基于摩擦柱塞焊的深孔结构修复方法及应用的塞棒
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及机械焊接和增材修复技术领域,尤其涉及一种基于摩擦柱塞焊的深孔结构修复方法及应用的塞棒。
背景技术
螺纹连接是机械连接中最常用的方法之一,内外螺纹构成连接后受力与变形都很复杂,在交变载荷的作用下,特别是在反复受拉的恶劣环境中,外螺纹部件经常会先于内螺纹部件发生疲劳破坏。高级检修过程中,螺纹孔缺陷主要可分为五个类型特征:第一,螺牙变形,螺纹孔不合理受力使螺牙产生永久塑性变形;第二,裂纹,加工或材料缺陷使损伤扩展形成裂纹;第三,豁口,螺纹牙顶崩坏缺失;第四,锈蚀,螺纹在相应环境介质化学作用下产生新相而失效;第五,刮伤,主要受螺栓螺牙变形、夹杂硬物或锈蚀等原因影响,在拆卸或组装过程中旋进出路径刮擦损伤。轨道交通装备存在大量螺纹孔和深孔结构,这些结构或由于车辆运行过程中由于振动、腐蚀,或由于检修反复拆装造成螺纹孔磨损、牙口断裂等损伤,从而造成整体零部件报废。传统的修复方法包括镶嵌钢丝螺套、焊堵、钎焊等方法,但均存在可靠性问题。尤其是焊堵工艺,由于热影响大,容易造成母材性能劣化、变形,降低整体零部件可靠性。例如在高速动车零部件的制造和检修过程中,需要对螺纹进行反复拆卸、安装,螺纹检修时不断发现螺纹孔牙型损伤的情况,为保证车辆的安全运行,对损坏的螺纹孔采取扩孔后焊补再重新加工螺纹的工艺进行修复。
摩擦柱塞焊是一种固相连接技术,可实现铁基合金、有色金属及合金的缺陷修复和连接,焊接过程中通过摩擦产热,焊接温度低于材料熔点,焊接热应力和残余应力极小,接头组织致密不易产生缺陷,具有广阔的应用前景,特别在航空航天、轨道交通和船舶等领域,摩擦柱塞焊技术具有很大的发展潜力。摩擦柱塞焊适用于孔类结构表面缺陷的修复,不同于传统熔化焊的缺陷修复方法:传统熔化焊方法由于热输入高且不易控制,并不适用于修复深埋于工件表面之下缺陷,摩擦柱塞焊则可用于修复较深位置的缺陷,且由于是固相连接,缺陷修复质量更高,接头性能不会产生明显的恶化。
摩擦柱塞焊需要在缺陷处加工塞孔,固定在焊机主轴上的塞棒高速旋转,同时向塞孔内进给,进给完成的瞬间主轴停转,施加一定大小的顶锻压力并保载。摩擦柱塞焊过程对设备刚性要求较高,主轴提供的动力要足够大,以保证塞棒进给阶段,塞棒与塞孔的同轴度不受影响。因此,如何利用摩擦柱塞焊对螺纹孔等深孔类结构进行修复是亟待解决的技术问题。
发明内容
本发明提供一种基于摩擦柱塞焊的深孔结构修复方法及应用的塞棒,用以解决现有技术中针对螺纹孔等深孔类结构修复可靠性差的问题。
本发明提供一种基于摩擦柱塞焊的深孔结构修复方法,包括:
S1、去除待修复的深孔结构的内部损伤,并加工成为用于固相填充的塞孔;
S2、获取与所述塞孔轮廓相匹配的塞棒;
S3、固定所述待修复的深孔结构,并将所述塞棒安装于摩擦塞补焊设备的输出端;
S4、所述塞棒在所述摩擦塞补焊设备的驱动下旋转并下降进入到所述塞孔内部,所述塞棒的底面与所述塞孔的底部接触并摩擦,随着所述塞棒不断向下进给,塞棒接触面不断转变为可流动的热塑性材料并填充于所述塞棒与所述塞孔之间,所述摩擦塞补焊设备停转并持续向所述塞棒施加向下的顶锻压力从而形成固相连接的焊缝;
S5、清除塞棒及产生的飞边,在所述焊缝的位置重新加工深孔结构。
根据本发明提供的基于摩擦柱塞焊的深孔结构修复方法,获取的所述塞棒的尺寸满足所述塞棒的侧壁与所述塞孔的侧壁之间为间隙配合。
根据本发明提供的基于摩擦柱塞焊的深孔结构修复方法,所述待修复的深孔结构的材料为钢材、铝合金或铸铁。
根据本发明提供的基于摩擦柱塞焊的深孔结构修复方法,所述待修复的深孔结构包括螺纹孔、销孔或带牙口的孔结构。
根据本发明提供的基于摩擦柱塞焊的深孔结构修复方法,所述待修复的深孔结构深度取值范围为20~150mm,直径取值范围为10~25mm。
根据本发明提供的基于摩擦柱塞焊的深孔结构修复方法,在步骤S4中,所述塞棒的旋转速度为5000~8000rpm,所述塞棒接触面消耗高度为5~20mm,顶锻施压过程时间为3~30秒,所述摩擦塞补焊设备在所述塞棒焊接时施加的压力为20-60kN,施加于所述塞棒的顶锻压力为20~80kN。
根据本发明提供的基于摩擦柱塞焊的深孔结构修复方法,在步骤S3中,还包括采用寻边器定位所述塞孔的轴心,并采用所述摩擦塞补焊设备驱动所述塞棒使其与所述塞孔同轴心。
本发明还提供一种塞棒,所述塞棒应用于本发明的基于摩擦柱塞焊的深孔结构修复方法,所述塞棒包括:
棒体,所述棒体的顶部构造有用于所述摩擦塞补焊设备夹持的夹持部,所述棒体的中部构造有过渡段,所述棒体的底部构造有消耗段,且所述消耗段的直径小于所述塞孔的内径。
根据本发明提供的塞棒,所述过渡段构造为锥体,所述消耗段的端部构造为圆台状。
根据本发明提供的塞棒,所述消耗段的底部构造有半径小于3mm的过渡圆角。
本发明提供的一种基于摩擦柱塞焊的深孔结构修复方法及应用的塞棒,采用摩擦柱塞焊工艺,通过固相连接的方式,修复内部损伤的孔类结构,修复后的焊缝位置具有焊接变形小,焊后残余应力低,焊缝性能良好且没有缺陷等优点,对焊缝区域重新加工功能性孔类结构,可以增强孔类结构的力学性能,延长使用寿命,适用于多种孔类结构,特别适用于深孔类结构。
附图说明
为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤1中的修复示意图;
图2是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤1完成后的塞孔结构示意图;
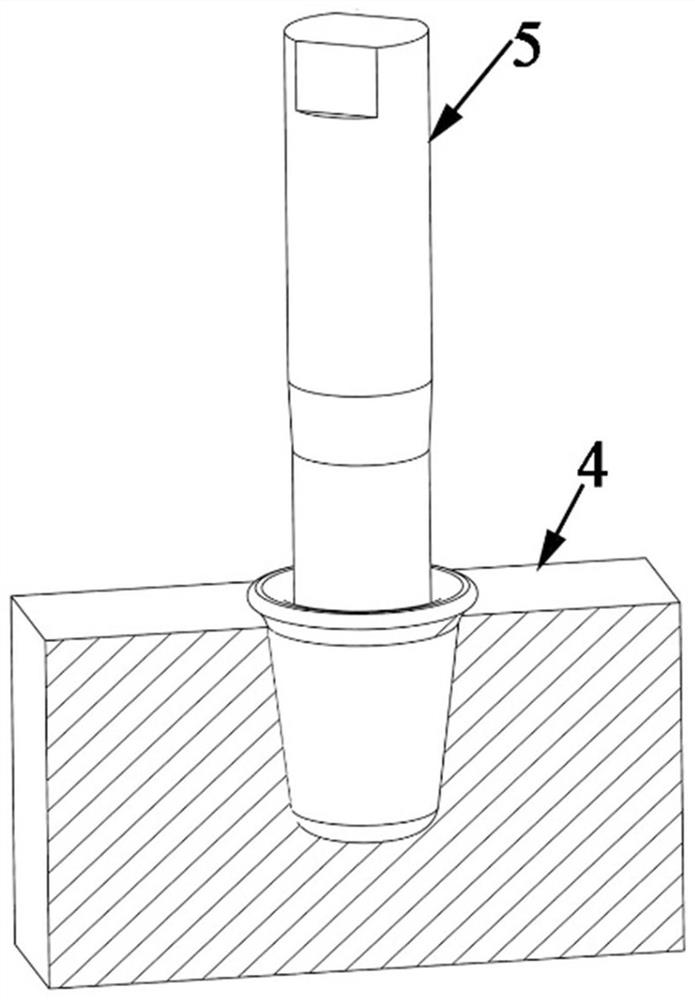
图3是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤4中的塞棒进入到塞孔内部的结构示意图;
图4是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤4中的塞棒不断向下进给的结构示意图;
图5是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤4中的塞棒接触面转变为可流动的热塑性材料并填充于塞棒与塞孔之间的结构示意图;
图6是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤5中的修复示意图;
图7是本发明提供的基于摩擦柱塞焊的深孔结构修复方法步骤5修复完成后的孔类结构示意图;
图8是本发明提供的塞棒的结构示意图;
图9是图8中A-A截面示意图;
附图标记:
1:铣刀; 2:丝锥; 3:工件;
4:塞孔; 5:塞棒; 51:夹持部;
52:过渡段; 53:消耗段。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
下面结合图1-图9描述本发明的一种基于摩擦柱塞焊的深孔结构修复方法,包括:
S1、去除待修复的深孔结构的内部损伤,并加工成为用于固相填充的塞孔4。在步骤S1中,如图1和图2所示,可采用铣刀1和丝锥2等工具对工件3上的孔类结构的内部损伤进行去除并加工成为塞孔4,也可采用其他机械将损伤处进行去除和加工。
S2、获取与塞孔4轮廓相匹配的塞棒5。在步骤S2中,如图8和图9所示,可加工或选取合适尺寸的塞棒5,保证其与塞孔4相匹配。
S3、使用工装固定待修复的深孔结构,并将塞棒5安装于摩擦塞补焊设备(可采用摩擦焊机等)的输出端,调整塞棒5的位置使其与塞孔4的轴心重合。在步骤S3中,通过摩擦塞补焊设备提供驱动力,带动塞棒5向下进给和旋转,使其与塞孔接触并摩擦,采用寻边器定位塞孔4的轴心,并采用摩擦塞补焊设备驱动塞棒5使其与塞孔4同轴心。对中后,塞孔4和塞棒5的水平位置保持不变,仅调整塞棒5的垂直位移,因此只需要在开始焊接之前进行一次对中即可。
S4、塞棒5在摩擦塞补焊设备的驱动下旋转并缓慢下降进入到塞孔4内部(如图3所示),塞棒5的底面与塞孔4的底部接触并摩擦(如图4所示),随着塞棒5不断向下进给,塞棒5接触面不断转变为可流动的热塑性材料并填充于塞棒5与塞孔4之间,摩擦塞补焊设备停转并持续向塞棒5施加向下的顶锻压力从而形成固相连接的焊缝(如图5所示)。在步骤S4中,摩擦塞补焊设备驱动塞棒5运动分为三个阶段:1、塞棒5与塞孔4接触阶段;2、稳定焊接阶段;3、顶锻阶段。具体地,在摩擦塞补焊设备的驱动下,将塞棒5放入到塞孔4中,当塞棒5抵达塞孔4的底部时,塞棒5的底部与塞孔4接触,在摩擦塞补焊设备的旋转驱动与压力作用下,塞棒5的接触面由于摩擦产热达到热塑性状态,随着塞棒5持续向下进给,直至塞棒5与塞孔4之间的间隙完全被热塑性材料充分填充。应当理解的是,在本步骤当中,可通过塞棒5进给长度来判断塞棒5是否转化为热塑性状态,即当塞棒5能够向下进给时,证明其底部材料正在被消耗,从而获知此时塞棒5底部材料转化为热塑性材料填充于塞棒5与塞孔4的间隙当中。
S5、清除塞棒5及产生的飞边,在焊缝的位置重新加工深孔结构。在步骤S5中,如图6和图7所示,通过机械加工将多余塞棒5和飞边清除,同样可采用铣刀1和丝锥2等工具重新加工深孔结构。
通过以上修复方法修复的孔类结构具有较高的力学性能和疲劳性能,以Q345钢基体修复后加工的M16螺纹孔为例,其拉伸强度可达550-600MPa,屈服强度可到380-420MPa,延伸率可达20-30%,-20℃下冲击韧性可到20-50J;其在140MPa、0.1应力比的条件下,使用12.9级螺栓连接的情况下,疲劳寿命超过10000000次;在更高应力范围的实验条件下,12.9级螺栓发生疲劳断裂,而修复后的内螺纹仍不发生损坏,更换螺栓后的内螺纹仍能保证具有稳定可靠的连接作用。
本发明提供的一种基于摩擦柱塞焊的深孔结构修复方法及应用的塞棒5,采用摩擦柱塞焊工艺,通过固相连接的方式,修复内部损伤的孔类结构,修复后的焊缝位置具有焊接变形小,焊后残余应力低,焊缝性能良好且没有缺陷等优点,对焊缝区域重新加工功能性孔类结构,可以增强孔类结构的力学性能,延长使用寿命,适用于多种孔类结构,特别适用于深孔类结构。
在其中一个实施例中,获取的塞棒5的尺寸满足塞棒5的侧壁与塞孔4的侧壁之间为间隙配合,塞棒5与塞孔4之间的间隙可保证塞棒5能够顺利进给,避免塞棒5在高速旋转前碰到塞孔4侧壁,否则会影响最终的焊缝成型或产生有缺陷的连接。
在其中一个实施例中,基于摩擦柱塞焊的深孔结构修复方法所修复的深孔结构的材料为钢材、铝合金或铸铁。
在其中一个实施例中,基于摩擦柱塞焊的深孔结构修复方法所修复的孔类结构包括但不限于螺纹孔、销孔或带牙口的孔结构等直孔类结构。
在其中一个实施例中,基于摩擦柱塞焊的深孔结构修复方法所修复的孔类结构深度取值范围为20~150mm,直径取值范围为10~25mm。
在其中一个实施例中,在步骤S4中,由摩擦塞补焊设备驱动塞棒5,使其旋转速度达到5000~8000rpm;塞棒5由焊接开始到结束其接触面消耗高度为5~20mm;在摩擦塞补焊设备作用下顶锻施压过程时间为3~30秒;在稳定焊接阶段摩擦塞补焊设备施加的压力为20-60kN,在顶锻阶段摩擦塞补焊设备施加于塞棒5的顶锻压力为20~80kN。
如图8和图9所示,本发明还提供一种塞棒5,塞棒5应用于本发明的基于摩擦柱塞焊的深孔结构修复方法,塞棒5包括:
棒体,棒体的顶部构造有用于摩擦塞补焊设备夹持的夹持部51,棒体的中部构造有过渡段52,棒体的底部构造有消耗段53,且消耗段53的直径小于塞孔4的内径;棒体表面粗糙度Ra≤3.2。
在本实施例中,棒体顶部构造的夹持部51为一对凹槽,摩擦塞补焊设备的输出端可夹持并锁紧于该凹槽中,实现压力和扭力的传递;过渡段52为外径逐渐减小的区域,保证其下部的消耗段53的直径小于塞孔4的内径,从而避免在进给过程中发生变形或断裂;消耗段53的端面用于与塞孔4底面摩擦产热,使得消耗段53变为热塑性状态并填充于塞孔4与塞棒5之间的缝隙中,从而形成固相连接的焊缝。
本发明采用的塞棒5,其适用于本发明的基于摩擦柱塞焊的深孔结构修复方法,通过夹持部51将塞棒5与摩擦塞补焊设备连接起来,通过过渡段52的过渡保证塞棒5消耗段53与塞孔4的尺寸匹配,塞棒5消耗段53与塞孔4底面之间摩擦产热,使得消耗段53变为热塑性状态并填充于塞孔4与塞棒5之间的缝隙中,从而形成固相连接的焊缝。通过塞棒5与塞孔4的配合,可对孔类结构的内部损伤进行修复,可以增强孔类结构的力学性能,延长使用寿命。
进一步地,过渡段52构造为锥体,消耗段53的端部构造为圆台状。
更进一步地,消耗段53的底部构造有半径小于3mm的过渡圆角,过渡圆角可以保证塞棒5末端与塞孔4底部尺寸配合圆滑,使得最开始的摩擦产热过程比较稳定。
以螺纹孔的修复为例,该修复方法,包括:
步骤一:去除螺纹孔损伤处,在损伤螺纹孔位置加工出修复用塞孔;
步骤二:加工并选择与修复用塞孔尺寸配合的塞棒;
步骤三:将带有修复用塞孔的工件固定在焊接工装上;与塞孔配合的塞棒固定在焊机主轴上,操作焊机主轴调整塞棒的位置,使塞棒轴向中心线与塞孔轴向中心线重合并同轴心;
步骤四:操作焊机使塞棒高速旋转至稳定阶段,并缓慢下降进入塞孔;
步骤五:塞棒底面与塞孔底部接触后摩擦,产生的热量使塞棒接触界面的材料达到热塑性状态;塞棒继续沿轴线向下进给,直至塞孔与塞棒之间的空间完全被热塑性材料充分填充;
步骤六:主轴停转,同时沿塞棒轴向向下施加一定大小的顶锻压力并保持一段时间;
步骤七:停止焊接过程,取出完成顶锻焊接且连接在一起的塞孔与塞棒,清除多余塞棒及产生的飞边;
步骤八:在修复后塞补焊缝位置重新加工新的螺纹孔。
由于焊接过程中,需要保证塞棒与塞孔的同轴度,顶锻时要保证沿塞棒轴向向下施加一定大小的载荷并保载,因此对焊接设备的刚性、稳定性和动力要求较高。
该实施例中,焊接工艺参数包括塞棒的旋转速度为6000rpm,焊接压力为30kN,顶锻压力为45kN,顶锻时间为5s。塞棒消耗量、焊接压力和顶锻压力的大小与所需要修复螺纹孔的深度有关,若需要修复的螺纹孔深度增加,则需相应的增大塞棒消耗量、焊接压力和顶锻压力;塞棒的材料宜选为与带塞孔的工件材料相同。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 基于摩擦柱塞焊的深孔结构修复方法及应用的塞棒
- 一种搅拌摩擦焊焊具和用该焊具修复匙孔缺陷的方法