一种用于筒体焊接小车加热装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及焊接装置技术领域,具体涉及一种用于筒体焊接小车加热装置。
背景技术
基础环是风机塔筒与基础相连的重要部件。目前已装风机中,许多基础环的法兰处壁厚小于基础环筒体壁厚,成为基础环的薄弱环节。为了提高基础环整体承载能力,一种方法是将旧法兰薄弱区域割除,然后焊接一个新的增强型法兰。而焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
在野外进行筒体焊接作业时,通常需要进行预热处理,而目前对于筒体的预热通常是通过人工对所需焊接的位置进行手动加热处理,从而容易导致加热温度不达标或不稳定的问题,继而影响后续的筒体焊接质量,成为风力发电机的安全隐患。
发明内容
针对现有技术的不足,本发明提供了一种用于筒体焊接小车加热装置,克服了现有技术的不足,设计合理,在工作时,由焊接装置首先对筒体表面进行预热处理,并且通过温度传感器对预热处理后的筒体表面温度进行检测,当温度高于或低于设定值时,通过控制可燃气体流量控制阀来调节可燃气体的流量,进而控制预热火焰的大小,从而使筒体表面的预热温度符合要求,进而确保了加热温度稳定可靠性,以保证后续焊接装置对筒体表面所需焊接位置的焊接的质量。
为实现以上目的,本发明通过以下技术方案予以实现:
一种用于筒体焊接小车加热装置,包括驱动小车,所述驱动小车外侧面安装有驱动轮,所述驱动小车通过驱动轮在筒体上移动,所述驱动小车一侧表面固定连接有连接板的一端,所述连接板的另一端设置有第一套块的一侧,所述第一套块内套接有焊接装置,所述焊接装置的焊接端位于筒体上;所述第一套块的另一表面固定连接调节杆的一端,所述调节杆的另一端固定安装有第二套块,所述第二套块内套接有预热装置,所述预热装置的预热火焰所对应的位置与焊接装置的焊接端所对应的位置相配合,所述调节杆上固定安装有温度传感器,所述温度传感器的检测端与筒体的焊接位置相对应,所述温度传感器与预热装置电性连接。
优选地,所述预热装置包括第二高度调节杆,所述第二高度调节杆活动连接在第二套块内且通过锁紧销进行锁紧固定,所述第二高度调节杆的端部固定安装有角度调节装置,所述角度调节装置侧表面通过转动杆转动连接有火焰喷射枪,所述火焰喷射枪上设置有可燃气体流量控制阀,所述可燃气体流量控制阀与温度传感器电性连接。
优选地,所述焊接装置包括第一高度调节杆和焊接枪,所述第一高度调节杆活动连接在第一套块内且通过锁紧销进行锁紧固定,所述第一高度调节杆的端部固定安装有角度调节装置,所述角度调节装置侧表面通过转动杆与焊接枪活动连接。
优选地,所述角度调节装置包括固定块,所述固定块表面开设有凹槽,所述凹槽内表面开设有限定槽,所述限定槽内固定安装弹簧的一端,所述弹簧的另一端固定连接有限定块的一端,所述转动杆的端部固定连接有齿轮,所述转动杆通过齿轮在凹槽内转动连接,所述限定块的另一端与齿轮圆周的齿牙相啮合。
优选地,所述调节杆为电动推杆,所述电动推杆的滑座端固定安装在第一套块上,所述电动推杆的推杆端固定安装在第二套块上,所述温度传感器固定安装在电动推杆的滑座上,且所述温度传感器的信号输出端与电动推杆的控制端电性连接。
优选地,所述驱动小车与所需焊接的装置接触面固定安装有曲面滑块。
优选地,所述驱动小车上表面固定安装卡勾的一端,所述卡勾的另一端与筒体远离驱动小车的表面相接触。
本发明提供了一种用于筒体焊接小车加热装置。具备以下有益效果:在工作时,由焊接装置首先对筒体表面进行预热处理,并且通过温度传感器对预热处理后的筒体表面温度进行检测,当温度高于或低于设定值时,通过控制可燃气体流量控制阀来调节可燃气体的流量,进而控制预热火焰的大小,从而使筒体表面的预热温度符合要求,进而确保了加热温度稳定可靠性,以保证后续焊接装置对筒体表面所需焊接位置的焊接的质量;并且通过设置角度调节装置能够焊接枪和火焰喷射枪的角度进行调节定位。
附图说明
为了更清楚地说明本发明或现有技术中的技术方案,下面将对现有技术描述中所需要使用的附图作简单地介绍。
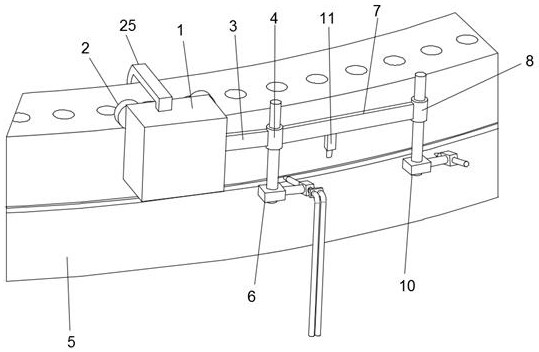
图1 本发明的结构示意图;
图2 本发明中焊接装置和预热装置的结构示意图;
图3 本发明中角度调节装置的结构示意图;
图中标号说明:
1、驱动小车;2、驱动轮;3、连接板;4、第一套块;5、筒体;6、焊接装置;7、调节杆;8、第二套块;10、预热装置;11、温度传感器;12、第二高度调节杆;13、角度调节装置;14、转动杆;15、火焰喷射枪;16、可燃气体流量控制阀;17、第一高度调节杆;18、焊接枪;19、固定块;20、凹槽;21、限定槽;22、弹簧;23、限定块;24、齿轮;25、卡勾。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述。
实施例一,如图1-3所示,一种用于筒体焊接小车加热装置,包括驱动小车1,驱动小车1外侧面安装有驱动轮2,驱动小车1通过驱动轮2在筒体5上移动,驱动小车1一侧表面固定连接有连接板3的一端,连接板3的另一端设置有第一套块4,第一套块4内套接有焊接装置6,焊接装置6的焊接端位于筒体5上;第一套块4的另一表面固定连接调节杆7的一端,调节杆7的另一端固定安装有第二套块8,第二套块8内套接有预热装置10,预热装置10的预热火焰所对应的位置与焊接装置6的焊接端所对应的位置相配合,调节杆7上固定安装有温度传感器11,温度传感器11的检测端与筒体5的焊接位置相对应,温度传感器11与预热装置10电性连接。
在工作时,先调整焊接装置6在第一套块4内的垂直方向位置和预热装置10在第二套块8内的垂直方向位置,使焊接装置6的焊接端和预热装置10的预热火焰与筒体5表面所需焊接和预热的位置相对应;再将预热装置10和焊接装置6开启,同时给予驱动小车1一个电信号,使驱动轮2带动驱动小车1沿着筒体5进行移动,在移动过程中,由预热装置10首先对筒体5表面进行预热处理,并且通过温度传感器11对预热处理后的筒体5表面温度进行检测,当温度高于或低于设定值时,可通过向预热装置10发送信号,以控制预热装置10所喷射的预热火焰大小,从而使筒体5表面的预热温度符合要求,进而确保了加热温度稳定可靠性,以保证后续焊接装置6对筒体5表面所需焊接位置的焊接的质量。
实施例二,基于实施例一的预热装置10包括第二高度调节杆12,第二高度调节杆12活动连接在第二套块8内且通过锁紧销进行锁紧固定,第二高度调节杆12的端部固定安装有角度调节装置13,角度调节装置13侧表面通过转动杆14转动连接有火焰喷射枪15,火焰喷射枪15上设置有可燃气体流量控制阀16,可燃气体流量控制阀16与温度传感器11电性连接。在焊接前,先调整好第二高度调节杆12在第二套块8内位置后,通过锁紧销进行锁紧固定,并且通过角度调节装置13对火焰喷射枪15的火焰喷射角度进行调节,使火焰喷射枪15能够准确定位所需预热的位置;在焊接时,当温度传感器11感应到筒体5表面温度高于或低于设定值时,通过控制可燃气体流量控制阀16来调节可燃气体的流量,进而控制预热火焰的大小,从而使筒体5表面的预热温度符合要求并且加热稳定。
实施例三,基于实施例一的焊接装置6包括第一高度调节杆17和焊接枪18,第一高度调节杆17活动连接在第一套块4内且通过锁紧销进行锁紧固定,第一高度调节杆17的端部固定安装有角度调节装置13,角度调节装置13侧表面通过转动杆14与焊接枪18活动连接。从而在焊接前,先调整好第一高度调节杆17在第一套块4内位置后,通过锁紧销进行锁紧固定,并且通过角度调节装置13对焊接枪18的焊接角度进行调节。
实施例四,基于上述实施例二或实施例三中所述的角度调节装置13包括固定块19,固定块19表面开设有凹槽20,凹槽20内表面开设有限定槽21,限定槽21内固定安装弹簧22的一端,弹簧22的另一端固定连接有限定块23的一端,转动杆14的端部固定连接有齿轮24,转动杆14通过齿轮24在凹槽20内转动连接,限定块23的另一端与齿轮24圆周的齿牙相啮合。
从而当需要调节火焰喷射枪15或焊接枪18的倾斜角度时,通过旋转转动杆14,使转动杆14端部的齿轮24在凹槽20内转动,而在转动一个角度时,限定槽21内的限定块23会通过弹簧22的弹性力作用与齿轮24圆周的齿牙相啮合,从而当转动到合适角度后,通过限定块23能够对转动杆14进行角度限定,并且由于限定块23的端部为椎形结构,从而在旋转转动杆14时,齿轮24能够沿着椎形边顺利将限定块23再次挤压进限定槽21内,以便于角度的调整。
实施例五,上述实施例中的调节杆7可以选用电动推杆,电动推杆的滑座端固定安装在第一套块4上,电动推杆的推杆端固定安装在第二套块8上,温度传感器11固定安装在电动推杆的滑座上,且温度传感器11的信号输出端与电动推杆的控制端电性连接。从而在焊接时,当温度传感器11检测到筒体5表面温度高于或低于设定值时,通过向电动推杆的控制端传输信号,由控制端控制电动推杆的电机推动推杆沿滑座进行移动,从而能够对调节杆7的长度起到控制调节的作用,继而通过控制火焰喷射枪15的加热点的位置,来确保加热温度符合要求。
实施例六,基于对实施一的进一步改进,驱动小车1上表面固定安装卡勾25的一端,卡勾25的另一端与筒体5远离驱动小车1的表面相接触。从而驱动小车1在移动时,通过卡勾25的卡接限位作用,使驱动小车1能够沿着筒体5进行移动,以防止焊接路线偏离。在本实施例中的驱动小车1与所需焊接的装置接触面还可以安装有曲面滑块。从而当驱动小车1在移动时,通过曲面滑块能够防止驱动小车1在所需焊接的装置表面摩擦而造成损伤,并且设置为曲面结构,也能够防止因棱角而对所需焊接的装置表面造成损伤。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种用于筒体焊接小车加热装置
- 一种小直径压力容器筒体埋弧焊焊接小车