激光加工装置和被加工物的加工方法
文献发布时间:2023-06-19 11:26:00
技术领域
本公开涉及激光加工装置和被加工物的加工方法。
背景技术
近年来,在半导体曝光装置(以下称为“曝光装置”)中,随着半导体集成电路的微细化和高集成化,要求分辨率的提高。因此,从曝光用光源放出的光的短波长化得以发展。一般而言,在曝光用光源中代替现有的汞灯而使用气体激光装置。例如,作为曝光用的气体激光装置,使用输出波长为248nm的紫外线的激光的KrF准分子激光装置、以及输出波长为193nm的紫外线的激光的ArF准分子激光装置。
此外,关于准分子激光,脉冲宽度大约为数10ns,波长较短分别为248.4nm和193.4nm,因此,有时用于高分子材料或玻璃材料等的直接加工。
高分子材料中的化学结合能够通过具有比结合能高的光子能量的准分子激光进行切断。因此,公知能够通过准分子激光进行高分子材料的非加热加工,加工形状美观。
此外,玻璃或陶瓷等针对准分子激光的吸收率较高,因此,公知即使是利用可视和红外线激光难以加工的材料,也能够通过准分子激光进行加工。
现有技术文献
专利文献
专利文献1:日本特开2001-135560号公报
专利文献2:日本特开2008-147337号公报
发明内容
本公开的一个观点的激光加工装置具有:载置台,其载置被加工物;整形光学系统,其构成为对激光进行整形,以使激光在掩模中的第1照射区域成为具有短边和长边的矩形,该掩模构成为遮断激光的一部分,整形光学系统能够固定第1照射区域的与短边平行的方向上的第1照射宽度和第1照射区域的与长边平行的方向上的第2照射宽度中的一方,变更另一方;投影光学系统,其构成为将掩模的图案投影到被载置于载置台的被加工物;以及移动装置,其使第1照射区域至少在与短边平行的方向上移动,而使激光在被载置于载置台的被加工物中的第2照射区域移动。
本公开的另一个观点的激光加工装置具有:载置台,其载置被加工物;整形光学系统,其构成为对激光进行整形,以使激光在掩模中的第1照射区域成为具有短边和长边的矩形,该掩模构成为遮断激光的一部分,整形光学系统能够独立地变更第1照射区域的与短边平行的方向上的第1照射宽度和第1照射区域的与长边平行的方向上的第2照射宽度;投影光学系统,其构成为将掩模的图案投影到被载置于载置台的被加工物;以及移动装置,其使第1照射区域至少在与短边平行的方向上移动,而使激光在被载置于载置台的被加工物中的第2照射区域移动。
本公开的一个观点的被加工物的加工方法包含以下步骤:使用激光加工装置对激光进行整形,以使第1照射区域成为矩形;将掩模的图案投影到被载置于载置台的被加工物;以及使第1照射区域至少在与短边平行的方向上移动,激光加工装置具有:载置台,其载置被加工物;整形光学系统,其构成为对激光进行整形,以使激光在掩模中的第1照射区域成为具有短边和长边的矩形,该掩模构成为遮断激光的一部分,整形光学系统能够固定第1照射区域的与短边平行的方向上的第1照射宽度和第1照射区域的与长边平行的方向上的第2照射宽度中的一方,变更另一方;投影光学系统,其构成为将掩模的图案投影到被载置于载置台的被加工物;以及移动装置,其使第1照射区域至少在与短边平行的方向上移动,而使激光在被载置于载置台的被加工物中的第2照射区域移动。
本公开的另一个观点的被加工物的加工方法包含以下步骤:使用激光加工装置对激光进行整形,以使第1照射区域成为矩形;将掩模的图案投影到被载置于载置台的被加工物;以及使第1照射区域至少在与短边平行的方向上移动,激光加工装置具有:载置台,其载置被加工物;整形光学系统,其构成为对激光进行整形,以使激光在掩模中的第1照射区域成为具有短边和长边的矩形,该掩模构成为遮断激光的一部分,整形光学系统能够独立地变更第1照射区域的与短边平行的方向上的第1照射宽度和第1照射区域的与长边平行的方向上的第2照射宽度;投影光学系统,其构成为将掩模的图案投影到被载置于载置台的被加工物;以及移动装置,其使第1照射区域至少在与短边平行的方向上移动,而使激光在被载置于载置台的被加工物中的第2照射区域移动。
附图说明
下面,参照附图将本公开的若干个实施方式作为简单例子进行说明。
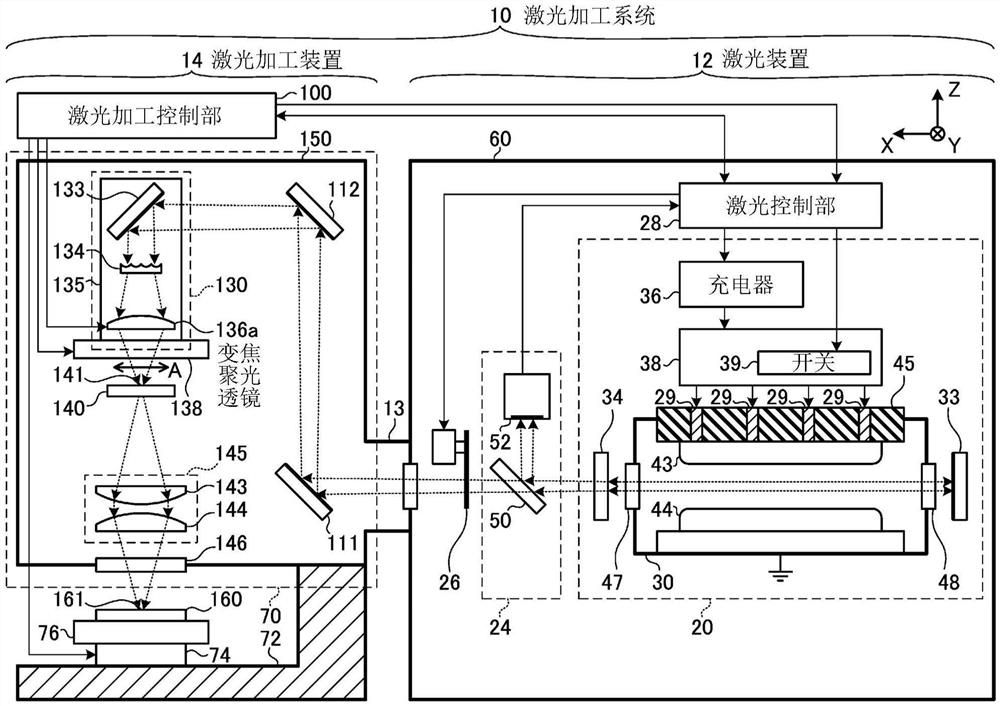
图1概略地示出包含比较例的激光加工装置14的激光加工系统10的结构。
图2A示出激光在掩模140中的照射区域141的例子。图2B是示出比较例中被照射激光的掩模140的例子的俯视图。
图3是示出基于射束扫描方式的被加工物160的激光加工方法的例子的俯视图。
图4是示出激光加工控制部100的动作的流程图。
图5是示出激光加工条件参数的读入的处理内容的例子的流程图。
图6是示出激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。
图7是示出射束扫描加工的处理内容的例子的流程图。
图8概略地示出包含本公开的第1实施方式的激光加工装置14的激光加工系统10的结构。
图9是示出第1实施方式中执行的激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。
图10A和图10B是示出第1实施方式中被照射激光的掩模140的例子的俯视图。
图11A和图11B示出复眼透镜134和变焦聚光透镜136a的结构例。
图12A和图12B示出X方向复眼透镜134x和X方向变焦聚光透镜136x的结构例。
图13是示出第2实施方式中执行的激光加工条件参数的读入的处理内容的例子的流程图。
图14是示出第2实施方式中执行的激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。
图15A和图15B是示出第2实施方式中被照射激光的掩模140的例子的俯视图。
图16概略地示出包含本公开的第3实施方式的激光加工装置14的激光加工系统10的结构。
图17是示出第3实施方式中执行的激光加工条件参数的读入的处理内容的例子的流程图。
图18是示出第3实施方式中执行的激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。
图19是示出第3实施方式中执行的射束扫描加工的处理内容的例子的流程图。
图20A和图20B是示出第3实施方式中被照射激光的掩模140的例子的俯视图。
图21是示出第3实施方式中的被加工物160的激光加工方法的例子的俯视图。
图22概略地示出包含本公开的第4实施方式的激光加工装置14的激光加工系统10的结构。
图23A和图23B将第4实施方式中的放大缩小光学系统170d的结构例与X方向复眼透镜134x和X方向变焦聚光透镜136x一起示出。
具体实施方式
内容
1.比较例的激光加工装置和激光加工系统
1.1结构
1.1.1激光装置的结构
1.1.2激光加工装置的结构
1.2动作
1.2.1激光装置的动作
1.2.2激光加工装置的动作
1.2.3掩模中的照射区域的移动
1.2.4被加工物中的照射区域的移动
1.2.5激光加工控制部的动作
1.2.5.1主流程
1.2.5.2激光加工条件参数的读入的详细情况
1.2.5.3控制参数的计算和设定的详细情况
1.2.5.4射束扫描加工的详细情况
1.3课题
2.能够独立地变更纵横的照射宽度的激光加工装置
2.1结构
2.2动作
2.2.1控制参数的计算和设定
2.2.2掩模中的照射区域的移动
2.3作用
2.4整形光学系统的结构例
3.使照射宽度与掩模宽度一致的激光加工装置
3.1概要
3.2动作
3.2.1激光加工条件参数的读入
3.2.2控制参数的计算和设定
3.2.3掩模中的照射区域的移动
3.3作用
4.多次扫描掩模的激光加工装置
4.1结构
4.2动作
4.2.1激光加工条件参数的读入
4.2.2控制参数的计算和设定
4.2.3射束扫描加工
4.2.4掩模中的照射区域的移动
4.2.5被加工物中的照射区域的移动
4.3作用
5.能够对入射到整形光学系统的入射光进行放大缩小的激光加工装置
5.1结构
5.2动作
5.3作用
6.其他
下面,参照附图对本公开的实施方式进行详细说明。以下说明的实施方式示出本公开的一例,不限定本公开的内容。此外,各实施方式中说明的结构和动作并不一定全都是本公开的结构和动作所必须的。另外,对相同结构要素标注相同参照标号并省略重复说明。
1.比较例的激光加工装置和激光加工系统
1.1结构
图1概略地示出包含比较例的激光加工装置14的激光加工系统10的结构。激光加工系统10包含激光装置12、光路管13和激光加工装置14。
1.1.1激光装置的结构
激光装置12是输出紫外线的激光的激光装置。例如,激光装置12可以是将F
振荡器20包含腔30、后镜33、输出耦合镜34、充电器36和脉冲功率模块(PPM)38。在腔30中封入有准分子激光气体。
腔30包含一对电极43和44、绝缘部件45以及窗口47和48。在绝缘部件45嵌入有多个导电部件29。电极43被支承于绝缘部件45。电极43经由导电部件29而与脉冲功率模块38电连接。电极44经由构成腔30的导电性的部件而与接地电位连接。
后镜33和输出耦合镜34构成光谐振器。后镜33是在平面基板涂敷高反射膜而得到的,输出耦合镜34是在平面基板涂敷部分反射膜而得到的。在光谐振器的光路上配置有腔30。
监视器模块24包含分束器50和光传感器52。
闸门26被配置于通过分束器50后的激光的光路上。
激光的光路也可以被壳体60和光路管13密封,利用N
1.1.2激光加工装置的结构
激光加工装置14包含照射光学系统70、框架72、XYZ台74和激光加工控制部100。
在框架72固定有照射光学系统70和XYZ台74。在XYZ台74的载台76支承有被加工物160。载台76是载置被加工物160的载置台的一例。
被加工物160例如可以是对LSI(large-scale integrated circuit:大规模集成电路)芯片和主印刷基板进行中继的插入基板或柔性印刷基板。作为构成该基板的电绝缘材料,例如存在高分子材料、玻璃环氧材料、玻璃材料等。
照射光学系统70包含高反射镜111和高反射镜112、衰减器120、整形光学系统130、单轴台138、掩模140、投影光学系统145、窗口146和壳体150。
高反射镜111被配置于通过光路管13后的激光的光路上。高反射镜111被配置成,使激光通过衰减器120而入射到高反射镜112。
衰减器120被配置于高反射镜111与高反射镜112之间的光路上。衰减器120包含2枚部分反射镜121和122以及旋转台123和124。旋转台123和124构成为,分别能够变更激光相对于部分反射镜121和122的入射角。
高反射镜112被配置成,使通过衰减器120后的激光入射到整形光学系统130。
整形光学系统130包含高反射镜133、复眼透镜134和聚光透镜136。
整形光学系统130中包含的高反射镜133被配置成,使入射的激光入射到复眼透镜134。
复眼透镜134被配置成,使复眼透镜134的焦点面和聚光透镜136的前侧焦点面一致。聚光透镜136被配置成,使聚光透镜136的后侧焦点面和掩模140的位置一致。
整形光学系统130通过以上结构对掩模140进行科勒照明。
图2A示出激光在掩模140中的照射区域141的例子。照射区域141相当于激光的光路的截面、即沿着掩模140的表面的截面。照射区域141相当于本公开中的第1照射区域。照射区域141具有矩形的形状。矩形的形状具有短边和长边。将与矩形的照射区域141的短边平行的方向设为X轴方向,将与长边平行的方向设为Y轴方向。将与短边平行的方向上的照射宽度设为Bx,将与长边平行的方向上的照射宽度设为By。
再次参照图1,整形光学系统130被支承于板135。板135以能够与整形光学系统130一起在由双向箭头A所示的X轴方向上移动的方式被支承于单轴台138。整形光学系统130在X轴方向上移动,由此,照射区域141在掩模140上在X轴方向上移动。
掩模140例如是在使作为紫外光的准分子激光透过的合成石英基板上形成金属或电介质多层膜的图案而得到的掩模。例如,在对作为被加工物160的印刷基板进行通孔加工时的掩模140上形成有直径为5μm~30μm的孔的图案。
投影光学系统145被配置成,在被加工物160的表面形成掩模140的倒立像。投影光学系统145可以是由多个透镜143和144的组合透镜构成的缩小投影光学系统。
窗口146被配置于投影光学系统145与被加工物160之间的激光的光路上。窗口146隔着未图示的O型圈等配置于被设置于壳体150的孔中。窗口146可以是在使准分子激光透过的CaF
壳体150可以被O型圈等密封以抑制外部气体混入壳体150内,利用N
激光加工控制部100对衰减器120、单轴台138和XYZ台74的动作进行控制。激光加工控制部100构成为,向激光装置12发送目标脉冲能量Et的数据,输出发光触发。
1.2动作
1.2.1激光装置的动作
在激光装置12中,激光控制部28根据从激光加工控制部100接收到的目标脉冲能量Et的数据,向充电器36发送充电电压的设定信号。此外,激光控制部28根据从激光加工控制部100接收到的发光触发,向脉冲功率模块38中包含的开关39发送发光触发。
脉冲功率模块38的开关39在从激光控制部28接收到发光触发后成为接通状态。脉冲功率模块38在开关39成为接通状态后,根据充电器36充电的电能生成脉冲状的高电压。脉冲功率模块38对一对电极43和44之间施加该高电压。
在对一对电极43和44之间施加高电压后,在一对电极43和44之间引起放电。通过该放电的能量,腔30内的激光气体被激励,向高能级跃迁。然后,在被激励的激光气体向低能级跃迁时,放出与该能级差对应的波长的光。
腔30内产生的光经由窗口47和48向腔30的外部出射。从腔30的窗口48出射的光通过后镜33以高反射率反射而返回到腔30。
输出耦合镜34使从腔30的窗口47出射的光中的一部分透过并输出,使另一部分反射而返回到腔30。
这样,从腔30出射的光在后镜33与输出耦合镜34之间往复,每当通过一对电极43和44之间的放电空间时被放大,进行激光振荡。其结果,激光从输出耦合镜34输出。该激光是脉冲激光。
监视器模块24检测从输出耦合镜34输出的激光的脉冲能量。监视器模块24将检测到的脉冲能量的数据发送到激光控制部28。
激光控制部28根据从监视器模块24接收到的脉冲能量的测定数据和从激光加工控制部100接收到的目标脉冲能量Et的数据,对充电器36中设定的充电电压进行反馈控制。
1.2.2激光加工装置的动作
XYZ台74对载台76进行定位,以在被加工物160的期望的加工对象区域形成掩模140的倒立像。
在闸门26打开的状态下,透过监视器模块24的分束器50后的激光经由光路管13入射到激光加工装置14。激光通过照射光学系统70如下所述被引导至被加工物160。
入射到激光加工装置14的激光通过高反射镜111反射,在通过衰减器120后,通过高反射镜112向X轴方向反射。
通过高反射镜112反射后的激光通过整形光学系统130使光强度分布在空间上变得均匀,并且被整形为矩形的射束。从整形光学系统130出射的激光入射到掩模140。通过单轴台138的驱动,整形光学系统130在X轴方向上以移动速度Vxm移动,与此相伴,照射区域141在掩模140上在X轴方向上以移动速度Vxm移动。
按照被形成于掩模140的掩模图案,激光的一部分被遮断,另一部分透过掩模140。透过掩模140后的激光通过投影光学系统145被缩小投影到被加工物160的表面。激光在被加工物160中的照射区域161具有缩小了被形成于掩模140的掩模图案中的与照射区域141相当的部分而得到的形状。照射区域161相当于激光的光路的沿着被加工物160的表面的截面。照射区域161相当于本公开中的第2照射区域。在对被加工物160照射激光后,被加工物160的表面烧蚀,被激光加工。
通过单轴台138的驱动,激光在掩模140中的照射区域141在X轴方向上以移动速度Vxm移动,与此相伴,激光在被加工物160中的照射区域161在被加工物160上在X轴方向上以移动速度-M·Vxm移动。M是投影光学系统145的倍率。投影光学系统145是缩小投影光学系统,因此,M是小于1的正值。M例如可以是1/2以上且1/4以下的范围的值。基于单轴台138的驱动的照射区域141的移动方向和照射区域161的移动方向成为彼此相反的方向。另外,照射区域161的与短边平行的方向上的照射宽度成为M·Bx,与长边平行的方向上的照射宽度成为M·By。
1.2.3掩模中的照射区域的移动
图2B是示出比较例中被照射激光的掩模140的例子的俯视图。掩模140具有形成有掩模图案的图案区域140p。通过驱动单轴台138,照射区域141从位于图2B的左端的初始位置141s向右方向移动。由此,对图案区域140p的整体照射激光。
接着,通过向相反方向驱动单轴台138,照射区域141从图2B的右端向左方向移动。此时,也对图案区域140p的整体照射激光。
通过这样切换单轴台138的驱动方向,能够反复对图案区域140p照射激光。
1.2.4被加工物中的照射区域的移动
图3是示出基于射束扫描方式的被加工物160的激光加工方法的例子的俯视图。在图3中,被加工物160的加工面被划分成“S#1”~“S#12”这12个加工对象区域。“S#1”~“S#12”的标号的顺序相当于基于射束扫描方式的被加工物160的加工顺序。单点划线的箭头表示各个加工对象区域中的照射区域161的移动方向。
首先,以使最初的加工对象区域S#1与形成掩模140的倒立像的区域一致的方式,使XYZ台74进行动作,使被加工物160移动,使XYZ台74停止。然后,对掩模140照射激光,通过单轴台138使激光在掩模140中的照射区域141从位于图2B的左端的初始位置141s向右方向移动。由此,激光在被加工物160中的照射区域161从位于图3中的加工对象区域S#1的右端的初始位置161s向左方向移动。通过这1次射束扫描动作,加工对象区域S#1的加工完成。
针对1个加工对象区域的射束扫描动作结束后,使激光的照射停止。
接着,以使下一个加工对象区域S#2与形成掩模140的倒立像的区域一致的方式,使XYZ台74进行动作,使被加工物160移动,使XYZ台74停止。然后,对掩模140照射激光,通过单轴台138使激光在掩模140中的照射区域141从图2B的右端向左方向移动。由此,激光在被加工物160中的照射区域161从位于图3中的加工对象区域S#2的左端的初始位置161s向右方向移动。由此,加工对象区域S#2的加工完成。
这样,通过使XYZ台74在X轴方向或Y轴方向上进行动作,按照“S#1”、“S#2”、“S#3”、…、“S#12”的顺序,形成掩模140的倒立像的区域被变更。按照每个加工对象区域实施射束扫描,每当形成掩模140的倒立像的区域被变更时,照射区域161的移动方向反转。通过这种动作,进行激光加工。
1.2.5激光加工控制部的动作
1.2.5.1主流程
图4是示出激光加工控制部100的动作的流程图。如下所述进行基于射束扫描方式的激光加工。
在步骤S11中,被加工物160被放置于XYZ台74的载台76。被加工物160例如通过被激光加工控制部100控制的未图示的工件输送机器人或其他自动输送装置被放置于载台76。
在步骤S12中,激光加工控制部100进行激光加工条件参数的读入。激光加工条件参数参照图5在后面叙述。
在步骤S14中,激光加工控制部100在Z轴方向上控制XYZ台74,以使掩模140的像被形成于被加工物160的表面。
在步骤S15中,激光加工控制部100在X轴方向和Y轴方向上控制XYZ台74,以使掩模140的像被形成于被加工物160的最初的加工对象区域S#1。
在步骤S16中,激光加工控制部100进行激光加工装置14的控制参数的计算和设定。激光加工装置14的控制参数参照图6在后面叙述。
在步骤S17中,激光加工控制部100将表示被加工物160中的射束扫描方向的参数Xa的值设定为初始值-1。
在步骤S20中,激光加工控制部100进行射束扫描加工的控制。激光加工控制部100针对一个加工对象区域进行射束扫描动作,进行该加工对象区域的加工。射束扫描加工参照图7在后面叙述。
在步骤S22中,激光加工控制部100判定被加工物160整体的射束扫描加工是否结束。在步骤S22中判定为“否”的情况下,激光加工控制部100进入步骤S24。
在步骤S24中,激光加工控制部100在X轴方向或Y轴方向中的任意方向上控制XYZ台74,以使掩模140的像被形成于下一个加工对象区域,然后返回步骤S20。激光加工控制部100反复进行步骤S20~步骤S22的处理,直到结束全部加工对象区域的射束扫描加工为止。
在全部加工对象区域的射束扫描加工结束而在步骤S22中判定为“是”时,激光加工控制部100结束图4的流程图。
1.2.5.2激光加工条件参数的读入的详细情况
图5是示出激光加工条件参数的读入的处理内容的例子的流程图。图5所示的流程图相当于图4的步骤S12的子例程。
在步骤S31中,激光加工控制部100从未图示的存储装置读入以下的激光加工条件参数。
(a)被加工物160的表面处的注量的目标值Ft
(b)针对相同位置的照射脉冲数Np
(c)重复频率f
针对相同位置的照射脉冲数Np例如是2以上的整数。
激光加工控制部100在步骤S31之后返回图4的主流程。
1.2.5.3控制参数的计算和设定的详细情况
图6是示出激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。图6所示的流程图相当于图4的步骤S16的子例程。
在步骤S51中,激光加工控制部100计算衰减器120的透射率T的目标值Tt,以使被加工物160的表面处的注量F成为目标值Ft。目标值Tt的计算如下进行。
首先,将衰减器120的透射率最大时的、从激光装置12输出的激光到达被加工物160为止的光学系统的透射率设为Tp。将投影光学系统145的倍率设为M。关于被加工物160的表面处的注量F,被加工物160的表面处的脉冲能量T·Tp·Et除以激光在被加工物160中的照射区域161的面积M
F=M
根据式(1),为了使被加工物160的表面处的注量F成为目标值Ft而被设定的衰减器120的透射率T的目标值Tt由下面的式(2)表示。
Tt=(M
在步骤S52中,激光加工控制部100将衰减器120的透射率T设定为目标值Tt。即,激光加工控制部100对旋转台123和124进行控制,调整部分反射镜121和122的角度,以使衰减器120的透射率T成为目标值Tt。
接着,在步骤S58中,激光加工控制部100计算单轴台138的驱动速度的绝对值Vxmi。单轴台138的驱动速度的绝对值Vxmi与激光在掩模140中的照射区域141的移动速度Vxm的绝对值|Vxm|相同。用于对相同位置照射Np次重复频率f的脉冲激光的所需时间是Np/f。关于单轴台138的驱动速度的绝对值,用照射区域141的与短边平行的方向上的照射宽度Bx除以所需时间Np/f,由下面的式(3)表示。
Vxmi=f·Bx/Np…(3)
在步骤S58之后,激光加工控制部100跳出图6的流程图,返回图4的主流程。
1.2.5.4射束扫描加工的详细情况
图7是示出射束扫描加工的处理内容的例子的流程图。图7所示的流程图相当于图4的步骤S20的子例程。
在步骤S71中,激光加工控制部100判定参数Xa的值是否为1。
在步骤S71中判定为“是”的情况下,即参数Xa的值为1的情况下,激光加工控制部100进入步骤S72,将参数Xa的值设定为-1。
另一方面,在步骤S71中判定为“否”的情况下、即参数Xa的值为-1的情况下,激光加工控制部100进入步骤S73,将参数Xa的值设定为1。
即,激光加工控制部100使参数Xa的正负符号相反,将射束扫描方向切换为与上次设定的射束扫描方向相反的方向。
在图4的步骤S17中,作为例子,参数Xa的值被设定为初始值-1。该情况下,在初次执行图7的处理时,在步骤S73中,参数Xa的值被设定为1。
在参数Xa的值为1的情况下,照射区域161在被加工物160的表面移动的方向例如是X轴的正方向,是图3中的左方向。在参数Xa的值为-1的情况下,照射区域161在被加工物160的表面移动的方向是X轴的负方向,是图3中的右方向。
在步骤S72或S73之后,激光加工控制部100进入S74。
在步骤S74中,激光加工控制部100设置单轴台138的驱动速度。单轴台138的驱动速度与整形光学系统130的等速直线运动中的移动速度Vxm和照射区域141的移动速度Vxm双方相等,根据下面的式(4)来决定。
Vxm=-Xa·Vxmi…(4)
在步骤S74中,可以进一步设置各种参数,所述各种参数用于控制单轴台138以使得以规定的时间分别进行等速直线运动前后的加速和减速。
在由式(4)决定的移动速度Vxm的值为负的情况下,单轴台138的驱动方向成为X轴的负方向。其结果,激光在被加工物160中的照射区域161的移动方向成为X轴的正方向。
在由式(4)决定的移动速度Vxm的值为正的情况下,单轴台138的驱动方向成为X轴的正方向。其结果,激光在被加工物160中的照射区域161的移动方向成为X轴的负方向。
在步骤S75中,激光加工控制部100开始进行单轴台138的驱动。通过单轴台138,整形光学系统130被加速,然后进行等速直线运动。
在步骤S76中,激光加工控制部100对激光控制部28发送目标脉冲能量Et的数据。此外,激光加工控制部100开始对激光控制部28输出重复频率f的发光触发。由此,开始从激光装置12输出激光。对单轴台138进行控制,以使开始输出激光的时点的照射区域141与初始位置141s一致。
在步骤S77中,激光加工控制部100判定被设定的射束扫描方向的射束扫描是否结束。即,判定照射区域141是否从掩模140的图案区域140p的X轴方向的一端移动到另一端。
激光加工控制部100反复进行步骤S77,直到在步骤S77中判定为“是”为止。由此,激光被照射到被加工物160的加工对象区域。在步骤S77中判定为“是”的情况下,激光加工控制部100进入步骤S78。
在步骤S78中,激光加工控制部100停止输出发光触发。由此,来自激光装置12的激光的输出被停止。
在步骤S79中,激光加工控制部100停止单轴台138的驱动。由此,整形光学系统130被减速,然后停止。
在步骤S79之后,激光加工控制部100跳出图7的流程图,返回图4的主流程。
1.3课题
在以上说明的比较例中,衰减器120的透射率被变更,以使注量F接近目标值Ft。因此,激光装置12中生成的激光的能量中的、衰减器120中的衰减量浪费。加工所需要的注量F的目标值Ft越低,则衰减器120的透射率必须越低,能量的浪费越大。
另一方面,在加工所需要的注量F的目标值Ft较高的情况下,使衰减器120的透射率最大时的注量F需要提高。例如,照射区域141的与短边平行的方向上的照射宽度Bx需要设为较小的值。
此外,在以上说明的比较例中,激光在掩模140中的照射区域141的与长边平行的方向上的照射宽度By和掩模140的图案区域140p的Y轴方向上的宽度大致相等。但是,掩模140的图案区域140p不一定是始终相同的大小。在掩模140的图案区域140p的Y轴方向上的宽度较小的情况下,被照射到掩模140的光中的从图案区域140p露出的部分浪费。
以下说明的实施方式的激光加工装置14构成为,能够独立地变更照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By。或者,激光加工装置14构成为,能够固定照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By中的一方,而变更另一方。
2.能够独立地变更纵横的照射宽度的激光加工装置
2.1结构
图8概略地示出包含本公开的第1实施方式的激光加工装置14的激光加工系统10的结构。在第1实施方式中,激光加工装置14中包含的整形光学系统130代替参照图1说明的聚光透镜136而包含变焦聚光透镜136a。此外,在第1实施方式中,激光加工装置14也可以不包含参照图1说明的衰减器120。
变焦聚光透镜136a被配置于通过复眼透镜134后的激光入射的位置。变焦聚光透镜136a构成为,不仅与复眼透镜134组合而利用矩形的射束对掩模140进行科勒照明,还能够独立地变更照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By。或者,变焦聚光透镜136a构成为,能够固定照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By中的一方,而变更另一方。与短边平行的方向上的照射宽度Bx相当于本公开中的第1照射宽度。与长边平行的方向上的照射宽度By相当于本公开中的第2照射宽度。变焦聚光透镜136a的结构例参照图11A、图11B、图12A和图12B在后面叙述。
关于其他方面,第1实施方式的结构与比较例的结构相同。
2.2动作
2.2.1控制参数的计算和设定
图9是示出第1实施方式中执行的激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。图9所示的流程图相当于图4的步骤S16的子例程,代替上述比较例中的图6的流程图来执行。
在步骤S53a中,激光加工控制部100计算掩模140的表面处的注量的目标值Fmt。激光在掩模140中的照射区域141的面积是激光在被加工物160中的照射区域161的面积的1/M
Fmt=M
在步骤S55a中,激光加工控制部100计算照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt,以使掩模140的表面处的注量成为目标值Fmt。掩模140的表面处的脉冲能量与目标脉冲能量Et大致一致。掩模140的表面处的注量是用脉冲能量Et除以激光在掩模140中的照射区域141的面积Bx·By而得到的。因此,照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt由下面的式(6)表示。
Bxt=Et/(Fmt·By)…(6)
在步骤S58中,激光加工控制部100计算单轴台138的驱动速度的绝对值Vxmi。步骤S58的处理与参照图6说明的处理相同。
在步骤S59a中,激光加工控制部100对变焦聚光透镜136a进行控制,将照射区域141的与短边平行的方向上的照射宽度Bx调节成目标值Bxt。由此,能够使掩模140的表面处的注量接近目标值Fmt,能够使被加工物160的表面处的注量接近目标值Ft。此时,照射区域141的与长边平行的方向上的照射宽度By可以固定。
在步骤S59a之后,激光加工控制部100跳出图9的流程图,返回图4的主流程。
2.2.2掩模中的照射区域的移动
图10A和图10B是示出第1实施方式中被照射激光的掩模140的例子的俯视图。变焦聚光透镜136a构成为,能够变更照射区域141的与短边平行的方向上的照射宽度Bx。图10A和图10B分别所示的初始位置141s的形状和大小相当于激光在掩模140中的照射区域141的形状和大小。
在照射区域141具有图10A中作为初始位置141s示出的形状和大小的状态下,在掩模140的表面处的注量未达到目标值Fmt的情况下,缩窄与短边平行的方向上的照射宽度Bx。如图10B所示,通过将与短边平行的方向上的照射宽度Bx的目标值Bxt设定为较小的值,能够使掩模140的表面处的注量接近目标值Fmt。
相反,在希望降低掩模140的表面处的注量的情况下,将与短边平行的方向上的照射宽度Bx的目标值Bxt设定为较大的值即可。
关于其他方面,第1实施方式的动作与比较例的动作相同。
2.3作用
根据第1实施方式,根据注量的目标值Fmt对照射区域141的与短边平行的方向上的照射宽度Bx进行变更,因此,不使用衰减器120也能够调整注量。由此,能够抑制激光的能量的浪费。
此外,在注量的目标值Fmt较低的情况下,能够增大与短边平行的方向上的照射宽度Bx。由此,步骤S58中计算的单轴台138的驱动速度的绝对值Vxmi增大。因此,能够提高加工速度,能够提高生产量。
2.4整形光学系统的结构例
图11A和图11B示出复眼透镜134和变焦聚光透镜136a的结构例。图11A是沿着Y轴方向观察这些透镜的图,图11B是沿着X轴方向观察这些透镜的图。
复眼透镜134包含X方向复眼透镜134x和Y方向复眼透镜134y。X方向复眼透镜134x是在X轴方向上排列有多个柱面的透镜,柱面分别具有Y轴方向的焦点轴。Y方向复眼透镜134y是在Y轴方向上排列有多个柱面的透镜,柱面分别具有X轴方向的焦点轴。
变焦聚光透镜136a包含X方向变焦聚光透镜136x和Y方向变焦聚光透镜136y。X方向变焦聚光透镜136x例如包含3枚柱面透镜,这些柱面透镜分别具有Y轴方向的焦点轴。Y方向变焦聚光透镜136y例如包含3枚柱面透镜,这些柱面透镜分别具有X轴方向的焦点轴。3枚柱面透镜的结构参照图12A和图12B在后面叙述。
X方向复眼透镜134x被配置成,X方向复眼透镜134x的焦点面和X方向变焦聚光透镜136x的前侧焦点面一致。X方向变焦聚光透镜136x被配置成,X方向变焦聚光透镜136x的后侧焦点面和掩模140的位置一致。
Y方向复眼透镜134y被配置成,Y方向复眼透镜134y的焦点面和Y方向变焦聚光透镜136y的前侧焦点面一致。Y方向变焦聚光透镜136y被配置成,Y方向变焦聚光透镜136y的后侧焦点面和掩模140的位置一致。
入射到X方向复眼透镜134x中包含的多个柱面中的各个柱面的激光通过该柱面被放大,通过X方向变焦聚光透镜136x被照射到掩模140。此时,入射到多个柱面的光在掩模140上的相同位置处重合,X轴方向的光强度分布变得均匀。
Y轴方向上也同样,通过Y方向复眼透镜134y和Y方向变焦聚光透镜136y使Y轴方向的光强度分布变得均匀。
这样,在X轴方向和Y轴方向中,光强度分布分别变得均匀,形成有矩形的照射区域141。照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By分别能够通过X方向变焦聚光透镜136x和Y方向变焦聚光透镜136y进行变更。
图12A和图12B示出X方向复眼透镜134x和X方向变焦聚光透镜136x的结构例。
构成X方向变焦聚光透镜136x的3枚柱面透镜包含2枚柱面凸透镜和被配置于2枚柱面凸透镜之间的1枚柱面凹透镜。
通过调整X方向复眼透镜134x与3枚柱面透镜中的每枚柱面透镜之间的间隔,X方向变焦聚光透镜136x的焦距变化。通过使X方向变焦聚光透镜136x的焦距变化,能够变更照射区域141的与短边平行的方向上的照射宽度Bx。照射区域141的与短边平行的方向上的照射宽度Bx与X方向变焦聚光透镜136x的焦距成比例。图12A示出减小与短边平行的方向上的照射宽度Bx的情况,图12B示出增大与短边平行的方向上的照射宽度Bx的情况。另外,在图12A和图12B中,示出从X方向复眼透镜134x出射的多个光线中的、会聚于照射区域141的中央的第1光线和会聚于照射区域141的右端的第2光线,省略其他光线的图示。第1光线与第2光线的间隔是照射宽度Bx的一半。
图12A和图12B所示的3枚结构的X方向变焦聚光透镜136x不仅能够变更照射宽度Bx,还满足以下条件。
(1)从光瞳面(X方向复眼透镜134x)到像面(掩模140)的距离固定。
(2)光瞳面和像面中的远心度实质上没有变化。
被配置于接近X方向复眼透镜134x的位置的柱面凸透镜作为对焦透镜发挥功能。柱面凹透镜作为前级变焦器发挥功能,被配置于接近掩模140的位置的柱面凸透镜作为主变焦器发挥功能。主变焦器还具有改善主光线的远心度的作用。
Y方向复眼透镜134y和Y方向变焦聚光透镜136y的结构与参照图12A和图12B说明的结构相同。
由此,能够独立地变更照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By。
或者,也可以是,能够固定与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By中的一方,仅变更另一方。
例如可以是,如参照图9和图10说明的那样,能够固定与长边平行的方向上的照射宽度By,仅变更与短边平行的方向上的照射宽度Bx,对注量进行调整。该情况下,也可以代替Y方向变焦聚光透镜136y而使用包含柱面透镜的聚光透镜。
此外,例如可以是,能够固定与短边平行的方向上的照射宽度Bx,仅变更与长边平行的方向上的照射宽度By,对注量进行调整。该情况下,也可以代替X方向变焦聚光透镜136x而使用包含柱面透镜的聚光透镜。
3.使照射宽度与掩模宽度一致的激光加工装置
3.1概要
接着,对本公开的第2实施方式进行说明。第2实施方式的结构与参照图8说明的第1实施方式的结构相同。在第2实施方式中,使照射区域141的与长边平行的方向上的照射宽度By与掩模140的Y轴方向上的掩模宽度Bmy一致。
3.2动作
3.2.1激光加工条件参数的读入
图13是示出第2实施方式中执行的激光加工条件参数的读入的处理内容的例子的流程图。图13所示的流程图相当于图4的步骤S12的子例程,代替上述比较例中的图5的流程图来执行。
在步骤S31b中,激光加工控制部100从未图示的存储装置读入以下的激光加工条件参数。
(a)被加工物160的表面处的注量的目标值Ft
(b)针对相同位置的照射脉冲数Np
(c)重复频率f
(d)Y轴方向上的掩模宽度Bmy
上述(a)~(c)与比较例相同。(d)的Y轴方向相当于与照射区域141的长边平行的方向。掩模宽度Bmy也可以是形成有掩模图案的图案区域140p的宽度。
激光加工控制部100在步骤S31b之后返回图4的主流程。
3.2.2控制参数的计算和设定
图14是示出第2实施方式中执行的激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。图14所示的流程图相当于图4的步骤S16的子例程,代替上述比较例中的图6的流程图来执行。
在步骤S53a中,激光加工控制部100计算掩模140的表面处的注量的目标值Fmt。步骤S53a的处理与参照图9说明的处理相同。
在步骤S55b中,激光加工控制部100计算照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt,以使掩模140的表面处的注量成为目标值Fmt。这里,照射区域141的与长边平行的方向上的照射宽度被设定为Y轴方向上的掩模宽度Bmy。照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt由下面的式(7)表示。
Bxt=Et/(Fmt·Bmy)…(7)
在步骤S58中,激光加工控制部100计算单轴台138的驱动速度的绝对值Vxmi。步骤S58的处理与参照图6说明的处理相同。
在步骤S59b中,激光加工控制部100对变焦聚光透镜136a进行控制,将照射区域141的与短边平行的方向上的照射宽度Bx调节成目标值Bxt,将与长边平行的方向上的照射宽度By调节成Y轴方向上的掩模宽度Bmy。
在步骤S59b之后,激光加工控制部100跳出图14的流程图,返回图4的主流程。
3.2.3掩模中的照射区域的移动
图15A和图15B是示出第2实施方式中被照射激光的掩模140的例子的俯视图。变焦聚光透镜136a构成为,能够变更激光在掩模140中的照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By双方。图15A和图15B分别所示的初始位置141s的形状和大小相当于照射区域141的形状和大小。
在照射区域141具有图15A中作为初始位置141s示出的形状和大小的情况下,被照射到掩模140的光中的从图案区域140p露出的部分浪费。因此,如图15B所示,将与长边平行的方向上的照射宽度By设定为Y轴方向上的掩模宽度Bmy。进而,根据注量的目标值Fmt设定与短边平行的方向上的照射宽度Bx的目标值Bxt。
相反,在与长边平行的方向上的照射宽度By比Y轴方向上的掩模宽度Bmy小的情况下,增大与长边平行的方向上的照射宽度By。
关于其他方面,第2实施方式的动作与第1实施方式的动作相同。
3.3作用
根据第2实施方式,将与长边平行的方向上的照射宽度By设定为Y轴方向上的掩模宽度Bmy,因此,能够高效地照射掩模140的图案区域140p,能够抑制激光的能量的浪费。
此外,减小与长边平行的方向上的照射宽度By的结果,在注量比目标值Fmt高的情况下,能够增大与短边平行的方向上的照射宽度Bx。由此,步骤S58中计算的单轴台138的驱动速度的绝对值Vxmi增大。因此,能够提高加工速度,能够提高生产量。
这里,说明了变更照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By双方的情况,但是,本公开不限于此。也可以是,能够以接近Y轴方向上的掩模宽度Bmy的方式变更与长边平行的方向上的照射宽度By,另一方面,与短边平行的方向上的照射宽度Bx固定。
4.多次扫描掩模的激光加工装置
4.1结构
图16概略地示出包含本公开的第3实施方式的激光加工装置14的激光加工系统10的结构。在第3实施方式中,激光加工装置14代替图8所示的单轴台138而包含双轴台138c。另外,单轴台138和双轴台138c相当于本公开中的移动装置。
双轴台138c构成为,不仅能够使整形光学系统130和照射区域141在X轴方向上移动,还能够使它们在Y轴方向上移动。
关于其他方面,第3实施方式的结构与第1和第2实施方式的结构相同。
4.2动作
在第3实施方式中,照射区域141的与长边平行的方向上的照射宽度By被设定为掩模140的Y轴方向上的掩模宽度Bmy的1/n倍。n是自然数。而且,每当在X轴方向上扫描1次激光时,使照射区域141在Y轴方向上移动Bmy/n,通过进行n次扫描,对图案区域140p的整体进行照射。
4.2.1激光加工条件参数的读入
图17是示出第3实施方式中执行的激光加工条件参数的读入的处理内容的例子的流程图。图17所示的流程图相当于图4的步骤S12的子例程,代替上述比较例中的图5的流程图来执行。
在步骤S31c中,激光加工控制部100从未图示的存储装置读入以下的激光加工条件参数。
(a)被加工物160的表面处的注量的目标值Ft
(b)针对相同位置的照射脉冲数Np
(c)重复频率f
(d)Y轴方向上的掩模宽度Bmy
(e)照射宽度的下限值Bxl
上述(a)~(d)与第2实施方式相同。
上述(e)的下限值Bxl是由以下制约决定的值。
在光学系统中,被称为拉格朗日不变量的值即使有时由于传播而增大,也不会减小。在将像的高度设为h、将最大光线角度设为θ时,拉格朗日不变量由h·tanθ给出。
为了提高被加工物160的表面处的注量,如上所述,减小照射区域141的与短边平行的方向上的照射宽度Bx即可。但是,当减小照射区域141的与短边平行的方向上的照射宽度Bx时,整形光学系统130使入射到掩模140的光的最大光线角度增大。这是因为,拉格朗日不变量不会减小。
当最大光线角度增大时,最大光线角度超过投影光学系统145的开口数,有时光从投影光学系统145的有效直径露出。当光从投影光学系统145的有效直径露出时,被加工物160的表面处的注量降低。即,即使进一步减小照射区域141的与短边平行的方向上的照射宽度Bx,也无法提高被加工物160的表面处的注量。因此,照射宽度Bx存在下限值Bxl。
在将入射到整形光学系统130的激光的射束直径和发散角分别设为L、θd、将投影光学系统145的开口数设为NA时,照射宽度Bx的下限值Bxl由下面的式(8)给出。
Bxl=L·θd/NA…(8)
激光加工控制部100也可以通过使用式(8)的计算来求出照射宽度Bx的下限值Bxl。
激光加工控制部100在步骤S31c之后返回图4的主流程。
4.2.2控制参数的计算和设定
图18是示出第3实施方式中执行的激光加工装置14的控制参数的计算和设定的处理内容的例子的流程图。图18所示的流程图相当于图4的步骤S16的子例程,代替上述比较例中的图6的流程图来执行。
在步骤S53a中,激光加工控制部100计算掩模140的表面处的注量的目标值Fmt。步骤S53a的处理与参照图9说明的处理相同。
在步骤S54c中,激光加工控制部100将扫描次数n设定为初始值1。扫描次数n是照射区域141在掩模140内在X轴方向上扫描的次数,通过步骤S55c~S57c的处理来决定。
在步骤S55c中,激光加工控制部100计算照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt,以使掩模140的表面处的注量成为目标值Fmt。照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt由下面的式(9)表示。
Bxt=n·Et/(Fmt·Bmy)…(9)
该式与第2实施方式中的式(7)的不同之处在于,在右边乘以扫描次数n。在第3实施方式中,通过扫描n次掩模140,对Y轴方向上的掩模宽度Bmy的整体进行照射。
在步骤S56c中,激光加工控制部100判定照射区域141的与短边平行的方向上的照射宽度Bx的目标值Bxt是否为下限值Bxl以上。
在步骤S56c中判定为“否”的情况下,即,照射宽度Bx的目标值Bxt过小而使光从投影光学系统145的有效直径露出的情况下,激光加工控制部100进入步骤S57c。
在步骤S57c中,激光加工控制部100对n的值加上1,更新n的值,然后返回步骤S55c。这样,对扫描次数n逐渐加上1,直到计算出光不会从投影光学系统145的有效直径露出这样的照射宽度Bx的目标值Bxt为止。
在步骤S56c中判定为“是”的情况下,激光加工控制部100进入步骤S58c。
在步骤S58c中,激光加工控制部100计算双轴台138c的X轴方向的驱动速度的绝对值Vxmi。步骤S58c的处理与参照图6说明的步骤S58的处理相同。
在步骤S59c中,激光加工控制部100对变焦聚光透镜136a进行控制,将照射区域141的与短边平行的方向上的照射宽度Bx调节成目标值Bxt,将与长边平行的方向上的照射宽度By调节成Bmy/n。Bmy/n是Y轴方向上的掩模宽度Bmy除以扫描次数n而得到的值,成为掩模宽度Bmy以下的值。在第3实施方式中,在仅减小与短边平行的方向上的照射宽度Bx无法得到较高的注量的情况下,通过减小与长边平行的方向上的照射宽度By,得到较高的注量。
在步骤S59c之后,激光加工控制部100跳出图18的流程图,返回图4的主流程。
4.2.3射束扫描加工
图19是示出第3实施方式中执行的射束扫描加工的处理内容的例子的流程图。图19所示的流程图相当于图4的步骤S20的子例程,代替上述比较例中的图7的流程图来执行。
在步骤S71~S73中,激光加工控制部100使参数Xa的正负符号相反,将射束扫描方向切换为与上次设定的射束扫描方向相反的方向。步骤S71~S73的处理与参照图7说明的处理相同。
在步骤S72或S73之后,激光加工控制部100进入S74c。
在步骤S74c中,激光加工控制部100设置双轴台138c的X轴方向的驱动速度。
在步骤S75c中,激光加工控制部100开始进行双轴台138c的X轴方向的驱动。
步骤S74c和S75c的处理分别与参照图7说明的步骤S74和S75的处理相同。
在步骤S76中,激光加工控制部100对激光控制部28发送目标脉冲能量Et的数据。此外,激光加工控制部100开始对激光控制部28输出重复频率f的发光触发。
在步骤S77中,激光加工控制部100判定被设定的射束扫描方向的射束扫描是否结束。
在步骤S77中判定为“是”的情况下,激光加工控制部100在步骤S78中停止输出发光触发。
步骤S76~S78的处理与参照图7说明的处理相同。
在步骤S79c中,激光加工控制部100停止双轴台138c的X轴方向的驱动。步骤S79c的处理与参照图7说明的步骤S79的处理相同。
在步骤S80c中,激光加工控制部100判定掩模140整体的照射是否结束。
在n次的射束扫描未结束的情况下,在步骤S80c中判定为“否”。在步骤S80c中判定为“否”的情况下,激光加工控制部100进入步骤S81c。
在步骤S81c中,激光加工控制部100在Y轴方向上以Bmy/n驱动双轴台138c。Bmy/n相当于图18的步骤S59c中设定的与长边平行的方向上的照射宽度。
在步骤S81c之后,激光加工控制部100返回步骤S71,切换射束扫描方向,反复进行步骤S71~步骤S80c的处理,直到n次的射束扫描结束为止。
在n次的射束扫描结束的情况下,在步骤S80c中判定为“是”。在步骤S80c中判定为“是”的情况下,激光加工控制部100跳出图19的流程图,返回图4的主流程。
4.2.4掩模中的照射区域的移动
图20A和图20B是示出第3实施方式中被照射激光的掩模140的例子的俯视图。变焦聚光透镜136a构成为,能够变更激光在掩模140中的照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By双方。图20A和图20B分别所示的初始位置141s的形状和大小相当于照射区域141的形状和大小。
在照射区域141的与长边平行的方向上的照射宽度By如图20A中作为初始位置141s示出的那样与Y轴方向上的掩模宽度Bmy一致的情况下,有时仅调节与短边平行的方向上的照射宽度Bx无法得到较高的注量。因此,如图20B所示,通过将与长边平行的方向上的照射宽度By设定为Bmy/n,得到较高的注量。进而,根据注量的目标值Fmt设定与短边平行的方向上的照射宽度Bx的目标值Bxt。
而且,通过驱动双轴台138c,使照射区域141从图20B的初始位置141s起在X轴方向上移动,在进行第1次的射束扫描后,在Y轴方向上移动Bmy/n。进而,从图20B的初始位置142s起使照射区域141在与第1次的射束扫描相反的方向上移动,进行第2次的射束扫描。通过进行n次的射束扫描,进行掩模140整体的照射。
4.2.5被加工物中的照射区域的移动
图21是示出第3实施方式中的被加工物160的激光加工方法的例子的俯视图。图21所示的“S#1”~“S#12”的加工对象区域与参照图3说明的加工对象区域相同。
首先,以使最初的加工对象区域S#1与形成掩模140的倒立像的区域一致的方式,使XYZ台74进行动作,使被加工物160移动,使XYZ台74停止。
然后,对掩模140照射激光,通过双轴台138c使激光在掩模140中的照射区域141从图20B的初始位置141s向右方向移动。由此,激光在被加工物160中的照射区域161从图21中的加工对象区域S#1的初始位置161s向左方向移动。在第1次的射束扫描动作结束后,停止照射激光。
然后,通过双轴台138c使激光在掩模140中的照射区域141向图20B的上方向移动Bmy/n。由此,激光在被加工物160中的照射区域161向图21的下方向移动。
然后,对掩模140照射激光,通过双轴台138c使激光在掩模140中的照射区域141从图20B的初始位置142s向左方向移动。由此,激光在被加工物160中的照射区域161从图21中的加工对象区域S#1的初始位置162s向右方向移动。在第2次的射束扫描动作结束后,停止照射激光。
通过n次的射束扫描动作,加工对象区域S#1的加工完成。
接着,以使下一个加工对象区域S#2与形成掩模140的倒立像的区域一致的方式,使XYZ台74进行动作,使被加工物160移动,使XYZ台74停止。然后,与对最初的加工对象区域S#1进行加工时同样,进行n次的射束扫描动作。但是,激光在掩模140中的照射区域141的移动路径成为与对最初的加工对象区域S#1进行加工时的移动路径相反的方向。因此,激光在被加工物160中的照射区域161从图21中的加工对象区域S#2的初始位置161s向左方向移动,向上方向移动后,从初始位置162s向右方向移动。
这样,通过使XYZ台74在X轴方向或Y轴方向上进行动作,按照“S#1”、“S#2”、“S#3”、…、“S#12”的顺序,加工对象区域被变更。按照每个加工对象区域实施n次的射束扫描,由此进行激光加工。
关于其他方面,第3实施方式的动作与第1实施方式的动作相同。
4.3作用
根据第3实施方式,在减小照射区域141的与短边平行的方向上的照射宽度Bx也无法得到期望的注量的情况下,减小与长边平行的方向上的照射宽度By。由此,即使不改变激光装置12的设定,也能够进行较高注量的激光加工。
这里,说明了变更照射区域141的与短边平行的方向上的照射宽度Bx和与长边平行的方向上的照射宽度By双方的情况,但是,本公开不限于此。也可以是,能够根据Y轴方向上的掩模宽度Bmy和注量的目标值Fmt将与长边平行的方向上的照射宽度By变更为Bmy/n,另一方面,与短边平行的方向上的照射宽度Bx固定。
5.能够对入射到整形光学系统的入射光进行放大缩小的激光加工装置
5.1结构
图22概略地示出包含本公开的第4实施方式的激光加工装置14的激光加工系统10的结构。在第4实施方式中,激光加工装置14包含放大缩小光学系统170d。放大缩小光学系统170d被配置于高反射镜112与整形光学系统130之间的激光的光路上。
图23A和图23B将第4实施方式中的放大缩小光学系统170d的结构例与X方向复眼透镜134x和X方向变焦聚光透镜136x一起示出。X方向复眼透镜134x和X方向变焦聚光透镜136x与参照图12A和图12B说明的X方向复眼透镜134x和X方向变焦聚光透镜136x相同。
图23A和图23B所示的放大缩小光学系统170d例如包含3枚柱面透镜。3枚柱面透镜包含2枚柱面凸透镜和被配置于2枚柱面凸透镜之间的1枚柱面凹透镜。
通过调整3枚柱面透镜各自的位置,放大缩小光学系统170d的焦距变化。通过改变放大缩小光学系统170d的焦距,能够变更激光在X方向复眼透镜134x中的照射区域131的与短边平行的方向上的照射宽度Bxf。激光在X方向复眼透镜134x中的照射区域131相当于本公开中的第3照射区域。照射区域131的与短边平行的方向上的照射宽度Bxf与放大缩小光学系统170d的焦距成比例。另外,在图23A和图23B中,示出从激光装置12出射的光线中的、会聚于照射区域131的中央的第1光线和会聚于照射区域131的右端的第2光线,省略其他光线的图示。第1光线与第2光线的间隔是照射区域131的与短边平行的方向上的照射宽度Bxf的一半。
这样,放大缩小光学系统170d的结构与X方向变焦聚光透镜136x的结构相同。但是,构成放大缩小光学系统170d的柱面透镜的透镜直径可以比构成X方向变焦聚光透镜136x的柱面透镜的透镜直径小。
在图23A和图23B中,作为放大缩小光学系统170d,示出变更与短边平行的方向上的照射宽度Bxf的光学系统,但是,本公开不限于此。作为放大缩小光学系统170d,也可以代替对激光在X方向复眼透镜134x中的照射区域131的与短边平行的方向上的照射宽度Bxf进行变更的第1光学系统,而配置对激光在Y方向复眼透镜134x中的照射区域的与长边平行的方向上的照射宽度进行变更的第2光学系统。
进而,可以配置第1光学系统和第2光学系统双方。
此外,放大缩小光学系统170d不限于包含柱面透镜的光学系统,也可以是包含棱镜的光学系统。
关于其他方面,第4实施方式的结构与第1和第2实施方式的结构相同。或者,与第3实施方式同样,激光加工装置14也可以代替单轴台138而包含双轴台138c。
5.2动作
在第4实施方式中,在减小X方向变焦聚光透镜136x的倍率而减小照射区域141的与短边平行的方向上的照射宽度Bx的情况下,通过放大缩小光学系统170d减小照射区域131的与短边平行的方向上的照射宽度Bxf。相反,在增大照射宽度Bx的情况下,增大照射宽度Bxf。与长边平行的方向即Y轴方向也同样。其理由如下所述。
例如,如图12A和图12B所示,当减小照射区域141的与短边平行的方向上的照射宽度Bx时,X方向变焦聚光透镜136x使入射到掩模140的光的最大光线角度θ增大。在图12A和图12B中,示出与最大光线角度θ的2倍相当的角度。
当最大光线角度变化时,针对掩模140的照明条件变化,有时加工性能无意地变化。在使照射区域141的照射宽度仅在与短边平行的方向或与长边平行的方向中的一个方向上变化的情况下、或使照射区域141的照射宽度在与短边平行的方向和与长边平行的方向上分别变化的情况下,加工性能在与短边平行的方向和与长边平行的方向上不同。例如,在要对圆形图案进行加工时,可能被加工成椭圆形。
在第4实施方式中,放大缩小光学系统170d使照射区域131中的照射宽度变化,以使得即使使变焦聚光透镜136a的倍率变化,也抑制加工性能的无意的变化。
放大缩小光学系统170d被设定成,放大缩小光学系统170d的焦距Fo与变焦聚光透镜136a的焦距Fz成比例。放大缩小光学系统170d的焦距Fo的设定如下那样进行。
首先,根据下面的式(10)计算放大缩小光学系统170d的倍率Mo。
Fz/Fzmin=Mo/Mzmin…(10)
Fz是变焦聚光透镜136a的焦距。
Fzmin是使激光在掩模140中的照射区域141的照射宽度最小时的变焦聚光透镜136a的焦距。
Mzmin是使激光在掩模140中的照射区域141的照射宽度最小时的变焦聚光透镜136a的倍率。
接着,通过下面的式(11)计算放大缩小光学系统170d的焦距Fo。
Fo=Mo·Fomin…(11)
Fomin是使激光在复眼透镜134中的照射区域131的照射宽度最小时的放大缩小光学系统170d的焦距。
根据计算出的焦距Fo,决定构成放大缩小光学系统170d的3枚柱面透镜的位置。
在配置有上述第1光学系统和第2光学系统双方作为放大缩小光学系统170d的情况下,在X轴方向和Y轴方向上分别进行放大缩小光学系统170d的焦距Fo的设定。
5.3作用
根据第4实施方式,与变焦聚光透镜136a的调节联动地,调节放大缩小光学系统170d。由此,即使使变焦聚光透镜136a的倍率变化,也抑制加工性能的无意的变化。
6.其他
上述说明不是限制,而是简单的例示。因此,本领域技术人员明白能够在不脱离附加的权利要求书的情况下对本公开的实施方式施加变更。
本说明书和附加的权利要求书整体所使用的用语应该解释为“非限定性”用语。例如,“包含”或“所包含”这样的用语应该解释为“不限于记载为所包含的部分”。“具有”这样的用语应该解释为“不限于记载为所具有的部分”。此外,本说明书和附加的权利要求书所记载的修饰句“一个”应该解释为意味着“至少一个”或“一个或一个以上”。
- 激光加工装置及使用激光加工装置的被加工物的加工方法
- 激光加工装置、被加工物的加工方法及被加工物的分割方法