一种模具表面修复机床所用的修整头
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及机械加工领域,具体涉及一种模具表面修复机床所用的修整头。
背景技术
模具在现代工业中具有极其重要的作用,模具的质量直接决定产品的质量。我国模具产业近些年来飞速发展,已经跻身世界前三大模具生产国,但我国的模具产业与国外先进模具生产水平相比还存在较大差距,主要表现在制造周期长、制造精度低、模具寿命短等方面,其中模具寿命短的问题尤为突出,直接导致了资源浪费和生产成本的上升,因此,对失效模具进行修复再利用,延长模具的使用时间,从而挽回生产中的不必要的损失,将会大大推动工业和国民经济的发展,具有显著的经济效益和社会意义。
发明内容
为解决现有技术的不足,本发明的目的在于提供一种模具表面修复机床所用的修整头,其结构新颖,使用方便。
本发明采取的技术方案为:一种模具表面修复机床所用的修整头,包括外壳、蜗杆、第四锥齿轮、蜗轮、螺纹轴、电机、卡紧件、打磨头、第一传动锥轮、第二锥齿轮、移动轴、第三锥齿轮、第二传动锥轮、第一保持杆、驱动轮、驱动齿轮、保持片、从动轮、从动齿轮、第二保持杆、传动齿轮、弹簧、拉杆、拨杆、滑动架、第一锥齿轮、手轮,其中外壳是支撑主体,电机通过卡紧件驱动打磨头的旋转,实现对模具表面的修整,通过转动手轮可实现打磨头的进给和后退;由第一传动锥轮、第二传动锥轮、第一保持杆、驱动轮、驱动齿轮、保持片、从动轮、从动齿轮、第二保持杆、传动齿轮、弹簧、拉杆、拨杆、滑动架构成的无级变速机构可根据进给需要无级调整传动比,空行程时可快速进给,缩短打磨头移动时间,对模具表面进行修整时慢速进给,提高模具表面加工质量。
作为优选,外壳右端设有内花键,侧面设有横开槽和档位刻度,横开槽下方设有磁铁条,外壳左端设有螺纹孔,其内部两侧壁水平设置有两条导轨,手轮安装于外壳上侧并构成转动副,第一锥齿轮与手轮下端同轴紧固连接,螺纹轴右端设有螺纹结构,螺纹轴安装于外壳内部,并通过两个轴承与外壳构成转动副,蜗轮与螺纹轴左端同轴紧固连接,蜗杆水平安装于外壳内部并构成转动副,蜗杆与蜗轮啮合构成蜗轮蜗杆传动结构,第四锥齿轮同轴紧固安装于蜗杆左端,打磨头通过卡紧件与电机输出轴紧固连接,电机固定安装于移动轴右端,移动轴左端设有的外花键与外壳右端的内花键配合安装,从而使移动轴与外壳构成移动副,移动轴内部设有的螺纹孔与螺纹轴右端配合安装构成螺纹传动结构,螺纹轴转动后可驱动移动轴向右和向左移动,从而实现打磨头的进给和后退动作。
作为优选,第一传动锥轮倾斜安装于外壳内部并构成转动副,第一传动锥轮的锥面上侧母线处于水平状态,第二锥齿轮与第一传动锥轮左端同轴紧固连接,第二锥齿轮与第一锥齿轮构成齿轮啮合传动,第二传动锥轮倾斜安装于外壳内部并构成转动副,第二传动锥轮位于第一传动锥轮上方,并且其下侧母线处于水平状态,第三锥齿轮与第二传动锥轮右端同轴紧固连接,第三锥齿轮与第四锥齿轮构成齿轮啮合传动。
作为优选,滑动架安装于外壳内部,其右端位于横开槽中,滑动架左端设有的滑块结构和右端下侧设有的滑块结构分别与外壳内部两侧壁的两条导轨配合安装,使滑动架与外壳构成移动副,滑动架靠近中间位置设有圆孔和长槽孔,其右端设有档位指针,第二保持杆安装于圆孔内构成转动副,两个传动齿轮分别同轴紧固安装于第二保持杆两端,第一保持杆可在长槽孔内滑动,驱动轮位于第一保持杆和第二保持杆之间下侧,两个驱动齿轮分别同轴紧固安装于驱动轮两端,驱动轮两端通过两个保持片与第一保持杆转动连接,并且驱动轮两端还通过两个保持片与第二保持杆转动连接,使驱动齿轮始终与传动齿轮啮合,从动轮位于第一保持杆和第二保持杆之间上侧,两个从动齿轮分别同轴紧固安装于从动轮两端,从动轮两端通过两个保持片与第一保持杆转动连接,并且从动轮两端还通过两个保持片与第二保持杆转动连接,使从动齿轮始终与传动齿轮啮合。
作为优选,拉杆左端与第一保持杆构成转动副,并且拉杆左端与滑动架右侧之间安装有弹簧,拉杆右端与拨杆上端构成转动副,拨杆下端设有便于手握的横杆结构,横杆结构左端设有铁块。
初始状态时,拨杆处于竖直状态,磁铁条紧紧吸附铁块,从而使拨杆的位置固定,拉杆在弹簧弹力作用下向左移动,从而使第一保持杆在长槽孔内向左滑动,在八个保持片的推力作用下,驱动轮向下移动并与第一传动锥轮的上侧母线紧紧贴合,从动轮向上移动并与第二传动锥轮的下侧母线紧紧贴合。
电机可驱动打磨头旋转,从而实现对模具表面的修整。
卡紧件可将打磨头与电机输出轴紧固连接,拧松卡紧件后可将打磨头取下并根据模具材质和表面特性更换其他种类的打磨头。
顺时针转动手轮后,第一锥齿轮驱动第一传动锥轮顺时针转动,第一传动锥轮通过摩擦力使驱动轮逆时针转动,从而逆时针转动的驱动齿轮通过与传动齿轮、从动齿轮之间的齿轮啮合关系,驱动从动齿轮和从动轮逆时针转动,从动轮又通过与第二传动锥轮下侧母线摩擦传动的关系,驱动第二传动锥轮和第三锥齿轮顺时针转动,第三锥齿轮驱动第四锥齿轮和蜗杆顺时针转动,蜗杆驱动蜗轮和螺纹轴顺时针转动,在螺纹副的传动作用下,移动轴向右移动,从而实现打磨头向右移动进给,对模具表面进行修整;逆时针转动手轮可实现打磨头的后退。
当需要增大传动比以减慢进给速度时,首先将拨杆向上扳动至水平状态,在此过程中,拉杆拉动第一保持杆向右移动,在八个保持片的拉力作用下,驱动轮向上移动并与第一传动锥轮的上侧母线脱离接触,从动轮向下移动并与第二传动锥轮的下侧母线脱离接触,之后向右移动拨杆至合适位置后,向下扳动拨杆至竖直状态,使磁铁条吸附铁块,从而固定拨杆和滑动架的位置,此时驱动轮与第一传动锥轮的上侧母线紧紧贴合,从动轮与第二传动锥轮的下侧母线紧紧贴合,从而增大第一传动锥轮与第二传动锥轮之间的传动比,使打磨头的进给速度减慢;反之,向左移动拨杆的位置,可减小传动比以增大打磨头的进给速度。
本发明的有益效果:
①修整头机构具有无级调速功能,空行程时采用较小传动比,可缩短打磨头移动时间,对模具表面进行修整时采用较大传动比,可提高模具表面加工质量;
②修整头机构的进给调速通过改变拨杆位置以改变传动比来实现,拨杆在行程左端时,进给速度最快,拨杆在行程右端时,进给速度最慢,进给速度的传动比可由档位指针在档位刻度上直观显示;
③采用拨杆调整进给传动比时,首先使驱动轮与第一传动锥轮脱离接触、从动轮与第二传动锥轮脱离接触,再移动驱动轮和从动轮的位置,避免了传统无级调速结构调速时,在中间调速轮与两个锥轮在接触状态下移动中间调速轮,使锥轮和调速轮表面刮花和打滑的缺陷,极大地延长了传动机构的使用寿命,也提高了传动的准确性;
④修整头机构内部采用了蜗轮蜗杆的传动结构,不仅传动平稳,还具有自锁功能,使模具表面对打磨头的反作用力不能通过传动机构反作用于手轮,从而可通过转动手轮对模具表面进行平稳的修整加工。
附图说明
图1为本发明的整体结构示意图。
图2为本发明的整体结构示意图。
图3为定位架机构的整体结构示意图。
图4为定位架机构的爆炸示意图。
图5为定位架机构的局部示意图。
图6为定位架机构的局部示意图。
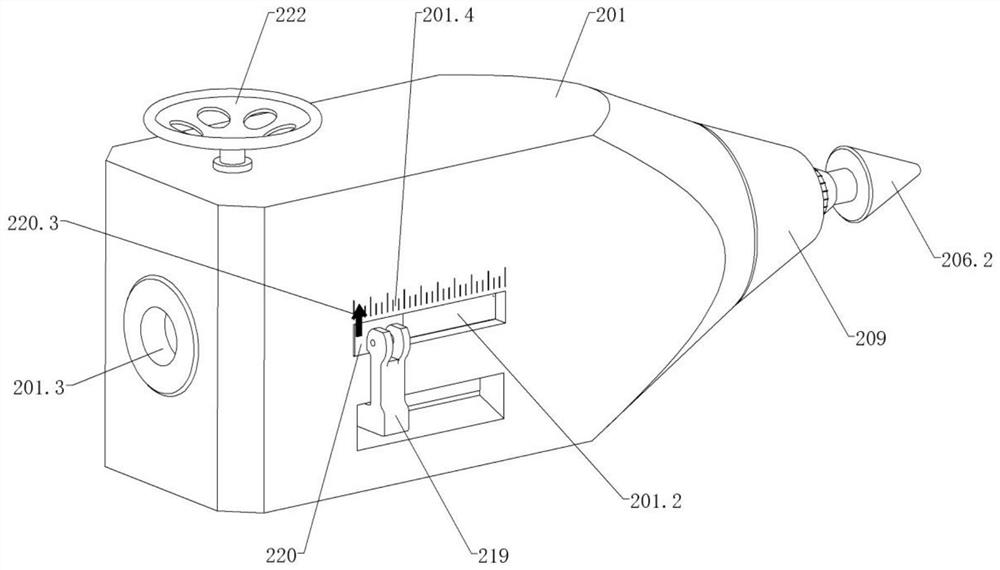
图7为修整头机构的整体结构示意图。
图8为进给传动比最小时修整头机构的纵向剖面结构示意图。
图9为进给传动比最大时修整头机构的纵向剖面结构示意图。
图10为变速机构的局部示意图。
图11为修整头机构的横向剖面结构示意图。
图12为修整头机构的横向剖面结构示意图。
图13为修整头机构的爆炸示意图。
图14为滑动架的结构示意图。
附图标号:1定位架机构、101基座、102定位套、103滑转套、103.1第二刻度、103.2第三刻度、104立柱、104.1第一刻度、104.2导槽、105第二螺钉、106指针套、106.1第三指针、107第四螺钉、108横臂、108.1横臂圆盘、108.2第四指针、108.3第二指针、109第三螺钉、110第一螺钉、111第六螺钉、112摆转架、112.1第六指针、112.2摆转架圆盘、112.3第五指针、113横摆杆、113.1上刻度盘、113.2下刻度盘、114第五螺钉、115螺母、116摆转头、116.1第六刻度、116.2螺纹杆;
2修整头机构、201外壳、201.1内花键、201.2横开槽、201.3螺纹孔、201.4档位刻度、201.5磁铁条、202蜗杆、203第四锥齿轮、204蜗轮、205螺纹轴、206电机、206.1卡紧件、206.2打磨头、207第一传动锥轮、208第二锥齿轮、209移动轴、210第三锥齿轮、211第二传动锥轮、212第一保持杆、213驱动轮、213.1驱动齿轮、214保持片、215从动轮、215.1从动齿轮、216第二保持杆、216.1传动齿轮、217弹簧、218拉杆、219拨杆、219.1铁块、220滑动架、220.1圆孔、220.2长槽孔、220.3档位指针、221第一锥齿轮、222手轮。
具体实施方式
下面结合附图和具体实施例对本发明作进一步描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
如图1、图2所示,一种模具表面修复机床,包括定位架机构1和修整头机构2,其特征在于:定位架机构1具有空间六自由度,并且每个活动关节均设置有刻度尺,修整头机构2采用无级变速传动,并紧固安装于定位架机构1的末端,用于对模具表面进行修复。
如图3至图6所示,定位架机构1包括基座101、定位套102、滑转套103、立柱104、第二螺钉105、指针套106、第四螺钉107、横臂108、第三螺钉109、第一螺钉110、第六螺钉111、摆转架112、横摆杆113、第五螺钉114、螺母115、摆转头116,其中基座101固定安装于地面,立柱104与基座101固定连接,滑转套103可通过指针套106在立柱104上移动和转动,并由第三螺钉109进行锁止,定位套102和第一螺钉110便于实现滑转套103的高度定位,横臂108与滑转套103构成转动副,并由第二螺钉105进行锁止,横摆杆113可与横臂108构成转动副,并由第四螺钉107进行锁止,摆转架112可与横摆杆113构成转动副,并由第五螺钉114进行锁止,摆转头116可与摆转架112构成转动副,并由第六螺钉111进行锁止。
如图7至图14所示,修整头机构2与定位架机构1末端紧固连接,包括外壳201、蜗杆202、第四锥齿轮203、蜗轮204、螺纹轴205、电机206、卡紧件206.1、打磨头206.2、第一传动锥轮207、第二锥齿轮208、移动轴209、第三锥齿轮210、第二传动锥轮211、第一保持杆212、驱动轮213、驱动齿轮213.1、保持片214、从动轮215、从动齿轮215.1、第二保持杆216、传动齿轮216.1、弹簧217、拉杆218、拨杆219、滑动架220、第一锥齿轮221、手轮222,其中外壳201是支撑主体,电机206通过卡紧件206.1驱动打磨头206.2的旋转,实现对模具表面的修整,通过转动手轮222可实现打磨头206.2的进给和后退;由第一传动锥轮207、第二传动锥轮211、第一保持杆212、驱动轮213、驱动齿轮213.1、保持片214、从动轮215、从动齿轮215.1、第二保持杆216、传动齿轮216.1、弹簧217、拉杆218、拨杆219、滑动架220构成的无级变速机构可根据进给需要无级调整传动比,空行程时可快速进给,缩短打磨头移动时间,对模具表面进行修整时慢速进给,提高模具表面加工质量。
如图3至图6所示,所述的基座101通过地脚螺栓固定安装于地面,为定位架机构1提供稳定的支撑,立柱104下端通过螺钉紧固安装于基座101上侧,并使立柱104保持竖直状态,立柱104前侧面设有第一刻度104.1,立柱104左侧竖直向设有导槽104.2,指针套106为开口圆筒状结构,其上端设有第三指针106.1,其内侧纵向设有导条,指针套106与立柱104同轴安装,且导条安装于导槽104.2内,从而使指针套106与立柱104构成移动副,滑转套103上端设有第三刻度103.2,其左侧设有扇形结构,扇形结构上设有第二刻度103.1和弧形孔,滑转套103右侧设有的纵向开口圆孔可安装于指针套106外侧并构成转动副,滑转套103相对于指针套106的转动角度可由第三指针106.1在第三刻度103.2上指示,两个第三螺钉109可使滑转套103夹紧指针套106并固定于立柱104上,从而实现滑转套103的转动锁止和高度定位,定位套102为开口圆环状结构,定位套102与立柱104同轴安装并可在立柱104上滑动,定位套102上端的平面上设有凹槽,便于读取第一刻度104.1,拧紧第一螺钉110可实现定位套102在立柱104上的固定。
由于滑转套103的附属连接部件重量较大,不便于直接进行精确的高度定位,因此需要调节滑转套103的高度时,首先拧松第一螺钉110,移动定位套102使其上端平面移动至目标刻度后,锁紧第一螺钉110,使定位套102紧固于立柱104上,之后拧松两个第三螺钉109,并向下移动滑转套103使其下端面与定位套102上端平面紧密贴后,锁紧两个第三螺钉109,从而完成滑转套103的高度精确调节。
所述的横臂108左端为开口结构并设有第二指针108.3,右端设有横臂圆盘108.1和第四指针108.2,横臂108左侧与滑转套103构成转动副,第二螺钉105可穿过滑转套103左侧的弧形孔使横臂108左端夹紧滑转套103左侧的扇形结构,从而实现横臂108的转动锁止,横臂108相对于滑转套103的转动角度可由第二指针108.3在第二刻度103.1上指示,横臂圆盘108.1上周向均布设有三个弧形孔,横摆杆113上端设有上刻度盘113.1,上刻度盘113.1上设有第四刻度和三个周向均布的螺纹孔,上刻度盘113.1可与横臂圆盘108.1构成转动副,并可由三个第四螺钉107进行锁止,横摆杆113相对于横臂108的转动角度可由第四指针108.2在第四刻度上指示,横摆杆113下端设有下刻度盘113.2,下刻度盘113.2上设有第五刻度和三个周向均布的螺纹孔,摆转架112左侧设有摆转架圆盘112.2和第五指针112.3,其上侧设有第六指针112.1,摆转架圆盘112.2上周向均布设有三个弧形孔,摆转架圆盘112.2可与下刻度盘113.2构成转动副,并可由三个第五螺钉114进行锁止,摆转架112相对于横摆杆113的转动角度可由第五指针112.3在第五刻度上指示,摆转头116上端为半圆板结构,半圆板结构上设有第六刻度116.1和弧形孔,半圆板结构与摆转架112右侧构成转动副,第六螺钉111穿过半圆板结构上的弧形孔后与摆转架112构成螺纹副,拧紧第六螺钉111可锁止摆转头116相对于摆转架112的转动,摆转头116相对于摆转架112的转动角度可由第六指针112.1在第六刻度116.1上指示,摆转头116下端设有螺纹杆116.2,用于连接扩展设备,螺母115与螺纹杆116.2构成螺纹副,用于锁紧扩展设备。
如图7至图14所示,所述的外壳201右端设有内花键201.1,侧面设有横开槽201.2和档位刻度201.4,横开槽201.2下方设有磁铁条201.5,外壳201左端设有螺纹孔201.3,其内部两侧壁水平设置有两条导轨,螺纹孔201.3与螺纹杆116.2构成螺纹副并通过螺母115锁紧构成双螺母防松结构,从而实现修整头机构2与定位架机构1末端的紧固连接,手轮222安装于外壳201上侧并构成转动副,第一锥齿轮221与手轮222下端同轴紧固连接,螺纹轴205右端设有螺纹结构,螺纹轴205安装于外壳201内部,并通过两个轴承与外壳201构成转动副,蜗轮204与螺纹轴205左端同轴紧固连接,蜗杆202水平安装于外壳201内部并构成转动副,蜗杆202与蜗轮204啮合构成蜗轮蜗杆传动结构,第四锥齿轮203同轴紧固安装于蜗杆202左端,打磨头206.2通过卡紧件206.1与电机206输出轴紧固连接,电机206固定安装于移动轴209右端,移动轴209左端设有的外花键与外壳201右端的内花键201.1配合安装,从而使移动轴209与外壳201构成移动副,移动轴209内部设有的螺纹孔与螺纹轴205右端配合安装构成螺纹传动结构,螺纹轴205转动后可驱动移动轴209向右和向左移动,从而实现打磨头206.2的进给和后退动作。
所述的第一传动锥轮207倾斜安装于外壳201内部并构成转动副,第一传动锥轮207的锥面上侧母线处于水平状态,第二锥齿轮208与第一传动锥轮207左端同轴紧固连接,第二锥齿轮208与第一锥齿轮221构成齿轮啮合传动,第二传动锥轮211倾斜安装于外壳201内部并构成转动副,第二传动锥轮211位于第一传动锥轮207上方,并且其下侧母线处于水平状态,第三锥齿轮210与第二传动锥轮211右端同轴紧固连接,第三锥齿轮210与第四锥齿轮203构成齿轮啮合传动。
滑动架220安装于外壳201内部,其右端位于横开槽201.2中,滑动架220左端设有的滑块结构和右端下侧设有的滑块结构分别与外壳201内部两侧壁的两条导轨配合安装,使滑动架220与外壳201构成移动副,滑动架220靠近中间位置设有圆孔220.1和长槽孔220.2,其右端设有档位指针220.3,第二保持杆216安装于圆孔220.1内构成转动副,两个传动齿轮216.1分别同轴紧固安装于第二保持杆216两端,第一保持杆212可在长槽孔220.2内滑动,驱动轮213位于第一保持杆212和第二保持杆216之间下侧,两个驱动齿轮213.1分别同轴紧固安装于驱动轮213两端,驱动轮213两端通过两个保持片214与第一保持杆212转动连接,并且驱动轮213两端还通过两个保持片214与第二保持杆216转动连接,使驱动齿轮213.1始终与传动齿轮216.1啮合,从动轮215位于第一保持杆212和第二保持杆216之间上侧,两个从动齿轮215.1分别同轴紧固安装于从动轮215两端,从动轮215两端通过两个保持片214与第一保持杆212转动连接,并且从动轮215两端还通过两个保持片214与第二保持杆216转动连接,使从动齿轮215.1始终与传动齿轮216.1啮合。
拉杆218左端与第一保持杆212构成转动副,并且拉杆218左端与滑动架220右侧之间安装有弹簧217,拉杆218右端与拨杆219上端构成转动副,拨杆219下端设有便于手握的横杆结构,横杆结构左端设有铁块219.1。
初始状态时,拨杆219处于竖直状态,磁铁条201.5紧紧吸附铁块219.1,从而使拨杆219的位置固定,拉杆218在弹簧217弹力作用下向左移动,从而使第一保持杆212在长槽孔220.2内向左滑动,在八个保持片214的推力作用下,驱动轮213向下移动并与第一传动锥轮207的上侧母线紧紧贴合,从动轮215向上移动并与第二传动锥轮211的下侧母线紧紧贴合。
所述的电机206可驱动打磨头206.2旋转,从而实现对模具表面的修整。
卡紧件206.1可将打磨头206.2与电机206输出轴紧固连接,拧松卡紧件206.1后可将打磨头206.2取下并根据模具材质和表面特性更换其他种类的打磨头。
对模具表面进行修整时,首先需调整定位架机构1中滑转套103的高度和各个关节的转动量,使打磨头206.2对准模具表面需要修正的位置,之后转动手轮222使打磨头206.2向前进给从而逐步完成对模具表面的修复。
顺时针转动手轮222后,第一锥齿轮221驱动第一传动锥轮207顺时针转动,第一传动锥轮207通过摩擦力使驱动轮213逆时针转动,从而逆时针转动的驱动齿轮213.1通过与传动齿轮216.1、从动齿轮215.1之间的齿轮啮合关系,驱动从动齿轮215.1和从动轮215逆时针转动,从动轮215又通过与第二传动锥轮211下侧母线摩擦传动的关系,驱动第二传动锥轮211和第三锥齿轮210顺时针转动,第三锥齿轮210驱动第四锥齿轮203和蜗杆202顺时针转动,蜗杆202驱动蜗轮204和螺纹轴205顺时针转动,在螺纹副的传动作用下,移动轴209向右移动,从而实现打磨头206.2向右移动进给,对模具表面进行修整;逆时针转动手轮222可实现打磨头206.2的后退。
当需要增大传动比以减慢进给速度时,首先将拨杆219向上扳动至水平状态,在此过程中,拉杆218拉动第一保持杆212向右移动,在八个保持片214的拉力作用下,驱动轮213向上移动并与第一传动锥轮207的上侧母线脱离接触,从动轮215向下移动并与第二传动锥轮211的下侧母线脱离接触,之后向右移动拨杆219至合适位置后,向下扳动拨杆219至竖直状态,使磁铁条201.5吸附铁块219.1,从而固定拨杆219和滑动架220的位置,此时驱动轮213与第一传动锥轮207的上侧母线紧紧贴合,从动轮215与第二传动锥轮211的下侧母线紧紧贴合,从而增大第一传动锥轮207与第二传动锥轮211之间的传动比,使打磨头206.2的进给速度减慢;反之,向左移动拨杆219的位置,可减小传动比以增大打磨头206.2的进给速度。
修整头机构2的进给传动比可由档位指针220.3在档位刻度201.4上指示。
“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
- 一种模具表面修复机床所用的修整头
- 一种模具修复机床所用的修整头