一种本征疏水性非膨胀型钢结构防火涂料的生产装置
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及钢结构防火涂料加工技术领域,尤其是一种与本征疏水性非膨胀型钢结构防火涂料配方和工艺配合使用的本征疏水性非膨胀型钢结构防火涂料生产设备。
背景技术
非膨胀型钢结构防火涂料是以硅酸盐水泥作为粘结剂,与隔热材料混合而成的耐火隔热材料。在国家标准《钢结构防火涂料》GB14907-2002中,该类材料按照厚度被称为厚型钢结构防火涂料;而在《钢结构防火涂料》GB14907-2018中则按照防火机理进行了重新命名,称之为非膨胀型钢结构防火涂料。这是因为该类防火涂料在火灾中依靠自身的不燃性、低导热性或涂层中材料的吸热性来延缓被保护钢材的温升,起到延长钢结构耐火极限的目的,其自身在火灾前后不发生明显体积变化,故而先前之厚型钢结构防火涂料即为新国标下的非膨胀型钢结构防火涂料。
对于非膨胀型钢结构防火涂料的生产,论文《国内钢结构防火涂料生产工艺现状及发展趋势》文中指出:“国内厚型钢结构防火涂料产品生产过程是一个物理混合的过程,主要设备为干粉混合机,混合的目的就是把粘结剂与各种无机轻质、增强材料等物料在干态下混合均匀,这也是厚型钢结构防火涂料生产的核心工序。”
发明专利CN106699052B一种厚型钢结构防火涂料及其制备方法公开了一种厚型钢结构防火涂料的生产方法,采用无重力卧式混合机将水泥粘结料、粉煤灰、碳酸钙、耐火粘土、保水剂、引气剂、阻燃剂、触变剂、纤维与干燥后的膨胀珍珠岩混合均匀,搅拌速度为80r/pm,搅拌时间为8min。
发明专利CN104496499A一种厚型钢结构用防火涂料公开了一种厚型钢结构防火涂料的生产方法,采用无重力搅拌机将主粘合剂、辅助粘合剂和增强纤维加入,打开飞刀,以避免出现粘合,防止搅拌不均,搅拌时间为3分钟,关闭飞刀,再加入阻燃剂和其他助剂,继续搅拌,搅拌时间为3分钟,加入防火填料,继续搅拌,搅拌时间为:2分钟,计量打包出料。
发明专利CN104231706A一种WH室外厚型钢结构防火涂料生产工艺公开的涂料生产过程为:采用搅拌机将粉料和助剂放入并搅拌,搅拌结束之后,再对其进行过筛处理,合格的进行下一步称量工作,不合格的打回搅拌机里重新搅拌,称量结束之后,再进行装袋、入库处理。
专利CN206613458U公开了一种厚型钢结构防火涂料制作装置,设计的新型厚型钢结构防火涂料制作搅拌装置能够更加快速的将涂料在生产过程中搅拌均匀,设计的多轴搅拌装置在主搅拌桨转动搅拌的过程中,多轴搅拌叶也会跟着转动,这样就使得涂料被更加均匀的搅拌,而且搅拌的速度更加快;而且设计了水浴加热器可以在对涂料搅拌的过程中对涂料进行加热,水浴加热可以使涂料慢速升温,而且温度也不会太高,导致损坏涂料,使涂料添加剂能够更加快速融合;
综上所述,已有非膨胀型钢结构防火涂料的核心生产设备仅为干粉混合机。生产过程为常温下将硅酸盐水泥、膨胀蛭石、膨胀珍珠岩及其他辅助材料等混合均匀。这种工艺生产出的涂料在固化为涂层后,容易吸潮。
发明内容
为了克服现有技术工艺生产的涂料容易受潮的缺陷,本发明提供一种创新的本征疏水性非膨胀型钢结构防火涂料的生产装置。
本发明的技术方案如下:
一种本征疏水性非膨胀型钢结构防火涂料生产装置,其特征在于:
包括粉料进料系统、改性剂进料系统和主混合设备搅拌釜,所述粉料进料系统、改性剂进料系统分别通入所述主混合设备搅拌釜;
所述粉料进料系统包括粉料罐和输送装置;
所述改性剂进料系统包括改性剂储罐、连接管道、控制流速装置及改性剂液料雾化喷淋头,
所述主混合设备搅拌釜上部设有粉料进料口和所述改性剂液料雾化喷淋头,釜内壁有对称分布的导流板,釜底部具有和电机相连接的搅拌扇叶,釜底部侧面有卸料口,所述主混合设备搅拌釜连接有温控器和可将粉体物料搅拌成悬浮状态搅拌转速调节器。
优选的,所述改性剂雾化喷淋头连接有空气增压泵。
优选的,所述导流板为“S”型,共两个,对称分布在釜体三分之一高度和三分之二高度之间。进一步优选的,导流板为橡胶类弹性材质。
优选的,所述搅拌扇叶的末端有垂直向上的突起。
优选的,所述搅拌扇叶距离釜底4-6cm。
优选的,所述卸料口呈45°角斜向下。
优选的,所述主混合设备搅拌釜的外壁具有加热套。
优选的,所述加热套的温度通过控制器调节,控制器通过热电偶反馈的温度通过输出电流的调整实现设定的加热温度,当温度达到设定温度时停止加热。
优选的,所述控制流速装置为微量泵。
本发明技术效果如下:
对于现有的物理添加防水剂来实现疏水的传统配方而言,仅仅物理混合即可,无法满足本发明所针对的新型本征疏水性非膨胀型钢结构防火涂料,即包括A粉料组分和B改性剂组分,所述A粉料组分包括下列重量份数物质:硅酸盐水泥15~20份、高铝水泥15~20份、隔热骨料27~45份、耐火纤维6~20份、化学阻燃剂9~25份、助剂:0~5份;所述B改性剂组分包括偶联剂、水解剂和稀释剂,质量比为偶联剂:水解剂:稀释剂=8-12:1-2:0.5-1.5;B改性组分为A粉料组分中除硅酸盐水泥和助剂之外原料总重量的1%~1.5%,为了实现本征疏水非膨胀型钢结构防火涂料配方的设计初衷,满足本征疏水非膨胀型钢结构防火涂料生产工艺的需求,本发明提供一种创新的本征疏水性非膨胀型钢结构防火涂料的生产装置,其有益效果为:通过改性剂进料系统,可将配置好的液体改性剂以设定的流速进入,流入雾化喷枪后在压缩空气的作用下以雾化的状态喷淋而下。与此同时,釜内的物料在搅拌扇叶的作用下在整个腔体内呈悬浮状态,悬浮的物料和雾化的改性剂实现了充分的混合。物理结合的改性剂和粉料在进一步的升温过程中实现了共价键的结合,实现了粉体的高水平疏水包覆。将胶凝材料与疏水包覆好的材料混合即得本征疏水性非膨胀型钢结构防火涂料,为间歇式操作。另外,本装置可以和传统粉体混合设备配套使用,将疏水改性好的材料卸到传统粉体混合机中,再在传统粉体混合加入剩余胶凝材料混合成为成品,这样就可以实现连续生产,提高生产效率。
本发明针对采用本征疏水性非膨胀型钢结构防火涂料配方及生产工艺在该生产装置上生产的产品,比传统常温混合设备生产的添加疏水剂型非膨胀型钢结构防火涂料具有更加优异的疏水性,不易发生吸潮的问题。
改性剂储罐用来盛放事先按照比例配置好的改性剂液体,微量泵用来实现改性剂液体以精准的流速喷送至喷嘴处,空气增压泵为雾化喷枪提供洁净的压缩空气。压缩空气和改性剂物料管线都连接在雾化喷枪上,启动喷枪开关后改性剂将以充分雾化的状态在釜顶向下均匀喷洒。
导流板是辅助搅拌扇叶实现物料均匀混合目的而设置的,导流板材质为橡胶类弹性材质,防止非膨胀型钢结构防火涂料配方中的无机隔热材料由于和导流板的碰撞而导致“碎解”,从而获得完整的疏水包覆物料。
所述搅拌扇叶的末端的垂直向上的突起更有利于将物料抛起,形成悬浮状态。
所述搅拌扇叶距离釜底4-6cm,这样的设计一方面有利于在叶片下部与叶片上部物料进行充分的循环,以消除不均匀性;另一方面在生产结束时有利于无死角放料。
所述卸料口呈45°角斜向下。这种设计可以实现物料在低速搅拌下快速高效的从釜体流出。
附图说明
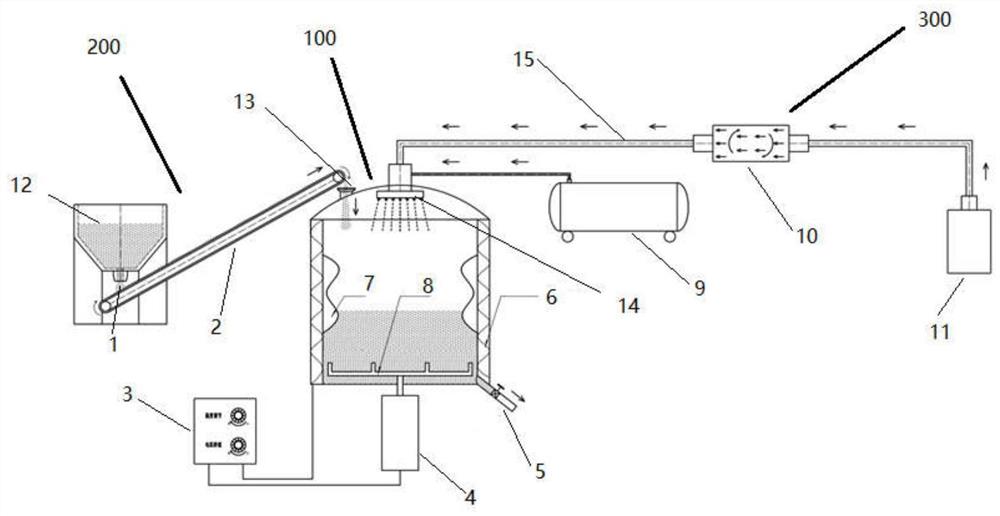
图1是本发明提供的一种本征疏水性非膨胀型钢结构防火涂料生产装置的结构示意图。图中各标号列示如下:
100-主混合设备搅拌釜,200-粉料进料系统,300-改性剂进料系统,
1-投料口,2-皮带输送装置,3-电控箱,4-电机,5-卸料口,6-电热丝夹套,7-导流层,8-搅拌扇叶,9-空气增压泵,10-微量泵,11-改性剂储罐,12-粉料罐,13-进料口,14-改性剂液料雾化喷淋头,15-连接管道。
具体实施方式
为了更好的理解本发明,下面结合附图和具体实施例对本发明进行进一步的解释。
实施例
本实施例的一种本征疏水性非膨胀型钢结构防火涂料生产装置,如图1所示,包括主混合设备搅拌釜100、粉料进料系统200、改性剂进料系统300,其中本实施例的防火涂料,以重量份计包括以下成分:A组分粉料具有下列重量份的组分:42.5Mpa普通硅酸盐水泥17份,CA50型高铝水泥16份,31#玻化微珠24份、90#玻化微珠12份、水镁石绒3份,海泡石绒6份,轻质碳酸钙22份;B组分改性剂为质量比为10:1.5:1的正十二烷基三甲氧基硅烷、pH值为3.2~3.4的冰醋酸溶液和乙醇的混合物,B组分重量份为0.67份。
所述主混合设备搅拌釜100上部设有粉料进料口13和改性剂液料雾化喷淋头14,釜内壁有对称分布的导流板7,本实施例的所述导流板7为优选的“S”型橡胶板,共两个,对称分布在釜体三分之一高度和三分之二高度之间。釜底部具有和电机4相连接的搅拌扇叶8,优选的距离釜底45cm,且末端有垂直向上的突起。釜底部侧面有卸料口5。所述卸料口优选设置为呈45°角斜向下。
所述主混合设备搅拌釜100外壁具有加热套6,加热套6和电机4分别连接集成温控器和搅拌转速调节器的电控箱3,所述加热套6的温度通过控制器调节,控制器通过热电偶反馈的温度通过输出电流的调整实现设定的加热温度,当温度达到设定温度时停止加热。
所述粉料进料系统200包括粉料罐12和皮带输送装置2,所述皮带输送装置2一端位于所述粉料罐的投料口1下方,另一端位于所述主混合设备搅拌釜100上方的进料口13的上方。
所述改性剂进料系统300包括改性剂储罐11、连接所述改性剂储罐11和所述改性剂雾化喷淋头的连接管道15、位于连接管道15上的控制液体流量流速的微量泵10、连接所述改性剂雾化喷淋头的空气增压泵9。
此外,针对前述配方范围的其它优选实施例也进行了生产验证,例如所述隔热骨料以重量单位计,包括以下重量份的组分:31#玻化微珠40~55份、90#玻化微珠25~50份、水玻璃气凝胶颗粒1~10份;所述31#玻化微珠粒径为≤1mm,所述90#玻化微珠粒径为≤0.6mm,所述水玻璃气凝胶粒径≤1.5mm;所述耐火纤维为海泡石、水镁石按照2:1.5~1的重量比混合而成;所述化学阻燃剂为轻质碳酸钙、重质碳酸钙、氢氧化镁、氢氧化铝一种或几种的组合;所述稀释剂为乙醇,水解剂为pH值为3.2~3.4的冰醋酸溶液,所述偶联剂为硅烷类偶联剂,所述硅烷类偶联剂为如下结构:CH3(CH2)nSiX3,其中n是1~20的整数数值;X为烷氧基或卤素;偶联剂:水解剂:稀释剂质量比=10:1.5:1;所述硅烷为正十二烷基三甲氧基硅烷、异丁基三乙氧基硅烷、异丁基三甲氧基硅烷、正十六烷基三甲氧基硅烷、正己基三乙氧基硅烷、正辛基三甲氧基硅烷、正辛基三乙氧基硅烷、正丙基三氯硅烷、乙基三氯硅烷中的一种或者多种的组合;所述助剂包括引气剂、增稠保水剂、阻锈剂、杀菌剂、缓凝剂和/或结晶母料等。经过大量实验证明,通过上述装置可以实现了本征疏水性非膨胀型钢结构防火涂料的配方设计初衷,满足了特定的工艺需求,比传统常温混合设备生产的添加疏水剂型非膨胀型钢结构防火涂料具有更加优异的疏水性,不易发生吸潮的问题。
- 一种本征疏水性非膨胀型钢结构防火涂料的生产装置
- 一种本征疏水性非膨胀型钢结构防火涂料