一种防蓝光防紫外线聚酯薄膜及制备方法与应用
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及复合薄膜技术领域,更具体的说是涉及一种防蓝光防紫外线聚酯薄膜及其制备方法与应用。
背景技术
长期暴露在蓝光下,容易造成眼睛伤害,特别是引起黄斑部病变。具体的,蓝光能穿透晶状体到达视网膜,对其造成光学损害,加速黄斑区细胞的氧化,产生大量自由基,导致白内障,黄斑区退化;另外,蓝光可直达视网膜,造成近视,其还可激发人体内褐色色素,是皮肤产生黄斑、雀斑的重要原因同时,蓝光还能够引发视觉模糊,导致视觉疲劳,使人患有VDT综合征等病症。
此外,紫外辐射对眼睛会产生伤害,诱发皮肤癌变,强烈的紫外辐射能够损伤眼组织,导致结膜炎,损害角膜、晶状体,是白内障的主要诱因。
目前,为降低环境中的蓝光及紫外线对人体的伤害,具有防蓝光或防紫外线功能的镜片及聚酯薄膜等产品相继出现。而现有技术中,部分防蓝光聚酯薄膜是利用光折射的原理,使薄膜折叠800层以上,在光的折射过程中过滤掉一部分蓝色光波,但以上现有技术只能过滤蓝光,其不能够阻隔紫外线。此外,部分防蓝光薄膜主要是通过在聚酯薄膜表面涂布的方式进行制备,即在聚酯薄膜表面涂上阻隔紫外线和阻隔蓝光的涂层,进而使得聚脂薄膜能够在阻隔蓝光的同时阻隔紫外线。但上述涂布的方式生产成本高,损耗大,且涂布过程中二次污染严重。
因此,如何提供一种能够同时具有防蓝光以及防紫外线功能,且生产成本低、环保的聚酯薄膜是本领域技术人员亟需解决的技术问题。
发明内容
有鉴于此,本发明提供了一种环保、生产成本低且能够同时防蓝光以及防紫外线的聚脂薄膜及其制备方法与应用。
为了实现上述目的,本发明采用如下技术方案:
一种防蓝光防紫外线聚酯薄膜,其特征在于,包括依次层叠的A层、B层和C层聚脂薄膜;
其中,所述A层聚酯薄膜和C层聚酯薄膜均包括以下重量份数的原料:聚酯切片30-50份和开口剂50-70份;
所述B层聚酯薄膜包括以下重量份数的原料:聚酯切片50-80份,紫外线吸收剂10-15份,防蓝光添加剂10-15份和蓝光吸收剂5-10份。
有益效果:本发明通过在中间层B层添加防蓝光添加剂以及防紫外线添加剂,使得聚脂薄膜同时具有防蓝光以及防紫外线的技术效果,并且,本发明在表层A层与C层添加开口剂,使得聚脂薄膜具有防粘以及高透光率的效果。此外,本发明中的产品在阳光下能够发出蓝光,具有炫光效果。
优选的,所述聚酯切片包括PET切片。
有益效果:以PET为原料,经双向拉伸后能够得到聚酯薄膜。
优选的,所述开口剂包括聚酯99.68份-99.72份和防粘添加剂0.28份-0.32份;所述防粘添加剂为二氧化硅、高岭土和硫酸钡以任意比例混合的混合物。。
有益效果:本发明中的开口剂能够令聚脂薄膜具有防粘性,同时使得薄膜具有高透光率,低雾度,高清晰度,使其能够应用于显示屏贴膜、汽车贴膜等产品的制备。
优选的,所述紫外线吸收剂包括聚酯80-90份,巴斯夫TINUVIN 2343-6份,UVP-3273-6份和巴斯夫TINUVIN15773-6份。
有益效果:本发明中的紫外线吸收剂能够有效吸收紫外线,进而降低紫外线对人体的伤害。
优选的,所述蓝光吸收剂包括聚酯90-95份、黄1801份-10份和黄163 1份-10份。
有益效果:其中,黄180为巴斯夫180黄,黄163的CAS号为:13676-91-0;106768-99-4,为宁波龙欣色粉,本发明中使用的黄色色粉能够作为蓝光吸收剂对环境中的蓝光进行吸收。
一种防蓝光防紫外线聚酯薄膜的制备方法,其特征在于,包括以下步骤:
S1:A层聚酯薄膜母粒与C层聚酯薄膜母粒的制备:
S11:将聚酯切片研磨后与开口剂剪切混合,得到混合物A;
S12:将所述混合物A传输至双螺杆挤出机中熔融、挤出,冷却至60℃以下后切粒,得到A层聚酯薄膜母粒和C层聚酯薄膜母粒;
S2:B层聚酯薄膜母粒制备:
S21:将聚酯切片研磨后与防蓝光添加剂、蓝光吸收剂以及紫外线吸收剂以3000r/min的速度剪切混合,得到混合物B;
S22:将所述混合物B传输至双螺杆挤出机中熔融、挤出,冷却至60℃以下后切粒,得到B层聚脂薄膜母粒;
S3:共挤聚脂薄膜制备:
将所述A层聚酯薄膜母粒、B层聚酯薄膜母粒和C层聚脂薄膜母粒进行预结晶,将三种预结晶产品干燥至水分含量40ppm以下后进行多层共挤、过滤,然后进行铸片、纵向拉伸、横向拉伸,并定型后冷却收卷,即得到防蓝光防紫外线聚酯薄膜。
其中,多层共挤为A,B,C三层是通过三个挤出机将各自的材料熔融后,通过模头合成一张薄膜,进而得到具有三层结构的薄膜。
有益效果:本发明中的薄膜是A、B、C三层通过共挤技术得到的,其制备方法简单易操作,便于工业化生产。
优选的,步骤S12中所述挤出为利用双螺杆挤出机挤出,所述挤出温度为:1区265-275℃,2区265-275℃,3区265-270℃,4区265-270℃,5区265-270℃,6区265-270℃,7区265-270℃,8区265-275℃。
有益效果:通过上述挤出条件最终得到A层和C层聚脂薄膜母粒,便于母粒进行预结晶以及共挤出工艺。
优选的,步骤S22中所述挤出压力≤7MPa压差,抽真空度为5-7bar,所述切粒为4±1mm*3±1mm*3±1mm的颗粒;
所述挤出为利用单螺杆挤出机挤出,所述挤出温度为:1区275-285℃,2区275-285℃,3区275-285℃,4区260-270℃,5区250-260℃,6区250-260℃,7区250-260℃,8区275-285℃。
有益效果:上述挤出条件最终得到B层聚脂薄膜母粒,便于母粒进行预结晶以及共挤出工艺。
优选的,步骤S3中所述预结晶为160-180℃结晶25-35min;所述干燥为150-170℃干燥3.5-4.5h;所述多层共挤为在250-280℃使原材料融化后挤出;所述铸片温度为15-30℃;所述纵向拉伸温度为75-85℃,拉伸比3.0-3.5;所述横向拉伸温度为105-140℃,拉伸比3.5-4.0;所述定型为230-250℃下使薄膜快速结晶;所述冷却温度为40-70℃。
有益效果:本发明步骤S3能够使得A、B、C层共挤出直接得到防蓝光防紫外线聚酯薄膜,其制备方法简单,便于进行操作。
一种防蓝光防紫外线聚酯薄膜在制备手机贴膜、汽车贴膜、显示屏贴膜以及装饰品中的应用。
有益效果:本发明提供的产品在阳光下发出蓝光,具有炫光效果,能够应用于装饰品达到一定的装饰效果,其应用于屏幕贴膜能够有效防止屏幕中发出的蓝光对人体造成伤害,应用于汽车贴膜能够有效防止太阳光中的蓝光与紫外线对人体造成伤害。
经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种防蓝光防紫外线聚脂薄膜及其制备方法与应用,其中,本发明提供的聚脂薄膜同时具有防蓝光以及防紫外线的技术效果,并且,本发明在表层A层与C层添加开口剂,使得聚脂薄膜具有防粘以及高透光率的效果,使得产品便于清理以及能够应用于显示屏贴膜等产品的制备。此外,本发明中的产品在阳光下能够发出蓝光,具有炫光效果,提高了产品的美观度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
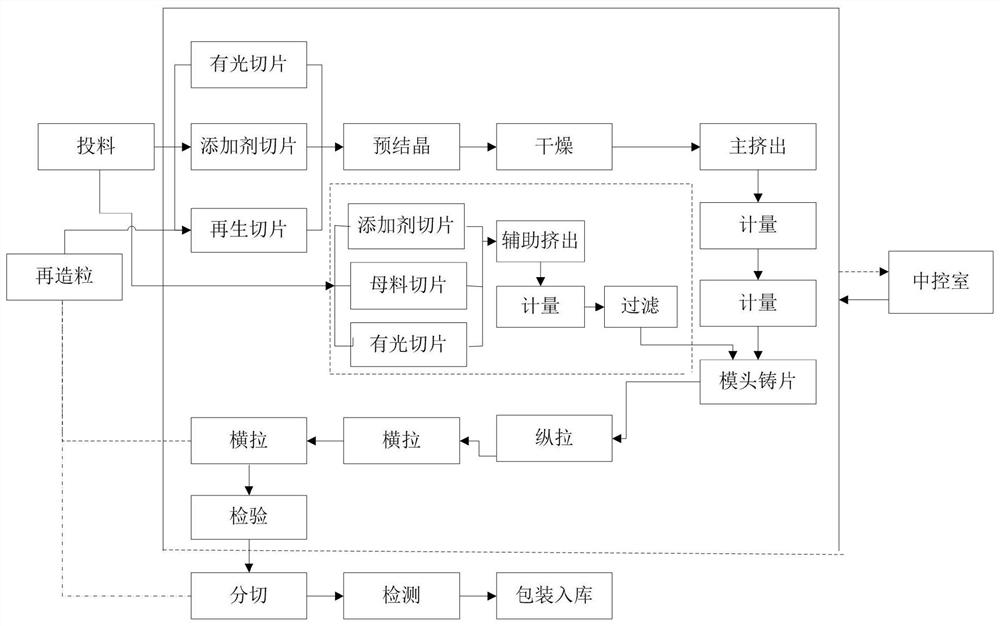
图1附图为本发明实施例中防蓝光防紫外线聚脂薄膜工艺流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
下面通过具体实施案例对本发明中的技术方案进行进一步解释说明。
实施例1
一种防蓝光防紫外线聚酯薄膜,包括依次层叠的A层聚酯薄膜、B层聚酯薄膜和C层聚脂薄膜;A层聚酯薄膜和C层聚酯薄膜包括以下重量份数的原料:聚酯切片30份,开口剂70份;其中,开口剂包括以下重量份数的原料:聚酯99.72份,任意比例的二氧化硅和高岭土、硫酸钡混合物2800ppm。
B层聚酯薄膜包括以下重量份数的原料:聚酯切片65份,紫外线吸收剂12份,二苯乙烯基双苯并噁唑15份,蓝光吸收剂8份;
其中,紫外线吸收剂包括以下重量份数的原料:聚酯90份,巴斯夫TINUVIN 2343份,UVP-3273份和巴斯夫TINUVIN15774份。
蓝光吸收剂包括以下重量份数的原料:聚酯95份、黄1801份、黄1634份。
一种防蓝光防紫外线聚酯薄膜的制备方法,结合图1所示防蓝光防紫外线聚脂薄膜工艺流程示意图,包括以下步骤:
S1:A层聚酯薄膜母粒与C层聚酯薄膜母粒的制备:
S11:将聚酯切片研磨后与开口剂剪切混合,得到混合物A;
S12:将混合物A传输至双螺杆挤出机中熔融后挤出,挤出温度为:1区270℃,2区270℃,3区268℃,4区268℃,5区268℃,6区267℃,7区267℃,8区270℃。挤出完成后冷却至60℃以下后切粒,得到A层聚酯薄膜母粒和C层聚酯薄膜母粒;
S2:B层聚酯薄膜母粒制备:
S21:将聚酯切片研磨后与防蓝光添加剂、蓝光吸收剂以及紫外线吸收剂以3000r/min的速度剪切混合,得到混合物B;
S22:将混合物B传输至单螺杆挤出机中熔融、挤出,
且挤出压力≤7MPa压差,抽真空度为5-7bar,切粒为4±1mm*3±1mm*3±1mm的颗粒;
挤出温度为:1区280℃,2区280℃,3区280℃,4区265℃,5区255℃,6区255℃,7区255℃,8区280℃。挤出后冷却至60℃以下后切粒,得到B层聚脂薄膜母粒;
S3:共挤聚脂薄膜制备:
将A层聚酯薄膜母粒、B层聚酯薄膜母粒和C层聚脂薄膜母粒在170℃预结晶30min,将三种预结晶产品在160℃下干燥4h,直至水分含量40ppm以下在265℃使原材料融化后挤出、过滤,然后在23℃铸片后升温至80℃下纵向拉伸,保持拉伸比3.0-3.5,然后升温至120℃横向拉伸,拉伸比3.5-4.0,最后再升温至240℃下使薄膜快速结晶进行定型后冷却至55℃收卷,即得到防蓝光防紫外线聚酯薄膜。
以上实施例中得到的防蓝光防紫外线聚脂薄膜能够对380nm光线阻隔99份以上,对420nm光线阻隔82份,对460nm光线阻隔30份,且其雾度达到1.9份,清晰度为99.0份。
实施例2
一种防蓝光防紫外线聚酯薄膜,包括依次层叠的A层聚酯薄膜、B层聚酯薄膜和C层聚脂薄膜;A层聚酯薄膜和C层聚酯薄膜包括以下重量份数的原料:聚酯切片50份,开口剂50份;其中,开口剂包括以下重量份数的原料:聚酯99.68份,任意比例的二氧化硅和高岭土、硫酸钡混合物3200ppm。
B层聚酯薄膜包括以下重量份数的原料:聚酯切片72份,紫外线吸收剂10份,二苯乙烯基双苯并噁唑10份,蓝光吸收剂8份,
其中,紫外线吸收剂包括以下重量份数的原料:聚酯82份,巴斯夫TINUVIN 2346份,UVP-3276份和巴斯夫TINUVIN15776份。
蓝光吸收剂包括以下重量份数的原料:聚酯90份、黄1805份、黄1635份。
一种防蓝光防紫外线聚酯薄膜的制备方法,结合图1所示防蓝光防紫外线聚脂薄膜工艺流程示意图,包括以下步骤:
S1:A层聚酯薄膜母粒与C层聚酯薄膜母粒的制备:
S11:将聚酯切片研磨后与开口剂剪切混合,得到混合物A;
S12:将混合物A传输至双螺杆挤出机中熔融后挤出,挤出温度为:1区275℃,2区275℃,3区270℃,4区270℃,5区270℃,6区269℃,7区269℃,8区275℃。挤出完成后冷却至60℃以下后切粒,得到A层聚酯薄膜母粒和C层聚酯薄膜母粒;
S2:B层聚酯薄膜母粒制备:
S21:将聚酯切片研磨后与防蓝光添加剂、蓝光吸收剂以及紫外线吸收剂以3000r/min的速度剪切混合,得到混合物B;
S22:将混合物B传输至单螺杆挤出机中熔融、挤出,
且挤出压力≤7MPa压差,抽真空度为5-7bar,切粒为4±1mm*3±1mm*3±1mm的颗粒;
挤出温度为:1区285℃,2区285℃,3区285℃,4区270℃,5区260℃,6区260℃,7区260℃,8区285℃。挤出后冷却至60℃以下后切粒,得到B层聚脂薄膜母粒;
S3:共挤聚脂薄膜制备:
将A层聚酯薄膜母粒、B层聚酯薄膜母粒和C层聚脂薄膜母粒在180℃预结晶25min,将三种预结晶产品在170℃下干燥3.5h,直至水分含量40ppm以下在280℃使原材料融化后挤出、过滤,然后在30℃铸片后升温至85℃纵向拉伸,保持拉伸比3.0-3.5,然后升温至140℃横向拉伸,拉伸比3.5-4.0,最后再升温至250℃下使薄膜快速结晶进行定型后冷却至40℃收卷,即得到防蓝光防紫外线聚酯薄膜。
以上实施例中得到的防蓝光防紫外线聚脂薄膜能够对380nm光线阻隔99份以上,对420nm光线阻隔70份,对460nm光线阻隔30份,且其雾度达到1.5份,清晰度为99.2份。
实施例3
一种防蓝光防紫外线聚酯薄膜,包括依次层叠的A层聚酯薄膜、B层聚酯薄膜和C层聚脂薄膜;A层聚酯薄膜和C层聚酯薄膜包括以下重量份数的原料:聚酯切片40份,开口剂60份;其中,开口剂包括以下重量份数的原料:聚酯99.70份,任意比例的二氧化硅和高岭土、硫酸钡混合物3000ppm。
B层聚酯薄膜包括以下重量份数的原料:聚酯切片80份,紫外线吸收剂7份,二苯乙烯基双苯并噁唑7份,蓝光吸收剂6份,
其中,紫外线吸收剂包括以下重量份数的原料:聚酯85份,巴斯夫TINUVIN 2346份,UVP-3275份和巴斯夫TINUVIN15774份。
蓝光吸收剂包括以下重量份数的原料:聚酯90份、黄1805份、黄1635份。
一种防蓝光防紫外线聚酯薄膜的制备方法,结合图1所示防蓝光防紫外线聚脂薄膜工艺流程示意图,包括以下步骤:
S1:A层聚酯薄膜母粒与C层聚酯薄膜母粒的制备:
S11:将聚酯切片研磨后与开口剂剪切混合,得到混合物A;
S12:将混合物A传输至双螺杆挤出机中熔融后挤出,挤出温度为:1区267℃,2区267℃,3区266℃,4区266℃,5区266℃,6区265℃,7区265℃,8区267℃。挤出完成后冷却至60℃以下切粒,得到A层聚酯薄膜母粒和C层聚酯薄膜母粒;
S2:B层聚酯薄膜母粒制备:
S21:将聚酯切片研磨后与防蓝光添加剂、蓝光吸收剂以及紫外线吸收剂以3000r/min的速度剪切混合,得到混合物B;
S22:将混合物B传输至单螺杆挤出机中熔融、挤出,
且挤出压力≤7MPa压差,抽真空度为5-7bar,切粒为4±1mm*3±1mm*3±1mm的颗粒;
挤出温度为:1区275℃,2区275℃,3区275℃,4区260℃,5区250℃,6区250℃,7区250℃,8区275℃。挤出后冷却至60℃以下后切粒,得到B层聚脂薄膜母粒;
S3:共挤聚脂薄膜制备:
将A层聚酯薄膜母粒、B层聚酯薄膜母粒和C层聚脂薄膜母粒在180℃预结晶25min,将三种预结晶产品在170℃下干燥3.5h,直至水分含量40ppm以下在280℃使原材料融化后挤出、过滤,然后在15℃铸片后升温至75℃纵向拉伸,保持拉伸比3.0-3.5,然后升温至105℃横向拉伸,拉伸比3.5-4.0,最后再升温至230℃下使薄膜快速结晶进行定型后冷却至70℃收卷,即得到防蓝光防紫外线聚酯薄膜。
以上实施例中得到的防蓝光防紫外线聚脂薄膜能够对380nm光线阻隔98份,对420nm光线阻隔61份,对460nm光线阻隔23份,且其雾度达到1.7份,清晰度为99.1份。
对比例1
一种防蓝光防紫外线聚酯薄膜,包括依次层叠的A层聚酯薄膜、B层聚酯薄膜和C层聚脂薄膜;
与实施例1不同的是:
A层聚酯薄膜和C层聚酯薄膜包括以下重量份数的原料:聚酯切片70份,开口剂30份。
B层聚酯薄膜包括以下重量份数的原料:聚酯切片85份,紫外线吸收剂5份,二苯乙烯基双苯并噁唑5份,蓝光吸收剂5份,
以上实施例中得到的防蓝光防紫外线聚脂薄膜能够对380nm光线阻隔96份,对420nm光线阻隔50份,对460nm光线阻隔20份,且其雾度为1.3份,清晰度为99.0份。
对比例2
一种防蓝光防紫外线聚酯薄膜,包括依次层叠的A层聚酯薄膜、B层聚酯薄膜和C层聚脂薄膜;
与实施例1不同的是:
A层聚酯薄膜和C层聚酯薄膜包括以下重量份数的原料:聚酯切片25份,开口剂75份;
B层聚酯薄膜包括以下重量份数的原料:聚酯切片65份,紫外线吸收剂12份,二苯乙烯基双苯并噁唑15份,蓝光吸收剂8份。
以上实施例中得到的防蓝光防紫外线聚脂薄膜能够对380nm光线阻隔96份,对420nm光线阻隔50份,对460nm光线阻隔20份,且其雾度为1.3份,清晰度为99.0份。
经由以上实施例与对比例可知,本发明中通过调整聚酯与添加剂之间的添加比例,使得产品在保证雾度及清晰度的前提下,能够对紫外线以及蓝光的阻隔效果达到最优。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种防蓝光防紫外线聚酯薄膜及制备方法与应用
- 一种防紫外线防蓝光的中草药组合物、化妆品及制备方法