一种高温合金金相试样的制备方法
文献发布时间:2023-06-19 11:16:08
技术领域
本发明属于高温合金金相试样的制备技术领域,具体涉及一种使用自动磨抛机制备高温合金金相试样的方法。
背景技术
高温合金一般以铁、镍、钴等为基体,加入一定的合金元素,能在 600℃以上的高温及一定应力作用下长期工作的一类金属材料,具有较高的高温强度、良好的抗氧化性和抗腐蚀性能、良好的疲劳性能、断裂韧性等综合性能。
高温合金的优良性能与高温合金中的碳化物息息相关,碳化物的形态、分布、尺寸等决定了高温合金的性能,因此有必要对高温合金中的碳化物进行研究。通过金相显微镜观察高温合金中的碳化物是最基础的研究之一。研究级自动金相显微镜可以通过碳化物与基体之间的灰度差异自动识别出碳化物颗粒、通过像素点自动计算碳化物颗粒的尺寸等信息,这些信息对研究高温合金的性能至关重要。但往往因为试样制备不良,研究级自动金相显微镜在对碳化物颗粒的识别及计算时会存在较大的误差。比如,由于污染物的颜色与碳化物的灰度相近,很容易将污染物也识别为碳化物;磨抛过程中导致碳化物破碎,本来应该是一颗大尺寸的碳化物,被识别成了多颗小尺寸碳化物。
因此,采用研究级自动金相显微镜对高温合金中的碳化物进行评判前,必须通过良好的制样方法将碳化物准确无误地制备出来。
现有技术中,高温合金金相试样的制备难点在于既要让碳化物清晰地显示出来,又不允许存在划痕、污染物、碳化物破碎、剥落等现象,以免检测的时候出现假象。目前,主要采用手工制样的方法,总会出现上述各种各样的问题,严重影响碳化物观察的准确性。
因此,开发自动制样的方法让碳化物清晰地显示出来,同时消除其他干扰金相试样检测的因素,将有利于提高高温合金中的碳化物检测的准确性。
发明内容
为了解决现有技术中存在的问题,本发明提供一种使用自动磨抛机制备高温合金金相试样的方法,利用该方法制备的金相试样,可以清晰地观察到高温合金中的碳化物颗粒,且碳化物边缘无污染物、碳化物无破碎、剥落等现象,能够实现对碳化物颗粒的准确识别,提高碳化物检测的准确性。
为了实现上述目的,本发明采用了以下技术方案:
一种高温合金金相试样的制备方法,包括如下步骤:
步骤一:根据检测需求及自动磨抛机夹具座大小切割以得到待磨抛试样。
步骤二:将切割好的待磨抛试样固定在自动磨抛机的夹具座上。
步骤三:在自动磨抛机上设置磨抛参数。
步骤四:开启自动磨抛机,按照预设参数开始磨抛;
步骤五:磨抛结束后立即取下试样,对试样进行清洗、吹干,得到金相试样;
其中,所述步骤四中,所述磨抛经过粗磨、精磨、粗抛、精抛四个工序,在磨抛过程中,磨抛盘与夹具座同向旋转。
本发明中,自动磨抛机在粗磨、精磨过程中,对待磨抛试样进行磨制的盘称为磨盘,在粗抛、精抛过程中,对待磨抛试样进行抛光的盘称为抛盘,为方便起见,在整个磨抛过程中,将磨盘和抛盘统称为磨抛盘。
本发明中,磨盘和抛盘的尺寸、形状是一样的。只是在不同过程中,磨抛盘选用的材质不一样。
上述制备方法中,作为一种优选实施方式,粗磨过程选用的磨盘是砂轮盘。
上述制备方法中,作为一种优选实施方式,精磨过程选用的磨盘是金刚石磨盘。
上述制备方法中,作为一种优选实施方式,待磨抛试样进行抛光选用的抛盘是不同材质的布,配合不同粒度的金刚石抛光液进行抛光使用。
试样在磨抛过程中,主要是依靠磨料中的硬质颗粒将试样表层去除,不同粒度的磨料去除试样表层的深度不同,类似于冷加工过程;在冷加工过程中,试样表面均会产生一层加工硬化现象,严重时会出现明显的变形;变形主要体现在组织和碳化物等第二相上。磨抛盘与夹具座同向旋转时,试样与磨料之间相对摩擦力较小,反向旋转时试样与磨料之间的相对摩擦力较大。因此,与反向旋转磨抛相比,同向旋转磨抛后试样表面变形层较薄。
由于反向旋转会加剧磨制试样过程中去应力效果,影响试样磨制效果;相对反向旋转产生的去应力或夹具座固定、磨抛盘旋转产生的去应力而言,同向旋转产生的去应力效果更好;此外,反向旋转,即,旋转方向不一致时,相对磨削力更大,对于高温合金制样来说,容易使碳化物破碎,从而导致检测不准确;而同向旋转,即,旋转方向一致可以避免高温合金试样在磨抛过程中的碳化物破碎,从而保证检测结果的准确想性。因而,本发明采用磨抛盘与夹具座同向旋转。
上述制备方法中,作为一种优选实施方式,所述粗磨、精磨、粗抛和精抛过程中,磨抛盘的直径为300mm,夹具座的直径为160mm。
上述制备方法中,作为一种优选实施方式,所述步骤一中,所述待磨抛试样取样部位及取样大小根据相应的产品检测标准确认,待磨抛试样的大小需与自动磨抛机的夹具座匹配,尽可能填充夹具座的孔型,并能牢固地固定;其中,所述匹配是使待磨抛试样规格符合夹具座设定的试样大小,这样不会因为试样过大或者过小而无法被夹具座固定。
上述制备方法中,作为一种优选实施方式,所述步骤二中,所述待磨抛试样固定在自动磨抛机的夹具座上,保证所述待磨抛试样在制备过程中不会脱落;所述待磨抛试样的待检测面朝下,并尽可能地处于水平位置。优选地,为了使试样能够处于水平位置,加工过程中运用平面磨床对多个试样进行同一方向面磨削,保证试样两个对立面平行且多个试样大小尺寸一致。
上述制备方法中,作为一种优选实施方式,所述步骤二中,所述夹具座可以设计成圆形的,也可设计成非圆形的(比如:八边形、六边形),优选地,所述夹具座为圆形夹具座,以保证在磨制试样的过程中夹具座绕中心轴旋转时可以得到更好的平衡性能。
上述制备方法中,作为一种优选实施方式,所述步骤二中,在装载待磨抛试样时,保持所装载的待磨抛试样对称放置。
上述制备方法中,作为一种优选实施方式,所述步骤二中,采用螺栓将切割好的待磨抛试样固定在自动磨抛机的夹具座上。
上述制备方法中,作为一种优选实施方式,所述步骤三中,所述设置磨抛参数包括设置粗磨工序参数、精磨工序参数、粗抛工序参数、精抛工序参数。
上述制备方法中,作为一种优选实施方式,所述步骤三中,所述粗磨工序参数设置如下:所述粗磨的磨削量为0.5mm~2mm(例如,1mm、 1.5mm),优选1mm;磨制力为200N~400N(例如,250N、280N、300N、 320N、350N、380N),优选300N;砂轮盘的转速为1000rpm~2000rpm(比如1200rpm、1400rpm、1600rpm、1800rpm),优选1500rpm;夹具座的转速为100rpm~200rpm(例如120rpm、140rpm、160rpm、180rpm),优选150rpm。
上述制备方法中,作为一种优选实施方式,所述步骤三中,所述精磨工序参数设置如下:所述精磨的磨制时间为3~10分钟(比如5分钟、8 分钟),优选6分钟,磨制力设置为300N~450N(例如,320N、340N、 360N、380N、400N、420N),优选350N;磨盘转速为100rpm~200rpm (例如120rpm、150rpm、180rpm),优选150rpm、夹具座转速100rpm~ 200rpm(例如120rpm、150rpm、180rpm),优选150rpm。
上述制备方法中,作为一种优选实施方式,所述步骤三中,所述粗抛工序参数设置如下:粗抛时间3.5~5.5分钟(例如,4分钟、4.5分钟、5 分钟),优选4.5分钟;抛光力值设置为240N~260N(例如245N、250N、 255N),优选为250N;抛盘转速为100rpm~200rpm(例如120rpm、150rpm、 180rpm),优选150rpm;夹具座转速为100rpm~200rpm(例如120rpm、150rpm、180rpm),优选150rpm。
上述制备方法中,作为一种优选实施方式,所述步骤三中,所述精抛工序参数设置如下:精抛时间3~5分钟(比如3.5分钟、4分钟、4.5分钟),优选4分钟;抛光力值设置为150N~400N(例如,180N、200N、230N、 250N、300N、350N),优选250N;抛盘转速为100rpm~200rpm(例如 120rpm、150rpm、180rpm),优选150rpm;夹具座转速为100rpm~200rpm (例如120rpm、150rpm、180rpm),优选150rpm。
上述制备方法中,作为一种优选实施方式,所述步骤四中,所述磨抛按照步骤三中设定的粗磨、精磨、粗抛、精抛参数进行相应的粗磨、精磨、粗抛、精抛试样;优选地,所述粗磨、精磨、粗抛、精抛试样结束后,自动采用水清洗试样。
优选地,为了清洗的更彻底,所述步骤四中,所述粗磨、精磨、粗抛、精抛试样结束后,自动采用带有压力的水,也可以称为高压水清洗试样,所述高压水压力为0.4Mpa~0.6Mpa,优选0.5MPa。清洗过程中不需要将试样从夹具座中卸下。
上述制备方法中,作为一种优选实施方式,所述步骤四中,所述粗磨工序采用砂轮进行粗磨试样,所述砂轮的粒度为100目~300目,优选150 目;再优选地,所述粗磨试样结束后自动采用水清洗试样0.5~3分钟(例如,1分钟,1.5分钟,2分钟,2.5分钟),优选1分钟,防止粗磨颗粒带入下一个磨抛过程。
上述制备方法中,作为一种优选实施方式,所述步骤四中,所述精磨工序采用金刚石抛光液、水基冷却润滑液、金刚石磨盘进行精磨试样;优选地,所述金刚石抛光液为9微米的金刚石抛光液,所述金刚石磨盘的粒度为300目~500目,优选400目;再优选地,所述精磨试样结束后,自动采用水清洗试样1~4分钟(例如,1.5分钟、2.5分钟、3分钟、3.5分钟),优选2分钟,防止精磨颗粒带入下一个磨抛过程。
本发明中采用水基冷却润滑液主要是为了降低磨削后试样表面的残余应力,同时便于磨削后试样的清洗。
上述制备方法中,作为一种优选实施方式,所述步骤四中,所述粗抛工序采用金刚石抛光液、酒精基冷却润滑液、羊毛绒布进行粗抛试样;优选地,所述金刚石抛光液采用3微米的金刚石抛光液;再优选地,所述粗抛试样结束后,自动采用水清洗试样2~4.5分钟(例如,2.5分钟、3分钟、 3.5分钟),优选2.5分钟,防止粗抛颗粒带入下一个磨抛过程。
本发明中采用酒精基冷却润滑液主要是为了降低磨抛后试样表面的残余应力,同时便于磨抛后试样的清洗。与水基冷却润滑液相比,磨抛过程中,所述酒精基冷却润滑液可以更好地保护磨削后的金相面不会出现锈蚀现象。
上述制备方法中,作为一种优选实施方式,所述步骤四中,所述精抛工序采用金刚石抛光液、酒精基冷却润滑液、短毛绒布进行精抛试样;优选地,所述金刚石抛光液优选为3微米的金刚石抛光液;再优选地,所述精抛试样结束后,自动采用水清洗试样2~3分钟,优选2.5分钟,然后采用压缩空气吹试样20~40秒,优选30秒,清除精抛颗粒。
本发明中,短毛绒布是类似丝绸材质的布料。
本发明所述方法适合制备高温合金金相试样,高温合金是指以铁、镍、钴等为基体,加入一定的合金元素,能在600℃以上的高温下工作,作为一种优选实施方式,所述方法适合高温合金金相试样的制样。
上述制备方法中,作为一种优选实施方式,所述步骤五中,所述清洗为超声波酒精清洗。
本发明中,在相互不冲突的情况下,上述技术方案可以自由组合形成新的技术方案。
与现有技术相比,本发明的有益技术效果是:
1)本发明采用夹具座与磨抛盘同向旋转的方法,通过磨抛各环节的磨抛时间及力值大小的协同作用,降低了磨削后试样的表面残余应力,保证高温合金中的碳化物既能清晰地显示出来,又不会破碎或者剥落,因而可以显示出碳化物的真实形貌;
2)本发明通过制备方法中各个环节结束后的清洗操作,保证上一环节的磨削颗粒等不会被带入下一环节,从而保证磨抛后试样的清洁、无污染,制备的金相试样碳化物边缘无拖尾、无污染物附着,便于后续利用金相显微镜自动识别。
3)本发明采用较少的步骤实现金相试样的精确制样,制样过程中采用的耗材种类少,更容易实现金相试样的全自动制样。
附图说明
图1是本发明实施例中待磨抛试样固定在自动磨抛机夹具座的示意图。
其中,1为待磨抛试样,2为固定螺钉,3为夹具座,4为待磨抛试样的固定位置。
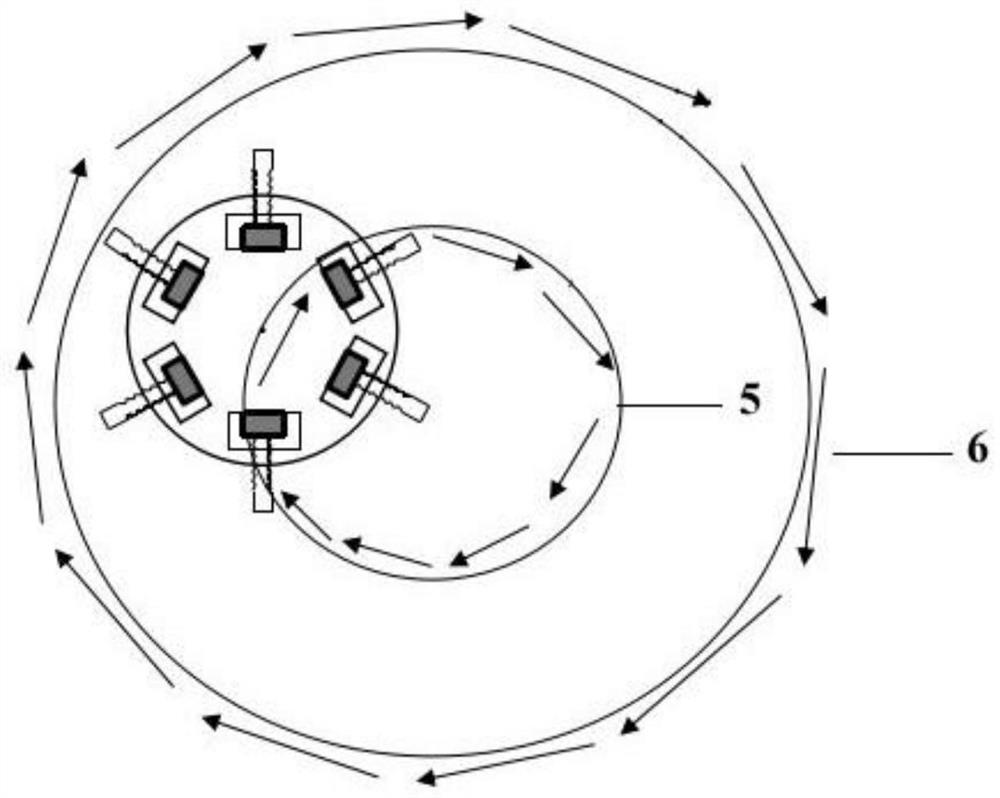
图2是本发明实施例中磨抛盘与夹具座同向旋转示意图。其中,5为夹具座的旋转路线,6为磨抛盘的旋转方向。
图3是本发明实施例中超声波清洗金相试样时的放置示意图,此时试样已经从夹具座上卸下来。
图4是本发明实施例1中制备的金相试样的碳化物形貌。
图5是本发明实施例2中制备的金相试样的碳化物形貌。
图6是本发明实施例3中制备的金相试样的碳化物形貌。
图7是本发明实施例4中制备的金相试样的碳化物形貌。
图8是本发明对比例1中制备的金相试样的碳化物形貌。
图9是本发明对比例2中制备的金相试样的碳化物形貌。
具体实施方式
下面将参考附图并结合实施例来详细说明本发明。各个示例通过本发明的解释的方式提供而非限制本发明。实际上,本领域的技术人员将清楚,在不脱离本发明的范围或精神的情况下,可在本发明中进行修改和变型。例如,示为或描述为一个实施例的一部分的特征可用于另一个实施例,以产生又一个实施例。因此,所期望的是,本发明包含归入所附权利要求及其等同物的范围内的此类修改和变型。
本发明提供的一种高温合金金相试样制备方法,适合铁基及镍基高温合金制样。图1是本发明实施例中金相试样固定在自动磨抛机夹具座的示意图。图2是本发明实施例中磨抛盘与夹具座同向旋转示意图。
实施例1
本实施例制备GH141高温合金金相试样,其制备方法包括如下步骤:
步骤一:根据检测需求及自动磨抛机夹具座大小切割得到待磨抛试样。
步骤二:如图1所示,将切割好的待磨抛试样1采用固定螺钉2固定在自动磨抛机的夹具座3上,待磨抛试样固定位置4请参见图1。待磨抛试样1的待检测面朝下,并尽可能地处于水平位置。由于磨抛机夹具座多为圆形,因而在装载的待磨抛试样1时,需注意尽可能保持所装载的待磨抛试样1对称放置。在自动磨抛机夹具座上的待磨抛试样固定位置4如图1所示。该自动磨抛机在粗磨、精磨、粗抛、精抛过程中采用的磨抛盘直径均为300mm,夹具座的直径为160mm。
步骤三:在自动磨抛机上设置每个步骤的磨抛参数。所述磨抛参数通过粗磨、精磨、粗抛、精抛四个步骤完成设置。
所述粗磨步骤的参数设置如下:磨削量1mm,磨制力设置为300N;砂轮盘转速为1500rpm,夹具座转速150rpm,所述砂轮盘与夹具座同向旋转,如图2所示,其中,5为夹具座的旋转路线,6为磨抛盘的旋转方向,即本实施例中的砂轮盘的旋转方向。砂轮盘直径为300mm。
所述精磨步骤的参数设置如下:磨制时间6分钟,磨制力设置为350N;磨盘转速为150rpm、夹具座转速150rpm,磨盘与夹具座同向旋转,磨盘直径为300mm,磨盘的粒度为9μm。
所述粗抛步骤的参数设置如下:粗抛时间4.5分钟,抛光力设置为250N;抛盘转速为150rpm、夹具座转速150rpm,抛盘与夹具座同向旋转,如图2 所示。抛盘直径为300mm,粗抛时采用羊毛绒布作为抛光布(即,抛盘), 3微米的金刚石抛光液、酒精基冷却润滑液。
所述精抛步骤的参数设置如下:精抛时间4分钟,抛光力设置为250N;抛盘转速为150rpm、夹具座转速150rpm,抛盘与夹具座同向旋转,如图2 所示。抛盘直径为300mm,精抛时采用短绒布作为抛光布(即,抛盘),1 微米的金刚石抛光液、酒精基冷却润滑液。
步骤四:开启自动磨抛机,按照预设参数开始磨抛。其中,
粗磨步骤采用粒度为150目的砂轮按照预设参数进行磨抛金相试样。粗磨步骤结束后自动采用高压水清洗粗磨后的金相试样1分钟,防止粗磨颗粒带入下一个磨抛过程。磨抛环节金相试样的清洗在专用清洗工位进行,试样无需从夹具座上取下来,与磨抛过程试样的放置是一样的。此工位设计为高压水从侧面向中间冲洗夹具座,高压水冲洗后利用压缩空气吹干水分。然后继续下一环节。高压水清洗的一面即为金相检测中的相检测面。粗磨步骤结束、清洗完成后进入精磨步骤。
精磨步骤采用9微米的金刚石抛光液、水基冷却润滑液、粒度为400目的金刚石磨盘,按照预设参数进行磨抛金相试样。精磨步骤结束自动采用高压水清洗精磨后的金相试样2分钟,防止精磨颗粒带入下一个磨抛过程。精磨步骤结束、清洗完成进入粗抛步骤。
粗抛步骤采用3微米的金刚石抛光液、酒精基冷却润滑液、羊毛绒布进行磨抛金相试样。粗抛步骤结束自动采用高压水清洗粗抛的金相试样2.5分钟,防止粗抛颗粒带入下一个磨抛过程。粗抛步骤结束、清洗完成后进入精抛步骤。
精抛步骤采用1微米的金刚石抛光液、酒精基冷却润滑液、短毛绒布进行精抛试样。精抛步骤结束自动采用高压水清洗精抛后的试样2.5分钟、然后采用压缩空气吹30秒,以清除精抛颗粒。
步骤五:采用酒精超声清洗精抛后的金相试样并进行干燥处理。由于金相试样与夹具座之间的缝隙会有磨抛过程中残留的水份,不易清洗干净,容易残留在试样上,影响后续观察,因此,精抛后取下试样进行清洗。图3为最后环节超声波酒精清洗金相试样时的放置示意图。如图3所示,磨抛结束后立即取下金相试样,将金相试样置于装有酒精溶液的烧杯中,金相检测面位于侧立面,再将烧杯置于超声波清洗机中,清洗5分钟后取出。取出后立即用功率为1500W以上的电吹风机将金相检测面吹干。
将超声清洗并干燥后的试样置于金相显微镜上进行金相分析,金相分析标准参考GB/T14999.4-2012高温合金试验方法的第4部分。图4是本实施例中制备出的金相试样的碳化物形貌。从图中可以看出,采用本实施例的技术方案制备出的金相试样的碳化物形貌清晰可见,碳化物附近无污染物,也无碳化物破碎情况,可以满足金相自动检测需求。
实施例2
采用与实施例1相同的技术参数及步骤,制备GH2132高温合金金相试样,图5是本实施例中制备出的金相试样的碳化物形貌。从图中可以看出,采用本实施例的技术方案制备出的金相试样的碳化物形貌清晰可见,碳化物附近无污染物,也无碳化物破碎情况,可以满足金相自动检测需求。
实施例3
采用与实施例1相同的技术参数及步骤,制备GH3625高温合金金相试样,图6是本实施例中制备出的金相试样的碳化物形貌。从图中可以看出,采用本实施例的技术方案制备出的金相试样的碳化物形貌清晰可见,碳化物附近无污染物,也无碳化物破碎情况,可以满足金相自动检测需求。
实施例4
采用与实施例1相同的技术参数及步骤,制备GH3030高温合金金相试样,图7是本实施例中制备出的金相试样的碳化物形貌。从图中可以看出,采用本实施例的技术方案制备出的金相试样的碳化物形貌清晰可见,碳化物附近无污染物,也无碳化物破碎情况,可以满足金相自动检测需求。
对比例1
本对比例与实施例1中的技术方案相比,除了粗磨和精磨过程中选用的力值、粗抛及精抛选用的时间不同以外,其他步骤和参数相同。本对比例采用的详细步骤和技术参数如下:
粗磨选用的力值为420N,精磨选用的力值为280N,粗抛选用的时间为3分钟,精抛选用的时间为2分钟。
图8是本对比例中制备出的金相试样的碳化物形貌。从图中可以看到,该金相试样的碳化物形貌不够清晰、图片上存在多个污点和划痕,其中,碳化物中间的黑色部位可能是磨削不当导致的裂纹,说明碳化物被破碎;碳化物边缘的黑色物质影响金相显微镜自动检测时灰度的确定,容易引起误报。因此,采用本对比例的技术方案制备出的金相试样不能正确地反映出高温合金金相试样中碳化物的组织。
对比例2
本对比例与实施例1中的技术方案相比,除了磨抛盘与夹具座旋转方向不同以外,其他步骤和参数相同。本对比例采用的详细步骤和技术参数如下:本例中磨抛盘与夹具座反向旋转。
图9是本对比例中制备出的金相试样的碳化物形貌。从图中可以看到,该金相试样整体划痕较多、有较多的黑色点状污染物,碳化物边缘也有黑色的物质,黑色物质影响金相显微镜自动检测时灰度的确定,容易引起误报。因此,采用本对比例的技术方案制备出的金相试样不能正确地反映出高温合金金相试样中碳化物的组织。
以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高温合金金相试样的制备方法
- 一种用于金相试样制备的多功能卡具及金相试样制备方法