一种晶圆棒拼接用涂胶模板及其涂胶方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于太阳能单晶硅棒生产技术领域,尤其是涉及一种晶圆棒拼接用涂胶模板及其涂胶方法。
背景技术
降低切割成本是发展太阳能光伏生产技术的大趋势,而单刀切割满载量是降低切割成本的主要方式之一,因此线切设备中单刀切割晶圆棒整棒的棒长有标准要求,在定向划线取标准整棒的情况下,无法避免出现许多非标准的晶圆棒,这些非标准晶圆棒可一起拼接形成标准长度的。将非标准长度的晶圆棒拼接后形成长度与标准整棒长度一样的硅棒,可以进一步提高设备的满载量,降低非标准短晶圆棒的库存,进而降低生产成本。
目前在生产硅片过程中,需要先用金刚线切割去除晶圆棒的边皮料形成硅方棒,再将硅方棒用砂轮进行磨削加工,对硅方棒侧平面和倒角进行磨削。而晶圆棒拼接是在晶圆棒端面进行满面涂胶,即拼接后的胶液会填满整个拼缝空隙,但在去除晶圆棒边皮料以及在后续磨削加工时,拼接面上的胶液会附着在线切用的金刚线和磨削用的砂轮上,进而影响金刚线或砂轮的磨削速度,严重影响加工质量,使得金刚线和砂轮使用寿命也会大大减少。
目前也有在粘接时,仅在晶圆棒端面上四条棱线与端面交点围成的区域内涂覆胶液,但这种方式会使边皮料接触面没有粘接,导致去边皮料时各自分开落料,进而会出现很多碎料,导致后续收集边皮料比较困难,而且碎料会引进很多杂质,进而增加回收料的难度,提高加工成本。
发明内容
本发明提供一种晶圆棒拼接用涂胶模板及其涂胶方法,适用于各种型号的晶圆棒的粘接,解决了现有技术中涂胶结构不合理导致胶液会附着在线切用的金刚线和磨削用的砂轮上而影响硅方棒平面平整度加工的技术问题,保证加工质量,提高加工速度,降低生产成本。
为解决上述技术问题,本发明采用的技术方案是:
一种晶圆棒拼接用涂胶模板,包括本体,所述本体与晶圆棒结构相适配;所述本体侧面设有切割区,所述切割区将所述本体侧面分割成主区和副区,所述主区位于所述切割区内侧,所述副区位于所述切割区外侧,所述切割区和所述主区均与所述本体同轴设置;所述主区至少包括一个主涂胶区,所述主涂胶区面积之和小于所述主区面积且大于非所述主涂胶区面积之和;所述副区包括若干副涂胶区,所述副涂胶区面积之和小于所述副区面积;所述主涂胶区和所述副涂胶区靠近所述切割区的最小距离均不小于10mm。
进一步的,所述主涂胶区对称设置在所述主区内且与所述主区同轴心;置于所述主区中心位置的所述主涂胶区为实心结构。
进一步的,所述主涂胶区间隔设置在所述主区内,相邻所述主涂胶区之间的距离小于所述主涂胶区的宽度。
进一步的,所述主涂胶区为圆形或正方形结构。
进一步的,所述副涂胶区相对于所述副区轴线对称设置且均匀置于在所述本体边缘。
进一步的,所述副涂胶区为一体设置的长方形结构或椭圆形结构。
进一步的,所述副涂胶区为间隔设置的正方形或圆型结构。
进一步的,所述本体厚度为3-5mm;所述切割区为正方形结构,所述切割区与所述晶圆棒外壁棱线与所述晶圆棒端面相交的四个交点首位连接的形状重叠。
一种晶圆棒拼接用涂胶模板的涂胶方法,包括如上任一项所述的涂胶模板,在所述模板任一侧面划出所述切割区基线,并分别在所述主区和所述副区内划出所述主涂胶区基线和所述副涂胶区基线;依次在所述主涂胶区和所述副涂胶区内涂覆胶液。
进一步的,在涂覆所述主涂胶区时,先涂覆内侧所述主涂胶区再依次向外涂覆其它所述主涂胶区;在涂覆所述副涂胶区时,同向对所述副涂胶区进行涂覆。
本发明一种晶圆棒拼接用涂胶模板及其涂胶方法,适用于各种型号的硅圆棒的粘接,适普性好,解决了现有技术中涂胶结构不合理导致胶液会附着在线切用的金刚线和磨削用的砂轮上而影响硅方棒平面平整度加工的技术问题,本涂胶模板可控制胶液涂覆范围,避免在切割硅棒边皮料或磨削硅方棒时没有胶液粘接在金刚线或砂轮上,保证加工质量,提高加工速度,提高生产效率。
附图说明
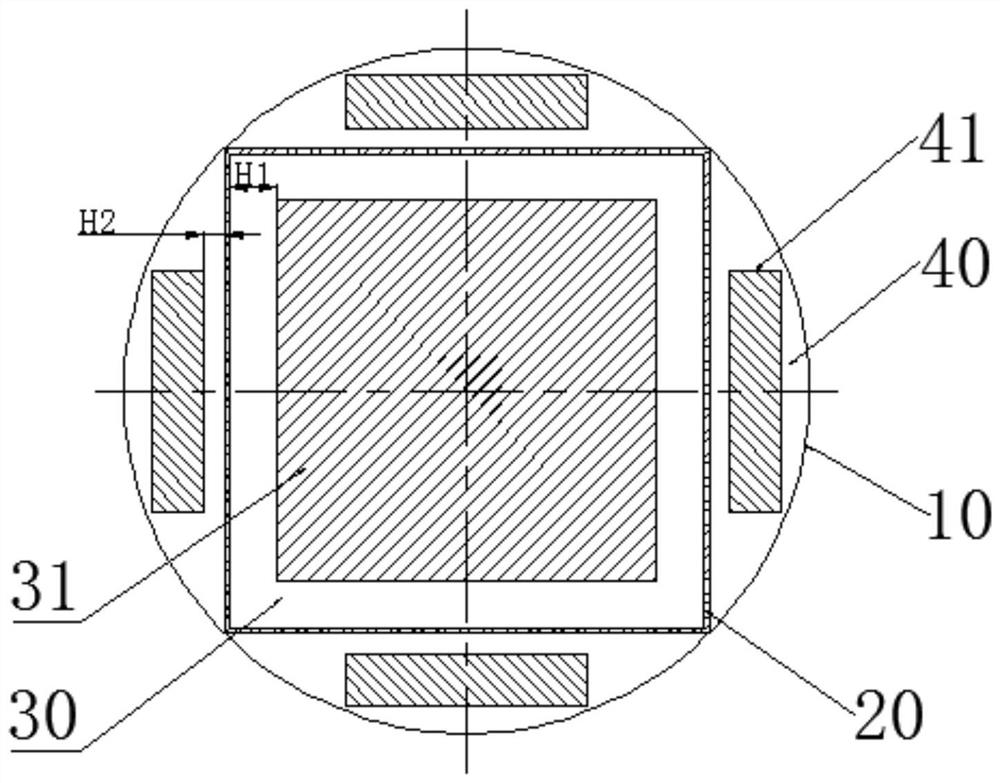
图1是本发明实施例一的涂胶模板的结构示意图;
图2是本发明实施例一的第二种主涂胶区的结构示意图;
图3是本发明实施例一的第二种副涂胶区的结构示意图;
图4是本发明实施例一的第三种副涂胶区的结构示意图;
图5是本发明实施例一的第四种副涂胶区的结构示意图;
图6是本发明实施例一的第五种副涂胶区的结构示意图;
图7是本发明实施例二的涂胶模板的结构示意图;
图8是本发明实施例二的第二种主涂胶区的结构示意图。
图中:
10、本体 20、切割区 30、主区
31、主涂胶区 40、副区 41、副涂胶区
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
实施例一:
本实施例提出一种晶圆棒拼接用涂胶模板,如图1所示,包括本体10,本体10与晶圆棒结构相适配,即本体10为圆形结构且直径与晶圆棒直径相同。本体10的任一侧面上设有切割区20,切割区20为正方形结构,与晶圆棒外壁棱线与晶圆棒端面相交的四个交点首位连接的形状重叠。晶圆棒的棱线即为晶棒生长的晶线,均匀分布在晶圆棒外壁周围,在晶圆棒去边皮时,金刚线是沿着晶圆棒外壁的四条棱线进行切割,去除棱线外侧的圆弧形边皮料,即获得端面为正方形的硅方棒,四条棱线围成的端面结构即为正方形结构,即为切割区20。切割区20将本体10的侧面分割成主区30和副区40,主区30位于切割区20内侧,副区40位于切割区20外侧,切割区20和主区30均与本体10同轴设置。
主区30内部设有一个正方形结构的主涂胶区31,主涂胶区31的面积小于主区30的面积且大于非主涂胶区31的面积,这是为了在保证有充足的粘接面积使相邻晶圆棒粘接牢固,且避免完全布满整个主区30。主涂胶区31相对于本体10的轴线对称设置且与本体10和主区30同轴心设置。正方形结构的主涂胶区31可保证相邻晶圆棒端面粘结时受胶液粘接力均匀且对称,布满主区30的大部分区域内,进而保证晶圆棒粘接效果;实心设置的主涂胶区31更有利于晶圆棒的粘接强度。进一步的,主涂胶区31的任一边距离切割区20的距离H1均不小于10mm,涂覆的胶液在被挤压时会向外扩散,要流出足够的空间避免胶液向外扩散而影响金刚线的切割,主涂胶区31的任一边距离切割区20的距离H1不小于10mm即可满足直径为Φ37mm的金刚线的加工。这一距离的限制可进一步满足在切割区20的直角处,当对硅方棒进行磨削去倒角时,砂轮也不会与胶液接触,进而可保证对晶圆棒的加工,避免去边皮料时胶液附着在金刚线上,同时也使得后续在加工硅方棒时也不会出现胶液附着在砂轮上。
进一步的,主涂胶区31也可以为一个圆形实心结构,如图2所示,圆形主涂胶区31的面积小于主区30的面积且大于非主涂胶区31的面积,这是为了在保证有充足的粘接面积使相邻晶圆棒粘接牢固,且避免完全布满整个主区30。进一步的,圆形主涂胶区31的外圆距离切割区20的距离H1均不小于10mm,涂覆的胶液在被挤压时会向外扩散,要流出足够的空间避免胶液向外扩散而影响金刚线的切割。这一距离的限制可进一步保证切割区20的正常加工,对晶圆棒的加工时,可避免去边皮料时胶液附着在金刚线上,同时也使得后续在加工硅方棒时也不会出现胶液附着在砂轮上;在对硅方棒进行磨削去倒角时,砂轮也不会与胶液接触,保证加工质量。
副区40包括四个圆弧形结构的面,均匀分散在切割区20的四周,在每个副区40上均设有一个副涂胶区41,四个副涂胶区41的面积之和小于副区40的面积,在副区40面积内,无需过多涂覆胶液,只需要满足晶圆棒边皮料的粘接一起,在被切割掉后,能一起下落,降低边皮料碎裂的风险,提高后续收集边皮料的效率。副涂胶区41的结构为长方形结构,且副副涂胶区41的长度沿切割区20的边长设置,即副涂胶区41平行于切割区20的边长设置,可增加边皮料粘接的范围,保证边皮料粘接的强度,进一步提高晶圆棒的粘接效果。任一副涂胶区41所在位置均于其所在的副区40都有一定间隙,且副涂胶区41靠近切割区20的最小距离不小于10m,其它位置的间隙小距离不小于5mm,目的是防止涂覆胶液过多,避免在去除边皮料时胶液粘附在金刚线上或在磨削硅方棒平面时胶液附着在砂轮上,保证线切割去除边皮料的切割效果以及磨削平面和倒角的磨削效果。在本实施例中,副涂胶区41均为封闭的结构,可进一步提高粘接效果。
进一步的,副涂胶区41的结构也可以是一组并行间隔设置的正方形结构,如图3所示;也可以是一组并行间隔设置的长方形结构,如图4所示;也可以是一组并行间隔设置的正方形和长方形,如图5所示;也可以是一个独立的椭圆形结构,如图6所示。无论副涂胶区41是何种结构设置,但必须保证在副涂胶区41的面积之和小于副区40的总面积的条件下,副涂胶区41相对于其所在圆弧面的中间轴线对称设置且同时两侧对位设置的圆弧面也必须对称设置,副区40中所有副涂胶区41的结构是统一结构,这一结构可保证副涂胶区41的粘接受力均匀且对称布置。
进一步的,在本实施例中,本体10的厚度为3-5mm,优选地,本体10为树脂板材料制成。在使用过程中,先在树脂板的本体10上,依次对主区30和副区40中的主涂胶区31和副涂胶区41进行涂胶,然后把涂胶面的模板与竖直放置的任一段晶圆棒上端面对齐接触,并使本体10上的切割区20与晶圆棒端面中的首尾连接的四个棱点所围成的正方形上下相对应设置,进而使涂覆在模板上的胶液粘附在该段晶圆棒的端面上;然后再将另一段晶圆棒的下端面与粘接有胶液的该段晶圆棒对准粘接,并用固化装置将上下段粘接面固定,固化一定时间后,再拆除固化装置,进而完成晶圆棒的粘接工作。
采用粘胶模板可对大尺寸晶圆棒端面进行胶液涂覆,适用于各种型号的硅圆棒的粘接,适普性好,不仅可有效控制胶液涂覆的范围,而且很容易操作,也没有搬运风险,同时粘胶模板还可以重复使用。同时涂有胶液的区域也可避免在去除边皮料时胶液粘附在金刚线上或在磨削硅方棒平面时胶液附着在砂轮上,保证线切割去除边皮料的切割效果以及磨削平面和倒角的磨削效果,粘接效果好且粘接效率高。
一种晶圆棒拼接用涂胶模板的涂胶方法,包括如上所述的涂胶模板,具体步骤如下:
首先:在模板的任一本体10的侧面划出切割区20的基线,使切割区20的内侧区域为主区30,切割区20外侧的区域为副区40。进而分别在主区30和副区40内划出主涂胶区31基线和副涂胶区41基线。主涂胶区31的结构如图1或图2所示,副涂胶区41的结构如图1、图3、图4、图5或图6中任一图中的结构均可,但必须保证所有副涂胶区41的结构是统一结构。在本实施例中,刻基线可用市面上任一种自动刻线机进行刻绘,在此省略。
其次:配置涂覆胶液,具体地,用A、B型胶以1:1的配置比例混合形成粘胶液,配胶15分钟内涂抹在模板上。
最后:依次在主涂胶区31和副涂胶区41内涂覆胶液。
具体地,先对主涂胶区31进行涂覆胶液,在主涂胶区31上先涂覆胶液,涂覆完成后再对副涂胶区41进行涂覆胶液。涂覆副涂胶区41时,同向顺次对副涂胶区41进行涂覆,直至涂覆完全。
进而完成涂胶模板的涂胶工作,涂胶完成后,再用涂胶模板进行下一步的粘接工作。
实施例二:
如图7所示,与实施例一相比,本实施例最大的区别在于,在主区30内设有若干同轴心设置的主涂胶区31,主涂胶区31为正方形结构,主涂胶区31的中心位置为实心设置的结构,置于中心位置之外的主涂胶区31均为中空结构的正方形且交替间隙设置,即置于中心位置之外的主涂胶区31的边长尺寸逐渐等距离增大且每一层的主涂胶区31的宽度均相同,相邻主涂胶区31的间隙距离均相同,直径逐渐且主涂胶区31,相邻主涂胶区31的距离小于主涂胶区31的宽度。这一结构不仅保证了主涂胶区31的面积之和大于非主涂胶区31的面积之和,而且还可保证在满足粘接的强度条件下,节约胶液量,同时间隔交替设置的主涂胶区31可保证晶圆棒在粘接挤压时有一定的间隙空间使胶液移动,避免粘结时出现堆结。
在本实施例中,主涂胶区31也可以为圆形结构,如图8所示,即若干圆形结构的主涂胶区31同轴心交替间隙设置,即,主涂胶区31的中心位置为实心设置的圆形结构,置于中心位置之外的主涂胶区31均为环形结构且交替间隙设置;置于中心位置之外的主涂胶区31的直径尺寸逐渐等距离增大且每一层的主涂胶区31的宽度均相同,相邻主涂胶区31的间隙距离均相同,直径逐渐且主涂胶区31,相邻主涂胶区31的距离小于主涂胶区31的宽度。
在此实施例中,最外层的主涂胶区31距离切割区20边的最小距离H1均不小于10mm,目的是防止涂覆胶液过多,避免在去除边皮料时胶液粘附在金刚线上或在磨削硅方棒平面时胶液附着在砂轮上,保证线切割去除边皮料的切割效果以及磨削平面和倒角的磨削效果。
在本实施例中,副区40中的副涂胶区41均为封闭的长方形结构如图7所示,或为封闭的椭圆形结构,如图8所示,具体内容如实施例一所述,在此省略。当然,副涂胶区41的结构也可以是如图3所示的一组并行间隔设置的正方形结构、也可以是如图4所示的一组并行间隔设置的长方形结构、也可以是如图5所示的一组并行间隔设置的正方形和长方形,在此省略附图,不再详述。
本实施例设计的模板,不仅可保证晶圆棒端面粘接的强度,而且还可最大限度地减少胶液的使用量,避免晶圆棒在粘结时出现胶液堆积。同时涂有胶液的区域也可避免在去除边皮料时胶液粘附在金刚线上或在磨削硅方棒平面时胶液附着在砂轮上,保证线切割去除边皮料的切割效果以及磨削平面和倒角的磨削效果。
一种晶圆棒拼接用涂胶模板的涂胶方法,包括如上所述的涂胶模板,具体步骤如下:
首先:在模板的任一本体10的侧面划出切割区20的基线,使切割区20的内侧区域为主区30,切割区20外侧的区域为副区40。进而分别在主区30和副区40内划出主涂胶区31基线和副涂胶区41基线。主涂胶区31的结构如图7或图8所示,副涂胶区41的结构如图7、图8、图3、图4或图5中任一结构均可,但必须保证所有副涂胶区41的结构是统一结构。在本实施例中,刻基线可用市面上任一种自动刻线机进行刻绘,在此省略。
其次:配置涂覆胶液,具体地,用A、B型胶以1:1的配置比例混合形成粘胶液,配胶15分钟内涂抹在模板上。
最后:依次在主涂胶区31和副涂胶区41内涂覆胶液。
具体地,先对主涂胶区31进行涂覆胶液,在主涂胶区31上先涂覆胶液时,先由中心位置的主涂胶区31向外依次进行涂胶,且每一层的涂胶方向一致,即均是顺时针涂胶或均是逆时针涂胶,保证涂胶方向的一致性。涂覆完成后再对副涂胶区41进行涂覆胶液,涂覆副涂胶区41时,同向顺次对副涂胶区41进行涂覆,直至涂覆完全。
进而完成涂胶模板的涂胶工作,涂胶完成后,再用涂胶模板进行下一步的粘接工作。
1、采用本发明设计的涂胶模板,适用于各种型号的硅圆棒的粘接,适普性好,不仅可有效控制胶液涂覆的范围,而且很容易操作,也没有搬运风险,同时粘胶模板还可以重复使用。
2、采用涂胶模板设计的结构,不仅可保证晶圆棒端面粘接的强度,而且还可最大限度地减少胶液的使用量,避免晶圆棒在粘结时出现胶液堆积。
3、同时涂有胶液的区域可避免在去除边皮料时胶液粘附在金刚线上或在磨削硅方棒平面时胶液附着在砂轮上,保证线切割去除边皮料的切割效果以及磨削平面和倒角的磨削效果,粘接效果好且粘接效率高;进而可保证加工质量,提高加工速度,提高生产效率。
以上对本发明的实施例进行了详细说明,所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
- 一种晶圆棒拼接用涂胶模板及其涂胶方法
- 一种晶圆棒拼接用涂胶模板