一种新型注塑模具及其使用方法
文献发布时间:2023-06-19 11:19:16
本申请是申请日为2019年8月26日,申请号为CN201910790716.9的发明名称为一种半溢式注射模的伞架司筒顶针脱模的新型注塑模具的分案申请。
技术领域
本发明是一种新型注塑模具及其使用方法,属于模具领域。
背景技术
注塑模具是当下模具加工成型较为普遍的用法,节省模板上下推压,且自闭内腔槽面模板定型后,只需浇筑热塑液进入内腔充盈后,在冷却即可,无缝拼接的模具,塑型效率高,瑕疵概率降低,品质得到保障,目前技术公用的待优化的缺点有:
在半溢式注射模的热流道和冷却流道中,对模具进行注塑会发生流道粘结现象,造成流道口与模具内槽对接端变为联结成块堵塞,在后期脱模的顶针上推过程中,会对粘结块顶裂,且裂纹不均,造成堵塞块压弯半环框口,致使对接口边沿外翻撑开内径,使浇道的连接注塑后期会过量堆积,让加工成型后脱模的施压力度又再次叠加,内压损耗浇道口,持续消耗模具内板块和通道,影响注射量也改变注塑成型结块量,使模具整体突出块大,又造成出模结块裂纹不均。
发明内容
针对现有技术存在的不足,本发明目的是提供一种新型注塑模具及其使用方法,以解决在半溢式注射模的热流道和冷却流道中,对模具进行注塑会发生流道粘结现象,造成流道口与模具内槽对接端变为联结成块堵塞,在后期脱模的顶针上推过程中,会对粘结块顶裂,且裂纹不均,造成堵塞块压弯半环框口,致使对接口边沿外翻撑开内径,使浇道的连接注塑后期会过量堆积,让加工成型后脱模的施压力度又再次叠加,内压损耗浇道口,持续消耗模具内板块和通道,影响注射量也改变注塑成型结块量,使模具整体突出块大,又造成出模结块裂纹不均的问题。
为了实现上述目的,本发明是通过如下的技术方案来实现:一种新型注塑模具及其使用方法,其结构包括:活塞柱缸、液压方框架、半溢伞架装置、塑型压盖罩、互锁插销杆、分型面板块、脱模簧槽座,所述半溢伞架装置与脱模簧槽座机械连接,所述半溢伞架装置安设在分型面板块的顶部上,所述分型面板块嵌套于脱模簧槽座的顶面上,所述互锁插销杆设有四个并且分别插嵌在分型面板块的四个边角上,所述塑型压盖罩嵌套于半溢伞架装置的顶部上,所述半溢伞架装置安装于液压方框架的内部并且处于同一水平面上,所述活塞柱缸与半溢伞架装置机械连接,所述半溢伞架装置设有浇道管、顶模板槽、四方壳槽、注塑内腔室、伞架顶针盘、包夹球杆架、倒梯形槽体、司筒座、顶针套管,所述顶模板槽安装于注塑内腔室的内部,所述注塑内腔室与四方壳槽为一体结构并且处于同一水平面上,所述浇道管设有两个并且分别插嵌在注塑内腔室的左右两侧,所述包夹球杆架设有两个并且分别插嵌在倒梯形槽体内部的左右两侧,所述倒梯形槽体与司筒座嵌套成一体,所述倒梯形槽体安设在注塑内腔室的底部下,所述伞架顶针盘嵌套于顶针套管的顶部上,所述顶针套管插嵌在司筒座的内部并且轴心共线,所述顶针套管与脱模簧槽座机械连接。
为优化上述技术方案,进一步采取的措施为:
作为本发明的进一步改进,所述伞架顶针盘由剪力弯管、翅片卡槽板、底座碟盘组成,所述剪力弯管与翅片卡槽板扣合在一起,所述剪力弯管与翅片卡槽板均安设在底座碟盘的前侧并且处于同一竖直面上。
作为本发明的进一步改进,所述剪力弯管由三角凸块、内弯管腔室、弹簧丝、剪力斜柱块组成,所述弹簧丝与剪力斜柱块机械连接,所述弹簧丝与剪力斜柱块均安设在内弯管腔室的内部,所述三角凸块与内弯管腔室采用过盈配合。
作为本发明的进一步改进,所述翅片卡槽板由薄翅片弧板、轴转通孔、四方内衬槽组成,所述轴转通孔与四方内衬槽为一体结构并且相互贯通,所述薄翅片弧板插嵌在四方内衬槽的左侧并且处于同一水平面上。
作为本发明的进一步改进,所述包夹球杆架由包夹框环、斜支撑杆、实心球帽块、球轴槽组成,所述包夹框环嵌套于斜支撑杆的顶部上,所述实心球帽块焊接在斜支撑杆的底部,所述斜支撑杆通过实心球帽块与球轴槽采用间隙配合。
作为本发明的进一步改进,所述包夹框环由框环块、扇板半球罩、硅胶内垫环组成,所述硅胶内垫环与框环块嵌套成一体并且处于同一竖直面上,所述扇板半球罩设有两个并且分别安装于框环块内部的上下两侧。
作为本发明的进一步改进,所述顶针套管由针尖轮环、螺纹轴柱、扭簧套筒组成,所述针尖轮环嵌套于螺纹轴柱的顶部上并且轴心共线,所述螺纹轴柱插嵌在扭簧套筒轴心的内部。
作为本发明的进一步改进,所述三角凸块为顶部窄底部宽双边等腰的圆锥座块结构,通过伞架的收叠和展开,使管体形变扭压量呈松紧状态,通过三角块的垫护这对管体边角节点的扭折损耗长期消耗减低,保护管体工作效率。
作为本发明的进一步改进,所述薄翅片弧板为左边尖窄薄长右边厚短的翅片板结构,通过翅片回转斜面撑开呈伞状去抵住注塑成型部件的底座,然后配合边沿剃刀平整回转刮开结块处,时物料脱模高质量又细致。
作为本发明的进一步改进,所述扇板半球罩为半球型内包裹交替叠加窄扇板的复合板罩结构,通过厚薄交替的板块形成一个浇口边框的形变收紧效果,且尺寸度量稳定,内径形变系数包夹压低。
作为本发明的进一步改进,所述扭簧套筒为带斜四十五度螺旋环管的宽径柱筒体结构,通过内筒壁螺纹啮合柱杆然后外螺旋簧管形成一个上下承压的内芯支柱效果,保障同轴芯推进回转精度高效。
本发明一种新型注塑模具及其使用方法,工作人员通过将热塑液导入活塞柱缸通过液压方框架锁扣半溢伞架装置的浇道管进入四方壳槽与注塑内腔室的内部,然后通过塑型压盖罩罩住顶模板槽形成一个热浇注塑操作,接着插上互锁插销杆对分型面板块与脱模簧槽座形成互锁,再注入冷凝液形成冷却成型,最后通过半溢式注塑模内伞架顶针盘的剪力弯管,使三角凸块抵住内弯管腔室摩擦加大内压力给弹簧丝与剪力斜柱块形成伸缩和延展,保障翅片卡槽板的薄翅片弧板抵住前位的四方内衬槽,方便底座碟盘形成一个锥盘伞架托举注塑成型件,保障脱模时盘面的刀片滑剃边沿结渣块,也使倒梯形槽体与司筒座在顶针套管的针尖轮环与螺纹轴柱回转下上下加压给扭簧套筒形成升降推针效果,使司筒对顶住有一个同轴芯推进力发散至伞体,通过包夹球杆架的包夹框环护住流道浇口,使框环块与硅胶内垫环扣紧框口,束紧尺寸,也保障扇板半球罩半包裹式养护注塑内管道,使斜支撑杆斜支撑流道通过后实心球帽块与球轴槽的间隙摩擦滚动,达到侧翼支架的微调效果,给模具内环境形成部件养护,也保障脱模的快捷,使注塑成型部件对于半溢式注塑模加工,有一个盘面伞架托举操作效果。
本发明操作后可达到的优点有:
运用半溢伞架装置与塑型压盖罩相配合,通过司筒座插接塑型压盖罩与注塑内腔室,在顶模板槽底部处贴合伞架顶针盘,且剪力弯管与翅片卡槽板可以延展收叠,形成披萨状分扇盘叠加底座碟盘托举的平滑面纵向边沿盘带刀片切割推移效果,给浇道口边沿形成一个压贴镗刀均质结块表面裁切,然后又配合倒梯形槽体内部边侧包夹球杆架支撑半溢式浇道,通过包夹框环对注射模进行框口包压,使模具在注射成型中,热塑液的内流均匀,且后期结块撑大的形变量低,对模具内部通道内径的破坏概率下降,保障养护模具内腔的同时,也对出模的结渣块进行清理推升。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本发明的其它特征、目的和优点将会变得更明显:
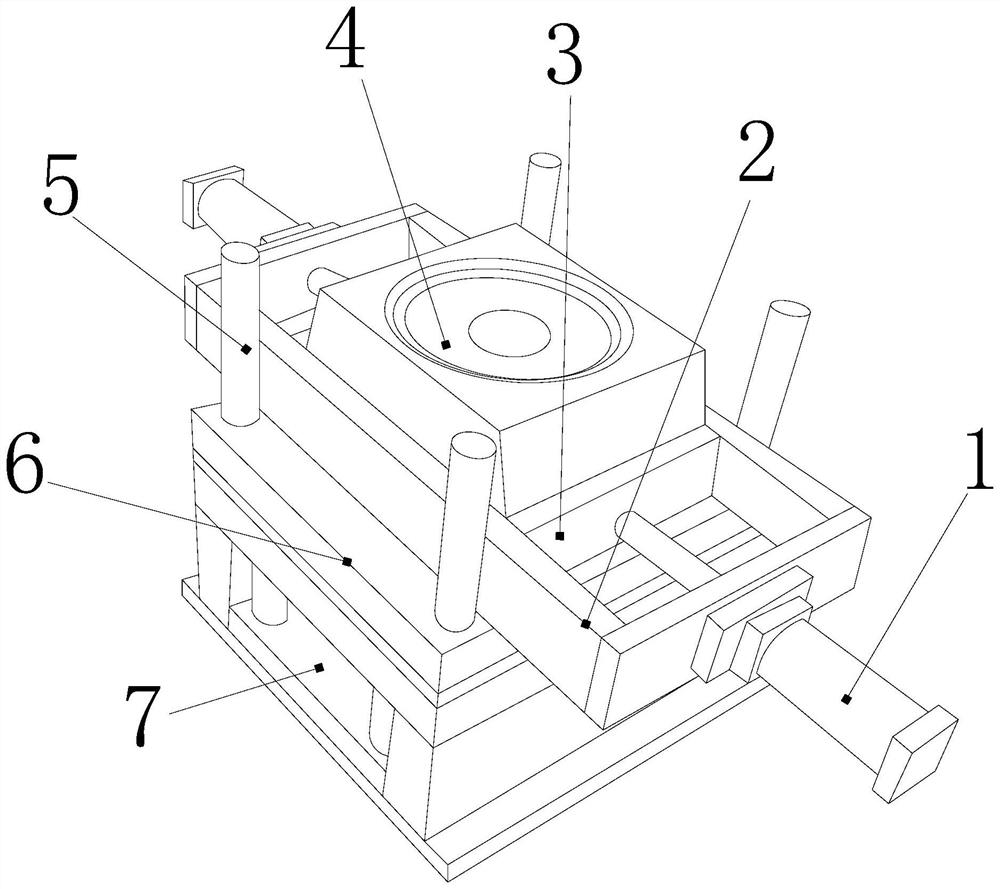
图1为本发明一种新型注塑模具及其使用方法的结构示意图。
图2为本发明半溢伞架装置详细的剖面结构示意图。
图3为本发明包夹球杆架与顶针套管工作状态的剖面结构示意图。
图4为本发明伞架顶针盘工作状态的俯瞰结构示意图。
图5为本发明剪力弯管工作状态的截面内视结构示意图。
图6为本发明翅片卡槽板工作状态的立体透视结构示意图。
图7为本发明包夹框环工作状态的截面放大结构示意图。
附图标记说明:活塞柱缸-1、液压方框架-2、半溢伞架装置-3、塑型压盖罩-4、互锁插销杆-5、分型面板块-6、脱模簧槽座-7、浇道管-3A、顶模板槽-3B、四方壳槽-3C、注塑内腔室-3D、伞架顶针盘-3E、包夹球杆架-3F、倒梯形槽体-3G、司筒座-3H、顶针套管-3I、剪力弯管-3E1、翅片卡槽板-3E2、底座碟盘-3E3、三角凸块-3E11、内弯管腔室-3E12、弹簧丝-3E13、剪力斜柱块-3E14、薄翅片弧板-3E21、轴转通孔-3E22、四方内衬槽-3E23、包夹框环-3F1、斜支撑杆-3F2、实心球帽块-3F3、球轴槽-3F4、框环块-3F11、扇板半球罩-3F12、硅胶内垫环-3F13、针尖轮环-3I1、螺纹轴柱-3I2、扭簧套筒-313。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
请参阅图1-图7,本发明提供一种新型注塑模具及其使用方法,其结构包括:活塞柱缸1、液压方框架2、半溢伞架装置3、塑型压盖罩4、互锁插销杆5、分型面板块6、脱模簧槽座7,所述半溢伞架装置3与脱模簧槽座7机械连接,所述半溢伞架装置3安设在分型面板块6的顶部上,所述分型面板块6嵌套于脱模簧槽座7的顶面上,所述互锁插销杆5设有四个并且分别插嵌在分型面板块6的四个边角上,所述塑型压盖罩4嵌套于半溢伞架装置3的顶部上,所述半溢伞架装置3安装于液压方框架2的内部并且处于同一水平面上,所述活塞柱缸1与半溢伞架装置3机械连接,所述半溢伞架装置3设有浇道管3A、顶模板槽3B、四方壳槽3C、注塑内腔室3D、伞架顶针盘3E、包夹球杆架3F、倒梯形槽体3G、司筒座3H、顶针套管3I,所述顶模板槽3B安装于注塑内腔室3D的内部,所述注塑内腔室3D与四方壳槽3C为一体结构并且处于同一水平面上,所述浇道管3A设有两个并且分别插嵌在注塑内腔室3D的左右两侧,所述包夹球杆架3F设有两个并且分别插嵌在倒梯形槽体3G内部的左右两侧,所述倒梯形槽体3G与司筒座3H嵌套成一体,所述倒梯形槽体3G安设在注塑内腔室3D的底部下,所述伞架顶针盘3E嵌套于顶针套管3I的顶部上,所述顶针套管3I插嵌在司筒座3H的内部并且轴心共线,所述顶针套管3I与脱模簧槽座7机械连接。
请参阅图4,所述伞架顶针盘3E由剪力弯管3E1、翅片卡槽板3E2、底座碟盘3E3组成,所述剪力弯管3E1与翅片卡槽板3E2扣合在一起,所述剪力弯管3E1与翅片卡槽板3E2均安设在底座碟盘3E3的前侧并且处于同一竖直面上,通过底座碟盘3E3形成一个锥盘底部然后顶部通过翅片卡槽板3E2伸缩展开凸起,保障盘面边沿的斜面平整且边沿刀片向上刮剃结块均匀,让后期脱模间隙较大,轻松取出成型注塑件。
请参阅图5,所述剪力弯管3E1由三角凸块3E11、内弯管腔室3E12、弹簧丝3E13、剪力斜柱块3E14组成,所述弹簧丝3E13与剪力斜柱块3E14机械连接,所述弹簧丝3E13与剪力斜柱块3E14均安设在内弯管腔室3E12的内部,所述三角凸块3E11与内弯管腔室3E12采用过盈配合,所述三角凸块3E11为顶部窄底部宽双边等腰的圆锥座块结构,通过伞架的收叠和展开,使管体形变扭压量呈松紧状态,通过三角块的垫护这对管体边角节点的扭折损耗长期消耗减低,保护管体工作效率,通过三角凸块3E11双斜面抵住剪力斜柱块3E14压缩弹簧丝3E13形成一个弯管扭压外撑和内凹的剪力对卸回转效果,保障伞架撑起时的稳定性,起到一个伸缩调节加强筋结构的效果。
请参阅图6所述翅片卡槽板3E2由薄翅片弧板3E21、轴转通孔3E22、四方内衬槽3E23组成,所述轴转通孔3E22与四方内衬槽3E23为一体结构并且相互贯通,所述薄翅片弧板3E21插嵌在四方内衬槽3E23的左侧并且处于同一水平面上,所述薄翅片弧板3E21为左边尖窄薄长右边厚短的翅片板结构,通过翅片回转斜面撑开呈伞状去抵住注塑成型部件的底座,然后配合边沿剃刀平整回转刮开结块处,时物料脱模高质量又细致,通过薄翅片弧板3E21回转插入四方内衬槽3E23形成一个前后交叉运作叠加的伞面架设效果,保障斜推面的均匀受力,也避免顶针轴心歪斜,保障固定中心支撑力发散给盘面托举物件。
请参阅图3,所述包夹球杆架3F由包夹框环3F1、斜支撑杆3F2、实心球帽块3F3、球轴槽3F4组成,所述包夹框环3F1嵌套于斜支撑杆3F2的顶部上,所述实心球帽块3F3焊接在斜支撑杆3F2的底部,所述斜支撑杆3F2通过实心球帽块3F3与球轴槽3F4采用间隙配合,所述顶针套管3I由针尖轮环3I1、螺纹轴柱3I2、扭簧套筒3I3组成,所述针尖轮环3I1嵌套于螺纹轴柱3I2的顶部上并且轴心共线,所述螺纹轴柱3I2插嵌在扭簧套筒3I3轴心的内部,所述扭簧套筒3I3为带斜四十五度螺旋环管的宽径柱筒体结构,通过内筒壁螺纹啮合柱杆然后外螺旋簧管形成一个上下承压的内芯支柱效果,保障同轴芯推进回转精度高效,通过斜支撑杆3F2插接实心球帽块3F3球面滚动,形成一个底部打滑顶部稳妥扣紧的效果,对底座司筒的承接左右对位平衡高效。
请参阅图7,所述包夹框环3F1由框环块3F11、扇板半球罩3F12、硅胶内垫环3F13组成,所述硅胶内垫环3F13与框环块3F11嵌套成一体并且处于同一竖直面上,所述扇板半球罩3F12设有两个并且分别安装于框环块3F11内部的上下两侧,所述扇板半球罩3F12为半球型内包裹交替叠加窄扇板的复合板罩结构,通过厚薄交替的板块形成一个浇口边框的形变收紧效果,且尺寸度量稳定,内径形变系数包夹压低,通过扇板半球罩3F12包裹隔垫硅胶内垫环3F13束紧的浇口,形成一个出模顶压时,结渣块内应力承受的效果,保障包夹框口防止牵拉形变,始终保持浇口的圆倒角尺寸。
工作流程:工作人员通过将热塑液导入活塞柱缸1通过液压方框架2锁扣半溢伞架装置3的浇道管3A进入四方壳槽3C与注塑内腔室3D的内部,然后通过塑型压盖罩4罩住顶模板槽3B形成一个热浇注塑操作,接着插上互锁插销杆5对分型面板块6与脱模簧槽座7形成互锁,再注入冷凝液形成冷却成型,最后通过半溢式注塑模内伞架顶针盘3E的剪力弯管3E1,使三角凸块3E11抵住内弯管腔室3E12摩擦加大内压力给弹簧丝3E13与剪力斜柱块3E14形成伸缩和延展,保障翅片卡槽板3E2的薄翅片弧板3E21抵住前位的四方内衬槽3E23,方便底座碟盘3E3形成一个锥盘伞架托举注塑成型件,保障脱模时盘面的刀片滑剃边沿结渣块,也使倒梯形槽体3G与司筒座3H在顶针套管3I的针尖轮环3I1与螺纹轴柱3I2回转下上下加压给扭簧套筒3I3形成升降推针效果,使司筒对顶住有一个同轴芯推进力发散至伞体,通过包夹球杆架3F的包夹框环3F1护住流道浇口,使框环块3F11与硅胶内垫环3F13扣紧框口,束紧尺寸,也保障扇板半球罩3F12半包裹式养护注塑内管道,使斜支撑杆3F2斜支撑流道通过后实心球帽块3F3与球轴槽3F4的间隙摩擦滚动,达到侧翼支架的微调效果,给模具内环境形成部件养护,也保障脱模的快捷,使注塑成型部件对于半溢式注塑模加工,有一个盘面伞架托举操作效果。
本发明通过上述部件的互相组合,达到运用半溢伞架装置3与塑型压盖罩4相配合,通过司筒座3H插接塑型压盖罩4与注塑内腔室3D,在顶模板槽3B底部处贴合伞架顶针盘3E,且剪力弯管3E1与翅片卡槽板3E2可以延展收叠,形成披萨状分扇盘叠加底座碟盘3E3托举的平滑面纵向边沿盘带刀片切割推移效果,给浇道口边沿形成一个压贴镗刀均质结块表面裁切,然后又配合倒梯形槽体3G内部边侧包夹球杆架3F支撑半溢式浇道,通过包夹框环3F1对注射模进行框口包压,使模具在注射成型中,热塑液的内流均匀,且后期结块撑大的形变量低,对模具内部通道内径的破坏概率下降,保障养护模具内腔的同时,也对出模的结渣块进行清理推,以此来解决在半溢式注射模的热流道和冷却流道中,对模具进行注塑会发生流道粘结现象,造成流道口与模具内槽对接端变为联结成块堵塞,在后期脱模的顶针上推过程中,会对粘结块顶裂,且裂纹不均,造成堵塞块压弯半环框口,致使对接口边沿外翻撑开内径,使浇道的连接注塑后期会过量堆积,让加工成型后脱模的施压力度又再次叠加,内压损耗浇道口,持续消耗模具内板块和通道,影响注射量也改变注塑成型结块量,使模具整体突出块大,又造成出模结块裂纹不均的问题。
本文中所描述的具体实施例仅仅是对本发明作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的或者超越所附权利要求书所定义的范围。
- 一种热流道双层模具注塑结构注塑模具及其使用方法
- 一种新型注塑模具及其使用方法