部件搬运组件
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及一种部件搬运(handling)组件,并且特别地涉及一种包括下列部分的部件搬运组件:多个梭子,其各自可沿着轨道彼此独立地移动,其中梭子中的每个包括可保持部件的拾取头;拾取工位(station),在梭子上的拾取头可在该拾取工位处拾取部件;视觉检查工位,在该视觉检查工位中,由在梭子上的拾取头保持的部件可被检查;和放置工位和/或带工位中的至少一个,放置工位包括至少一个托盘,部件可由在梭子上的拾取头递送到该托盘中,带工位包括带,该带包括梭子的拾取头可将部件放置到其中的凹坑。
背景技术
在现有的部件搬运组件中,诸如从托盘拾取部件、将部件放置到托盘上、将被废弃的(rejected)部件从一个托盘分拣到另一个托盘或将部件放置到带中的凹坑中的处理步骤在组件内的固定位置处执行。结果,由于下列原因而出现了延迟:用托盘中的好设备替换被废弃设备的必要性;更换供应用于在拾取工位处拾取的部件并且已经变空的托盘的必要性;更换要接纳部件且已经变满的托盘的必要性;和/或更换已经变满的带(其具有可接纳部件的凹坑)的必要性。延迟导致组件内的流量(flow)(连续性)降低,并且因此导致吞吐量降低。
本发明的目的是消除或减轻与现有部件搬运组件相关联的至少一些上述缺点。
发明内容
根据本发明,这些目的通过具有独立权利要求中所叙述的特征的组件来实现;其中从属权利要求叙述了优选实施例的任选特征。
附图说明
借助于通过示例的方式给出并由附图示出的实施例的描述,将更好地理解本发明,在附图中:
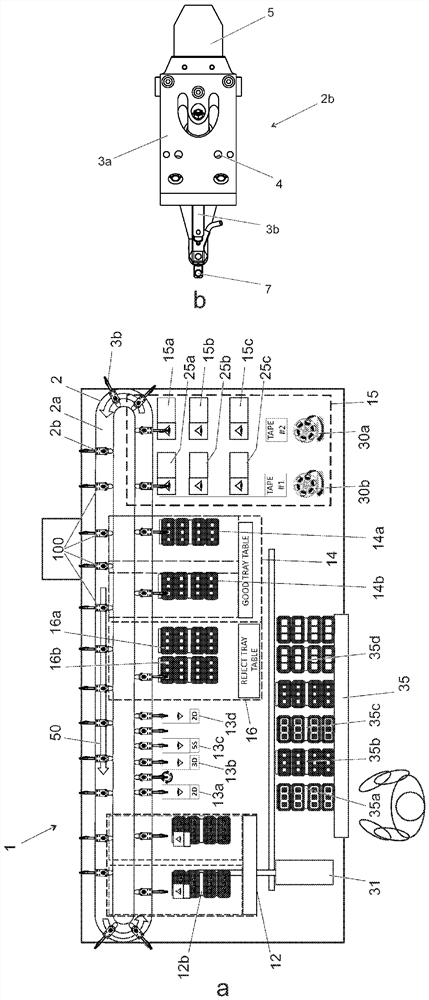
图1a示出了根据本发明的一个实施例的部件搬运组件的平面图;图1b示出了可在图1a的部件搬运组件中使用的梭子中的一个的平面图;
图2a提供了包括真空系统的一种可能的实现方式的图1a的部件搬运组件的实施例的透视图;图2b提供了梭子及其相应的真空入口的放大视图;图2c示出了所述部件搬运组件的真空环103的横截面;
图3a提供了包括真空系统的另一种可能的实现方式的部件搬运组件的实施例的透视图;图3b提供了在图3a的所述部件搬运组件实施例中使用的梭子的透视图;图3c提供了在图3a的所述部件搬运组件实施例中使用的真空系统的平面图;以及图3d提供了在图3a的所述部件搬运组件实施例中使用的真空系统的一部分的透视横截面图;
图4提供了在图3a的所述部件搬运组件实施例中使用的梭子的滑动构件的纵向截面图;
图5提供了在图3a的所述部件搬运组件实施例中使用的板构件的部分和梭子的滑动构件的横截面图;
图6a提供了包括真空系统的又一种可能的实现方式的部件搬运组件的透视图;图6b提供了在图6a的所述部件搬运组件实施例中使用的真空系统的一部分的侧视图和在图6a的所述部件搬运组件实施例中使用的梭子的透视图;图6c提供了在图6a的所述部件搬运组件实施例中使用的真空系统的平面图;以及图6d提供了在图6a的所述部件搬运组件实施例中使用的真空系统的一部分的局部横截面图和在图6a的所述部件搬运组件实施例中使用的真空系统中使用的梭子的透视图;以及图6e提供了在图6a的所述部件搬运组件实施例中使用的真空系统的一部分的横截面图。
图7提供了在图6a的所述部件搬运组件实施例中使用的真空系统的一部分的横截面图和在图6a的所述部件搬运组件实施例中使用的梭子的滑架的透视图。
具体实施方式
图1a示出了根据本发明的一个实施例的部件搬运组件1的平面图。
部件搬运组件1包括传送系统2,该传送系统2包括轨道2a和多个梭子2b。传送系统构造成使得所述梭子2b中的每个可沿着轨道2a单独地且彼此独立地被驱动。这种传送系统2在本领域中是已知的,并且其实现方式可采取任何合适的形式:例如,US9533785公开了一种用于传送物体的设备,并且本发明的传送系统2可以与US9533785中公开的设备相同或相似的方式实现。然而,传送系统2的唯一基本特征是它包括某种轨道2a和多个梭子2b;并且所述梭子2b中的每个都可沿着轨道2a单独地且彼此独立地被驱动。在图1a中,梭子2b在轨道上的移动的方向由箭头50示出;所有梭子2b在轨道2a上在相同方向上移动。
应当理解,轨道2a可具有任何形状。最优选地,轨道构造成呈环的形式(即,遵循环),如图1a所示的部件搬运组件1的轨道2a中的情况那样。应当理解,轨道可例如呈圆形的形式(即,轨道可为环形的或圆形的)或呈椭圆形的形式(即,椭圆形的);或者呈矩形的形式(即,矩形的)或者呈正方形的形式(即,正方形的),或者可呈具有由两个弯曲区段连接的两个直区段的形式。
重要的是,在本发明中,所述梭子2b中的每个包括至少一个拾取头3b,该拾取头3b可保持部件。在该实施例中,所述梭子2b中的每个包括一个拾取头3b,该拾取头3b可保持部件。然而,应当理解,所述梭子2b中的一些或全部可包括任意数量的拾取头(例如多于一个的拾取头3b);例如,所述多个梭子2b可包括梭子2b,梭子2b包括两个拾取头。梭子2b上的拾取头3b中的每个构造成使用真空来保持部件;所述真空由真空系统100供应到拾取头3b。如下文将更详细描述的,在不脱离本发明的范围的情况下,真空系统100可具有各种不同的实现方式(真空系统100a-100c)。然而,应当理解,在本说明书中描述的每个部件搬运组件实施例都具有在图1a和图1b中所示的特征。
如下文将更详细描述的,所述梭子2b的设计将根据真空系统100的实现方式而变化。然而,对于真空系统100的每个实现方式(真空系统100a-100c),在每个真空系统实现方式100a-100c中包括的所述梭子2b中的每个将至少包括在图1b中所示的特征。图1b示出了可在部件搬运组件1中使用的梭子2b的部分的平面图;梭子2b包括一个拾取头3b,并且每个梭子2b上的拾取头3b构造成使用真空来保持部件。每个梭子2b包括与轨道2a配合并构造成沿着轨道2a移动的滑架3a;拾取头3b附接到滑架3a。如所提及的,拾取头3b构造成使用真空来保持部件,并且在图1b中可看到拾取头上的开口7,通过该开口7向部件的表面提供真空。
滑架3a包括磁体4,磁体4可用于控制梭子2b沿着轨道2a的移动的速度。轨道2a典型地包括电磁体(沿着轨道2a定位),其可被选择性地激活以提供磁场;当在轨道被梭子2b占据的部分上的电磁体被激活时,轨道2a上的磁体排斥梭子2b上的磁体4,以将梭子2b推离轨道2a,还用于沿着轨道2a移动“浮动”梭子2b(类似于磁悬浮)。滑架3a还包括编码器和/或传感器5,该编码器和/或传感器5可用于检测所述梭子2b在轨道2a上的位置,从而使得能够确定每个梭子2b相对于轨道上的其它梭子2b的位置,并且因此使得能够控制梭子2b的移动(即,速度),以避免轨道2a上的梭子2b彼此碰撞(以与US9533785中公开的设备执行的方式相同的方式)。
如上文所提及的,部件搬运组件1包括真空系统100。真空系统100可操作以向组件中每个梭子2b的拾取头3b供应真空;此外,真空系统100可操作以在这些梭子2b围绕轨道2a移动时向组件中每个梭子2b的拾取头3b供应真空。应当理解,真空系统100可以各种不同的方式被实现,从而产生各种不同的组件100实施例。将描述三个不同的真空系统100a-100c,产生对应的三个组件实施例。
图2a提供了具有真空系统100的第一示例性实现方式的组件100的透视图;组件100包括真空系统100a。
图2a所示组件100的真空系统100a包括:真空发生装置101,其可操作以生成真空;真空环103,其限定室103a(如图2c中可见,图2c示出了真空环103的横截面图),其中室103a流体连接到真空发生装置,使得由真空发生装置生成的真空将在真空环103的室103a中产生真空;可旋转盘105(其可围绕旋转轴线105b旋转),其包括多个一次导管107,每个一次导管107流体连接到真空环103的室103a,并且布置成从真空环103径向地延伸。在一个实施例中,多个一次导管107中的每个都与可旋转盘105成一体,而在另一个实施例中,一次导管107中的每个由相应的导管限定,并且导管附接到可旋转盘105。
图2c示出了真空环103的横截面。参考图2a和图2c,可看到,在该实施例中,真空环103限定单个室103a,并且多个一次导管107中的每个都流体连接到该单个室。重要的是,可旋转盘105可旋转,并且在盘105的整个旋转过程中,多个一次导管107中的每个将保持连续地流体连接到由真空环103限定的该单个室(这确保了即使当可旋转盘105围绕旋转轴线105b旋转时,也不会中断对一次导管107中的每个的真空供应)。
在一个实施例中,可旋转盘105可围绕旋转轴线105b自由旋转;然而,在另一个实施例中,部件搬运组件1还包括驱动马达,该驱动马达可驱动可旋转盘105围绕旋转轴线105b旋转。
真空系统100a还包括:多个出口109,其布置在可旋转盘105的外围(peripheral),并且其中每个一次导管107流体连接到相应的出口109;和多个二次导管110,其中每个二次导管110流体连接在相应出口109和相应梭子2b上的相应真空入口120之间。最优选地,二次导管110中的每个由柔性材料形成,例如每个二次导管110可由相应的橡胶管限定。在实施例中,二次导管110中的每个由既弹性又柔性的材料形成,使得每个二次导管110可被拉伸以增加长度,并且可在拉伸二次导管的力被移除之后弹性地返回到其原始长度。
图2b提供了在包括真空系统100a的组件100中使用的梭子2b的放大视图。梭子2b包括真空入口120。每个相应梭子2a的真空入口120流体连接到该梭子2a的拾取头3b。在该实施例中,真空入口120经由限定在梭子2a的上部构件122内的室流体连接到中间导管125;并且其中中间导管125流体连接到拾取头3b。然而,应当理解,梭子2a的真空入口120可使用任何其它合适的装置流体连接到该梭子2a的拾取头3b。
真空系统100a可操作以向每个梭子2a上的拾取头3b提供真空,使得每个梭子2b可通过真空将相应的部件保持在拾取头3b处:真空发生装置101被操作以生成真空;所生成的真空将在由真空环103限定的单个室内产生真空,这又在可旋转盘105中的一次导管107中的每个内产生真空(因为一次导管107中的每个流体连接到由真空环103限定的同一单个室,并且因为由真空发生装置101生成的真空是连续的,所以即使在可旋转盘105旋转时,一次导管107中的每个中的真空也将是连续的);一次导管107中的每个中的真空又在可旋转盘105的外围的多个出口109中的每个处产生真空;在多个出口109中的每个处产生的真空又在多个二次导管110的每个中产生真空,这又在每个相应的梭子2b的真空入口120中的每个处产生真空;每个相应的梭子2a的真空入口120处的真空又在该相应的梭子2a的拾取头3b处产生真空,并且该相应的梭子2a的拾取头3b处的真空用于将部件保持在该梭子2a的拾取头3b上。
如在一个实施例中提及的,可旋转盘105构造成使得其围绕旋转轴线105b自由旋转;在这样的实施例中,当梭子2a围绕轨道2a移动时,二次导管110(每个二次导管在一个端部处连接到可旋转盘105的外围处的相应出口109,并且在其相对端部处连接到相应的梭子2a(具体地连接到梭子2a的真空入口120))将拉动可旋转盘105(具体地将拉动可旋转盘105的外围处的相应出口109);由二次导管110施加的拉力将导致可旋转盘105围绕旋转轴线105b旋转(即,自由旋转),使得可旋转盘105。由于可旋转盘105构造成自由旋转,可旋转盘105不会阻止梭子2a围绕轨道2b移动;具体地,可旋转盘105将围绕旋转轴线105b自由旋转,在与梭子围绕轨道2a移动相同的方向上(即,顺时针或逆时针)并且以由二次导管110施加到可旋转盘105的拉力决定的速度旋转。这样,即使在梭子2a围绕轨道2a移动时,真空系统100a也可继续向每个梭子2a的拾取头3b提供真空。此外,当梭子2a围绕轨道2a移动时,二次导管110不会变得缠结。
如在另一个实施例中提及的,部件搬运组件1还包括驱动马达,该驱动马达可驱动可旋转盘105围绕旋转轴线105b旋转;换句话说,在该实施例中,可旋转盘105围绕旋转轴线105b旋转的移动是机动的(不同于其中可旋转盘105构造成围绕旋转轴线105b自由旋转的前面提及的实施例)。在该实施例中,驱动马达被操作以使可旋转盘105围绕旋转轴线105b旋转,其旋转方向与梭子2b围绕轨道2a移动的方向相同(即,顺时针或逆时针),并且其速度确保二次导管110不会限制(即,阻止)梭子2b在轨道2a上移动(即,确保每个相应的二次导管110不会在与该梭子围绕轨道2a移动的方向相反的方向上向相应的梭子2b施加力);这可例如通过围绕旋转轴线105b以一定速度旋转可旋转盘105来实现,该速度确保在可旋转盘105的外围处的多个出口109与移动的梭子2b基本上保持同步。这样,即使在梭子2a围绕轨道2a移动时,真空系统100也可继续向每个梭子2a的拾取头3b提供真空。此外,当梭子2a围绕轨道2a移动时,二次导管110不会变得缠结。
图3a提供了具有真空系统100的第二示例性实现方式的组件100的透视图;图3a的组件100包括真空系统100b。图3b提供了在包括真空系统100b的所述部件搬运组件实施例中使用的梭子2b的透视图;图3c提供了真空系统100b的一部分的平面图;并且图3d提供了真空系统100b的一部分的透视横截面图和在包括真空系统100b的所述部件搬运组件实施例中使用的梭子2b的透视图。
参考图3a至图3d,真空系统100b包括真空发生装置501,其可选择性地操作以生成真空;真空室303,其流体连接到真空发生装置501(通过导管502),使得由真空发生装置501生成的真空将在真空室303中产生真空;板构件304,其具有限定在其中的一个或多个开口305,其中所述一个或多个开口305各自流体连接到真空室303。在该示例中,板构件304具有限定在其中的多个开口305,其中多个开口305平行于轨道2a连续布置。(在另一个实施例中,代替连续布置的多个开口305,板构件304可具有平行于轨道2a延伸的单个开口(即,连续通道))。
为了清楚起见,图3a示出了仅沿着轨道2a的一部分延伸的真空系统100b(例如,多个开口305仅沿着轨道2a的一部分连续布置);然而,应当理解,真空系统100b优选地沿着轨道2a的整个长度延伸。换句话说,优选地,板构件304具有限定在其中的开口305(每个开口流体连接到真空室303),开口305沿着轨道2a的整个长度定位(即,多个开口305围绕轨道2a的整个环连续布置;例如,优选地,板构件304比图3a中所示的大,优选地,板构件304足够大,以沿着围绕轨道2a的环的内部(或外部)的整个长度延伸,使得多个开口305连续布置,以形成在轨道的环内部平行于轨道2a的环)。
在包括真空系统100b的部件搬运组件的实施例中,所述多个梭子2b中的每个都包括滑动构件307,该滑动构件307布置在板构件304的表面308(优选地平坦表面308)周围,并且构造成当梭子2b沿着轨道2a移动时在所述表面308上滑动。如图3d所示,每个梭子2b的所述滑动构件307具有限定在其中的通道309,其中通道309具有入口310和出口311,其中所述出口311流体连接到梭子2b的拾取头3b(在该示例中,所述出口311流体连接到输出喷口312,并且输出喷口312又经由导管313流体连接到梭子2b的拾取头3b。然而,应当理解,所述出口311可使用任何装置流体连接到梭子2b的拾取头3b)。入口310在限定在板构件304中的所述多个开口305中的至少一个上对齐;重要的是,当梭子2b沿着轨道2a移动时,随着滑动构件307沿着板构件304的所述表面308滑动,入口保持在限定在板构件304中的所述多个开口305中的至少一个上对齐,使得当梭子2b围绕轨道2a移动时,真空可被供应到所述梭子2b的拾取头3b。
图4提供了梭子2a的滑动构件307的纵向截面图;如图所示,入口310足够大,以在限定在板构件304中的所述开口305中的多于一个上延伸;具体地,在该示例中,入口310在限定在板构件307中的三个连续开口305上延伸(然而,入口310可构造成在限定在板构件307中的任意数量的连续开口305上延伸,例如,入口310可构造成在限定在板构件307中的两个连续开口305上延伸)。最优选地,在板构件304具有限定在其中的多个开口305的实施例中,滑动构件307的入口310足够大以在所述开口中的至少两个上延伸(例如,入口比两个连续开口的直径的总长度长,或者具有至少等于两个连续开口的直径的总长度的长度);有利地,这将确保当梭子2b围绕轨道2a移动时,对所述梭子2b的拾取头3b的真空供应不会中断(如果滑动构件307的入口310尺寸设计成仅在一个开口上延伸,那么当滑动构件307从入口310在板构件304中限定的一个开口上对齐的位置滑动到入口310在板构件304中限定的下一个连续开口上对齐的位置时,对该梭子2b的拾取头3b的真空供应将会中断)。
如图3b和图3d以及图4中可最清楚地看到的,滑动构件307是半圆柱形的,滑动构件307的平坦表面307a布置成邻接板构件304的表面308;入口310限定在滑动构件307的所述平坦表面307a中。滑动构件307的平坦表面307a和板构件304的表面308之间的邻接确保在滑动构件和板构件304之间的交界(interface)处很少或没有真空逸出(escape),并且因此确保在室303中产生的真空传递到滑动构件307中的通道309。
而且,如图3c和图4中可看到的,每个滑动构件307在滑动构件307的相对侧处具有弯曲切口307b、307c;弯曲切口307b、307c与入口301的相对侧对齐并布置在入口301的相对侧上,因此弯曲切口307b、307c和入口310都位于同一轴线315上。弯曲切口307b、307c中的每个在限定在板构件304中的所述开口305上对齐。
图5示出了滑动构件307和板构件304的一部分的横截面图。如图所示,滑动构件307的平坦表面307a邻接板构件304的表面308。滑动构件307还包括邻近平坦表面307a的台阶318;台阶318在邻接板构件304的表面308的平坦表面307a和第二表面307d之间的交界处,第二表面307d平行于平坦表面307a,但是位于高于平坦表面307a的平面的平面上,使得在第二表面307d和板构件304的表面308之间存在间隙319。该间隙319允许减少滑动构件307和板构件304之间的摩擦,使得当梭子2b沿着轨道2a移动时,滑动构件307可更容易地在板构件304上滑动。
图6a提供了具有真空系统100的第三示例性实现方式的组件100的透视图;图6a的组件100包括真空系统100c;图6b提供了真空系统100c的一部分的透视侧视图和在包括真空系统100c的所述部件搬运组件实施例中使用的梭子2b的透视图;图6c提供了真空系统100c的平面图;并且图6d提供了真空系统100c的一部分的横截面图和在包括真空系统100c的所述部件搬运组件实施例中使用的梭子2b的透视图;并且图6e提供了真空系统100c的一部分的横截面图。图7提供了真空系统100c的一部分的横截面图和梭子2b的滑架615的透视图。
参考图6a至图6e和图7,真空系统100c包括:真空发生装置501,其可选择性地操作以生成真空;真空室603,其流体连接到真空发生装置501(经由导管502),使得由真空发生装置501生成的真空将在真空室603中产生真空。如在图6e和图7中可最清楚地看到的,真空室603由空间(volume)限定,该空间在上板构件604和在上板构件604下方突出的相对的密封构件605a、605b之间;相对的密封构件605a、605b中的每个都具有附接到上板构件604的相应的第一端部606a和第二自由端部606b。
为了清楚起见,图6a示出了仅沿着轨道2a的一部分延伸的真空系统100c;然而,应当理解,真空系统100c优选地沿着轨道2a的整个长度延伸。换句话说,优选地,上板构件604和相对的密封构件605a、605b位于轨道2a上方,并且在轨道2a的整个长度上在环中延伸(优选地平行于轨道2a)(即,围绕轨道2a一直延伸)。
上板构件604包括多个真空输入端(inputs)624,每个真空输入端624流体连接到真空室603。每个真空输入端624流体连接到真空发生装置501(经由导管502)。在该实施例中,多个输入端624沿着上板构件604均匀地分布,使得由真空发生器供应的真空在真空室603中基本上均匀分布。
密封构件605a、605b布置成使得密封构件605a、605b的第二自由端部606b彼此邻接以密封真空室603。在该实施例中,密封构件605a、605b的第二自由端部606b朝向彼此邻接被弹性地偏压,以密封真空室603。每个密封构件605a、605b的第二自由端部606b构造成具有圆形横截面(然而,这不是本发明的基本特征,并且第二自由端部606b可具有任何合适的形状或构造)。密封构件605a、605b包括弹性材料,使得每个密封构件605a、605b的第二自由端部606b可被弹性地挤压。
在该实施例中,相对的密封构件605a、605b各自包括橡胶材料——这允许第二自由端部606b被容易地弹性挤压(然而,应当理解,相对的密封构件605a、605b可包括任何合适的材料;最优选地,相对的密封构件605a、605b的至少第二自由端部606b将包括弹性和柔性材料)。此外,在该实施例中,每个密封构件605a、605b的第二自由端部606b构造成具有圆形横截面;当挤压力施加到第二自由端部606b时,圆形横截面允许第二自由端部606b更容易地挤压。
在该实施例中,真空系统100c还包括限制器构件607,该限制器构件607邻近密封构件605a、605b的相应第二自由端部606b布置;限制器构件607限制密封构件605a、605b的相应第二自由端部606b远离彼此的移动(然而,应当理解,限制器构件是任选的特征;例如,可不设置限制器构件(其中相对的密封构件朝向彼此邻接的弹性偏压被用作限制密封构件605a、605b的第二自由端部606b远离彼此的移动的唯一手段;或者上板构件604的壁可用于限制密封构件605a、605b的第二自由端部606b远离彼此的移动))。
如在图6e和图7中可最清楚地看到的,所述多个梭子2b中的每个都包括具有锚定部分611和杆部分610的滑架615,杆部分610具有附接到锚定部分611的第一端部610a和第二自由端部610b。滑架615布置成使得杆部分610在相对的密封构件605a、605b的第二自由端部606b之间突出,使得杆部分610的第二自由端部610b位于真空室603内,并且使得滑架的锚定部分611在密封构件605a、605b的第二自由端部606b下方的真空室603的外部。
滑架615具有限定在其中的通道625,该通道625流体连接入口620和出口621;入口620限定在杆部分的第二自由端部610b中,并且出口621限定在滑架615的锚定部分611中。
出口621流体连接到梭子2b的拾取头3b。在该示例中,出口621通过导管627流体连接到梭子2b的拾取头3b,然而,应当理解,出口621可使用任何合适的装置流体连接到梭子2b的拾取头3b。
由于杆部分610的第二自由端部610b位于真空室603内,入口620将通道625与真空室603流体连接。当梭子2b沿着轨道2a移动时,杆部分610的第二自由端部610b保持连续地位于真空室603内;当梭子2b沿着轨道2a移动时,杆部分610的第二自由端部610b将移动穿过真空室603。因此,当梭子2b围绕轨道2b移动时,真空可被供应到所述梭子2b的拾取头3b(具体地,真空从真空室603传递到入口620中,并经由滑架615中的通道625传递到出口621;然后真空从出口621经由导管627传递到梭子2b的拾取头3b)。
如所提及的,当梭子2b沿着轨道2a移动时,杆部分610的第二自由端部610b保持连续地位于真空室603内;当梭子2b沿着轨道2a移动时,杆部分610的第二自由端部610b移动穿过真空室603;当梭子2a沿着轨道2b移动时,在相对的密封构件605a、605b的第二自由端部606b之间突出的滑架的杆部分610挤压相对的密封构件605a、605b的第二自由端部606b的连续部分。当梭子2a占据轨道2b上的位置时,梭子2b的滑架615的杆部分610(其在相对的密封构件605a、605b的第二自由端部606b之间突出)将挤压在所述位置处相对的密封构件605a、605b的第二自由端部606b的部分;相对的密封构件605a、605b的第二自由端部606b在由杆部分610占据的所述位置处的部分将邻接杆部分610的相对侧,以形成基本上流体密封的邻接,从而防止真空室603中的真空在杆部分610和相对的密封构件605a、605b之间的交界处逸出。
此外,由于相对的密封构件605a、605b的第二自由端部606b朝向彼此邻接被弹性地偏压,相对的密封构件605a、605b的第二自由端部606b在由滑架615的杆部分610占据的位置的任一侧上的部分将彼此邻接,以形成基本上流体密封的邻接,以密封真空室603。
再次参考图1a,部件搬运组件1还包括位于轨道2a附近的多个工位。应当理解,该工位可采取任何合适的形式。在该示例中,所述多个工位包括拾取工位12、多个视觉检查工位13a-d、放置工位14、带工位15和废弃工位16。应当理解,组件1可包括任意数量的视觉检查工位,例如,组件1可仅包括单个视觉检查工位。还应当理解,组件可仅包括放置工位或带工位中的一个。
拾取工位12是梭子2b上的拾取头3b可从位于所述拾取工位12中的托盘12a、12b拾取部件的工位。在该示例中,拾取工位12包括两个托盘:第一托盘12a和第二托盘12b;每个托盘包括将被递送到废弃工位16、放置工位14或带工位15的部件。在一个示例中,到达拾取工位12的梭子2b在轨道2a上的与第一托盘12a相对的位置处暂停,并且该梭子2b上的拾取头然后从第一托盘12a拾取部件;这对于到达拾取工位12的每个梭子2b都发生,直到第一托盘12a中的所有部件都已被拾取(即,直到第一托盘12a是空的)。当第一托盘12a为空的时,随后到达拾取工位12的梭子2b在轨道2a上的与第二托盘12b相对的位置处暂停,并且该梭子2b上的拾取头然后从第二托盘12b拾取部件;这对于到达拾取工位12的每个梭子2b都发生,直到第二托盘12b中的所有部件都已被拾取(即,直到第二托盘12b是空的)。在从第二托盘12b拾取部件的同时,空的第一托盘12a被装满部件的另一个托盘替换;因此,当第二托盘12b是空的时,部件再次从第一托盘12a被拾取。有利地,当在拾取工位12处的托盘变空时,组件1不需要被中断。
多个视觉检查工位13a-d用于检查部件是否有缺陷。具体地,多个视觉检测工位13a-d包括捕捉部件的图像(例如,部件表面的图像)的一个或多个相机,并且这些图像然后被处理以检测是否存在缺陷——例如,部件的表面上的裂纹、部件上的引脚、接触焊盘或球的损坏等。最优选地,多个视觉检查工位13a-d中的每个构造成执行部件的检查,同时部件由相应梭子2b的部件搬运头3b保持。在该示例中,组件1包括第一2D检查工位13a、3D检查工位13b、5S检查工位13c和第二2D检查工位13d。
在第一2D检查工位13a处,由提供二维图像的相机执行对保持在梭子2b的拾取头上的部件的检查。例如,可使用提供二维图像的相机来检查设置在部件的表面上的部件的(一个或多个)引线、部件的(一个或多个)接触焊盘和/或(一个或多个)2-D球。具体地,可检查设置在部件的表面上的所述(一个或多个)引线、(一个或多个)接触焊盘和/或(一个或多个)2-D球是否有诸如断裂、弯曲或裂纹的缺陷。
在3D检查工位13b处,使用提供三维图像的相机来执行对保持在梭子2b的拾取头上的部件的检查。例如,可在该工位13b处检查部件的高度;使用提供三维图像的所述相机,可检查部件的引线的共面性、和/或部件的接触焊盘的共面性、和/或部件的球的共面性是否有缺陷。例如,缺陷可能是部件的接触焊盘不共面;和/或部件的(一个或多个)引线不共面;和/或部件的球不共面;和/或由于例如部件的表面上的凹陷或损坏导致的部件的高度不够。
在5-S检查工位13c处,提供了如申请WO2004079427中所述的光学设备和检查模块。具体地,5-S检查工位13c是五面检查工位,其构造成(通过相机和棱镜和/或反射镜)同时提供部件的至少五个表面的图像。这里,所述五个表面被检查是否有诸如裂纹或损坏等的缺陷。
如果在第一2D检查工位13a、3D检查工位13b和/或5-S检查工位13c中的任一个处检查时检测到部件中的缺陷,则该部件被认为是有缺陷部件,否则它被认为是好部件。
第二2D检查工位13d包括用于检测梭子2b的拾取头上的部件的当前位置和当前取向的相机。第二2D检查工位13d优选地还包括再定心模块,该模块将部件从其在拾取头上的当前位置和当前取向移动到拾取头上的预定位置和预定取向。应当理解,部件的旋转可在再定心模块上完成,或者通过集成到由外部马达致动的拾取头本身的实施例来完成。预定的位置和取向有助于拾取头能够将部件放置到在放置工位或废弃工位处的托盘中,或者放置到在带工位处的带的凹坑中;当将部件放置到在放置工位或废弃工位处的托盘中,或放置到在带工位处的带的凹坑中时,它降低了损坏(例如弯曲)部件的引线和损坏部件的球的风险。
如所提及的,组件1还包括放置工位14和带工位15以及废弃工位16。
废弃工位16包括第一次品(reject)托盘16a和第二次品托盘16b。如果在检查工位13a-d处确定部件具有缺陷(即,以下称为有缺陷部件),则运送该有缺陷部件的梭子2b将停止在第一次品托盘16a的对面,梭子2b上的搬运头3b将把有缺陷部件放置到第一次品托盘16a中;对于到达废弃工位16并运送有缺陷部件的每个后续梭子2b,将发生相同的步骤,直到第一次品托盘16a装满。
当第一次品托盘16a装满有缺陷部件时,运送有缺陷部件的梭子2b(其到达废弃工位16)将停止在第二次品托盘16b的对面,并且相应梭子2b上的搬运头3b将把相应的有缺陷部件放置到第二次品托盘16b中。同时,装满有缺陷部件的第一次品托盘16a被替换为空的第一次品托盘,使得当第二次品托盘16b装满有缺陷部件时,运送有缺陷部件的梭子将这些有缺陷部件放置到空的第一次品托盘中。同样,在空的第一次品托盘装满有缺陷部件之前,同时,满的第二次品托盘被替换为空的第二次品托盘。有利地,当在废弃工位16处的次品托盘变得装满有缺陷部件时,组件1不需要被中断。
如果在检查工位13a-d处确定部件没有缺陷(即,以下称为好部件),则该好部件被放置到在放置工位14中的托盘中,或者被放置到在带工位15中的带的凹坑中。
在该示例中,组件1可选择性地在第一操作模式或第二操作模式下操作(用户可选择操作模式);这是因为在该示例中的组件具有放置工位14和带工位15两者。然而,在另一个实施例中,组件具有放置工位或带工位(不是两者),在这种情况下,将没有以两种模式操作的选项,准确地说(rather),如果组件包括放置工位,则组件将仅在第一模式下操作;并且如果组件包括带工位,则仅在第二模式下操作。
在所有操作模式下,真空系统100将被操作以向组件中每个梭子2b的拾取头提供真空。
在第一操作模式下,已经从拾取工位12拾取并且已经通过视觉检查工位13a-d并被确定为好部件的部件最终由拾取头放置在放置工位14的托盘中的梭子2b上;在第二种模式下,已经从拾取工位12拾取并且已经通过视觉检查工位13a-d并被确定为好部件的部件最终被梭子2b上的拾取头放置到带工位15中的带的凹坑中。因此,好部件最终是由梭子2b上的拾取头放置到放置工位14中的托盘中还是放置到在带工位15处的带的凹坑中,取决于用户选择的组件1的操作模式。
放置工位14包括至少两个托盘,使得当托盘中的一个装满好部件时,梭子2b上的拾取头3b可将部件放置到位于所述拾取工位中的所述另一个(other)托盘中,同时用另一个空托盘替换装满的托盘。在该示例中,放置工位14包括第一良品(good)托盘14a和第二良品托盘14b,梭子2b上的拾取头可将保持的部件放置在其中。
如果在检查工位13a-d处确定部件没有缺陷(即,被确定为好部件),并且该组件处于其第一操作模式,则运送该好部件的梭子2b将停止在第一良品托盘14a的对面,并且梭子2b上的搬运头3b将把好部件放置到第一良品托盘14a中;对于到达放置工位14并运送好部件的每个后续梭子2b,将发生相同的步骤。
当第一良品托盘14a装满好部件时,运送好部件的梭子2b(其到达放置工位14)将停止在第二良品托盘14b的对面,并且相应梭子2b上的搬运头3b将把相应的好部件放置到第二良品托盘14b中。同时,装满好部件的第一良品托盘14a被替换为空的第一良品托盘,使得当第二良品托盘14b装满好部件时,运送好部件的梭子2b将这些好部件放置到空的第一良品托盘中。同样,在空的第一良品托盘装满好部件之前,同时,第二良品托盘在装满好部件时被替换为空的第二良品托盘。有利地,当在放置工位14处的良品托盘装满好部件时,组件1不需要被中断。
另一方面,如果用户已经选择组件在第二操作模式下操作,那么在检查工位13a-d处被确定为没有缺陷(即,被确定为好部件)的部件将被运送该部件的梭子2b上的拾取头放置到带工位15处的带的凹坑中(而不是放置工位14中的托盘14a、14b之一中)。具体地,在检查工位13a-d处被确定为没有缺陷(即,被确定为好部件)的部件将被梭子2b上的拾取头直接放置到位于带工位15处的带的凹坑中。
在该示例中,带区段15包括第一带前模块15a、第一带内模块15b和第一密封模块15c以及第一带30a,该第一带30a具有多个凹坑,每个凹坑可接纳部件;以及第二带前模块25a、第二带内模块25b和第二密封模块25c以及第二带30b,该第二带30b具有多个凹坑,每个凹坑可接纳部件。
为了使梭子2b上的拾取头3b能够将它所保持的部件放置到带30a、30b的凹坑中,所述凹坑必须相对于梭子2b处于预定位置(或者至少在相对于梭子2b的预定位置范围内)。第一带前模块15a和第二带前模块25a各自包括相机,该相机构造成检测部件将被放置在其中的带中的凹坑的位置,并基于由检查工位13a-d中的一个或多个提供的图像数据来确定部件在梭子的拾取头3b上的位置。使用该数据,第一带前模块15a和第二带前模块25a可各自确定梭子上的部件相对于凹坑的相对位置;如果相对定位不等于使拾取头能够将它所保持的部件正确地放置到带的凹坑中所需的预定相对定位(或者不在预定的相对定位范围内),则凹坑的位置被调整(例如通过位置调整模块,该模块例如通过在任一方向上滚动带来移动带的位置),使得相对定位等于预定相对定位(或者在预定相对定位范围内)。一旦带已经移动到使得凹坑相对于部件在梭子的拾取头3b上的位置进入所述预定位置,拾取头3b然后可将部件直接放置到带的凹坑中。
第一带内模块15b和第二带内模块25b各自包括相机,该相机构造成在部件已经被拾取头3b放置到所述凹坑中之后检测凹坑中的部件的位置;在凹坑被密封之前,部件必须正确地(即,在预定的取向上)安放在凹坑中。此外,第一带内模块15b和第二带内模块25b的相机用于执行部件的最终检查,以确定部件是否已经损坏。
第一密封模块15c和第二密封模块25c各自包括用于在部件已经被放置到凹坑中之后密封它们相应的带30a、30b的凹坑的装置。
如果在检查工位13a-d处确定部件没有缺陷(即,被确定为好部件),并且组件1处于其第二操作模式,则运送该好部件的梭子2b将在第一带前模块15a的对面停止。
第一带前模块15a将检测其中将放置好部件的第一带30a中的凹坑的位置(使用其相机),并且将基于由检查工位13a-d中的一个或多个提供的图像数据来确定部件在梭子的部件搬运头3b上的位置。使用该数据,第一带前模块15a将确定梭子上的部件相对于它将被放入的第一带30a中的凹坑的相对位置。如果相对定位不等于预定的相对定位(或者不在预定的相对定位范围内),则第一带前模块将调整凹坑的位置(例如,通过在一个方向或另一个方向上滚动带),使得第一带30a中的凹坑相对于梭子2b上的拾取头3b上的部件的位置的位置等于预定的相对定位(或者在预定的相对定位范围内)。然后,梭子2b上的拾取头3b将部件直接放置到第一带30a的凹坑中。
然后,在部件已经被拾取头3b放置到所述凹坑中之后,第一带内模块15b使用其相机检查部件在第一带30a的凹坑中的位置。此外,第一带内模块15b将对部件进行最终检查,以确定部件是否已经损坏。如果部件正确地安放在第一带30a的凹坑中,并且确定部件没有损坏,则第一密封模块15c密封该凹坑。
对每个好部件执行前述段落中的步骤,直到第一带30a中的所有凹坑都装满。此后,通过执行相同的步骤,但是使用第二带前模块25a、第二带内模块25b和第二密封模块25c,将好部件填充到第二带30b的凹坑中。当然,如果好部件将被填充到第二带30b的凹坑中,则运送好部件的相应的梭子2b将在第二带前模块25a的对面(而不是在第一带前模块的对面)停止。
在第二带30b中的所有凹坑都被好部件填充之前,同时,现在装满好部件的第一带30a被替换为具有空凹坑的另一个新的第一带。当第二带30b中的所有凹坑都装满好部件时,然后将部件放置到新的第一带的凹坑中;同样地,在新的第一带中的所有凹坑都被好部件填充之前,装满好部件的第二带被替换为具有空凹坑的另一个新的第二带。有利地,当带中的所有凹坑都装满好部件时,组件1不需要被中断。
组件1还包括托盘传送模块31,其可在托盘堆叠工位35与拾取工位12和放置工位14和废弃工位16之间自动传送托盘。因此,例如,当放置工位处的第一良品托盘14a变得装满好部件时,则托盘传送模块将把该第一良品托盘传送离开放置工位,并且将把新的空的第一托盘传送到放置工位,以替换满的第一托盘。最优选地,托盘传送模块31处理本说明书中描述的全部满托盘的更换或空托盘的更换。
在该示例中,托盘堆叠工位36至少包括以下叠堆:第一叠堆的托盘35a,其包括填充有部件并且将由传送模块31传递到拾取工位的托盘;第二叠堆的托盘35b,其包括传送模块31已经从拾取工位12取回的空托盘;第三叠堆的托盘35c,其包括填充有传送模块31从废弃工位16取回的有缺陷部件的托盘;第四叠堆的托盘35d,其包括填充有传送模块31已经从放置工位14取回的好部件的部件。
在本发明中,因为所述梭子2b可沿着轨道2a被单独地且彼此独立地被驱动,这允许增加操作的灵活性,这导致当操作组件1时改进的流量和吞吐量。例如,当拾取工位12处的第一托盘12a变空时(因为已经进入放置工位的梭子2b上的拾取头已经从第一托盘12a拾取了所有部件),然后,到达拾取工位12的下一个梭子2b可停止在第二托盘12b的对面,使得所述梭子2b上的拾取头可立即从第二托盘12b拾取部件(不必等待第一托盘被另一个装满部件的托盘替换,或者不必等待第二托盘12b(装满部件)被移动到拾取工位12中第一托盘先前占据的位置)。换句话说,在组件内发生部件的拾取的组件内的位置是灵活的。类似地,将好部件放置到在放置工位处的托盘中的组件中的位置是灵活的;并且将有缺陷部件放置到在废弃工位处的托盘中的组件内的位置是灵活的;并且将部件放置到在带工位处的带的凹坑中的组件内的位置是灵活的。这种灵活性允许增加组件中的流量,从而允许实现增加的吞吐量。
在不脱离如所附权利要求书中限定的本发明的范围的情况下,对本发明所描述的实施例的各种修改和变型对于本领域技术人员来说是显而易见的。尽管已经结合具体的优选实施例描述了本发明,但是应该理解,所要求保护的本发明不应该过度地局限于这样的具体实施例。
- 乘客输送机的部件搬运工具及部件搬运方法
- 电子部件搬运装置以及电子部件搬运方法