槽中,锥面与锥面配合,可提高碳纤维砂轮的装配精度,避免因安装误差影响碳纤维砂轮的动平衡。螺钉穿过沉头孔130后,可将碳纤维砂轮固定在主轴上。此外,螺钉的头部不会从砂轮基体 100的后侧面突出,避免不必要的空间占用。
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
- 碳纤维砂轮及制作方法
- 金属基微量润滑砂轮及金属基微量润滑砂轮的制作方法