一种全自动钣金冲压成型线及成型工艺
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及钣金冲压领域,具体涉及一种全自动钣金冲压成型线及成型工艺。
背景技术
钣金,一种加工工艺,钣金至今为止尚未有一个比较完整的定义,可以将其定义为:钣金是针对金属薄板一种综合冷加工工艺,包括剪、冲、切、复合、折、铆接、拼接、成型,其显著的特征就是同一零件厚度一致,钣金具有重量轻、强度高、导电、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,在电脑机箱、手机、MP3中,钣金是必不可少的组成部分,随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低,钣金冲压是通过模具对钣金材料板进行冲压成型的过程。
现有技术存在以下不足:
1.常规冲压为每序人为操作,一方面人工费用成本高,另一方面彩板冲压易划伤、压痕导致报废;
2.手工线冲压危险系数高。
因此,发明一种全自动钣金冲压成型线及成型工艺很有必要。
发明内容
为此,本发明提供一种全自动钣金冲压成型线及成型工艺,通过组合自动线,全程自动送样减少人员,降低报废,提升效率,组合自动线全程封闭,提升安全保证,以解决常规冲压为每序人为操作,一方面人工费用成本高,另一方面彩板冲压易划伤、压痕导致报废,手工线冲压危险系数高的问题。
为了实现上述目的,本发明提供如下技术方案:一种全自动钣金冲压成型线及成型工艺,包括等待台和预冲孔拉伸冲床,所述预冲孔拉伸冲床设置在所述等待台右侧,还包括:自动上料装置,所述自动上料装置设置在所述等待台和所述预冲孔拉伸冲床侧端;
所述自动上料装置包括支撑座,所述支撑座内壁安装固定块,所述固定块内侧固定安装减速电机,所述减速电机输出端固定连接转轴,所述转轴延伸至所述支撑座上端,所述转轴上端固定安装连接杆,所述连接杆上端固定安装上料板,所述上料板左侧下端固定安装电磁板,所述上料板左侧上端固定安装控制盒。
优选的,所述支撑座前端可拆卸安装加强杆,所述加强杆前端螺栓安装固定板。
优选的,所述支撑座上端固定安装定位筒,所述转轴穿过所述定位筒。
优选的,所述预冲孔拉伸冲床右侧设置落料冲孔冲床,所述落料冲孔冲床右侧设置成型一冲床。
优选的,所述成型一冲床右侧设置成型二冲床,所述成型二冲床右侧设置成型三冲床,所述成型三冲床右侧设置成型四冲床。
优选的,所述成型四冲床内侧冲压彩板。
优选的,所述支撑座侧端螺栓安装定位板。
优选的,所述支撑座设置七组。
优选的,所述电磁板下端可拆卸安装橡胶垫。
一种全自动钣金冲压成型工艺,具体操作步骤如下:
S1:传送带把彩板原料传输到等待台上端;
S2:启动减速电机,减速电机转动转轴,转轴转动连接杆,连接杆转动上料板,使上料板垂直在等待台上方;
S3:对电磁板通电充磁,电磁板吸附彩板原料,继续转动上料板,使上料板垂直在预冲孔拉伸冲床的下模具上方,对准模座,对电磁板断电,使彩板原料落在预冲孔拉伸冲床的模座上方,转动移开上料板,使预冲孔拉伸冲床对彩板进行压合拉伸;
S4:再次对电磁板通电充磁,电磁板吸附彩板原料至落料冲孔冲床上对彩板进行冲孔形成彩板,冲孔完成后电磁板吸附彩板至成型一冲床上,对彩板进行一次成型,电磁板吸附彩板至成型二冲床上,对彩板进行二次成型;
S5:电磁板吸附彩板至成型三冲床上,对彩板进行三次成型,电磁板吸附彩板至成型四冲床上,对彩板进行四次成型,最后电磁板吸附彩板,移出彩板。
本发明的有益效果是:
自动上料装置包括支撑座,支撑座具有安装减速电机的作用,支撑座内壁安装固定块,固定块内侧固定安装减速电机,减速电机具有转动转轴的作用,减速电机输出端固定连接转轴,转轴具有转动连接杆的作用,转轴延伸至支撑座上端,转轴上端固定安装连接杆,连接杆具有支撑转动上料板的作用,连接杆上端固定安装上料板,上料板具有转动电磁板的作用,方便把彩板从一个冲床移动到另一个冲床上,上料板左侧下端固定安装电磁板,电磁板具有通电充磁吸附彩板的作用,方便移动彩板,上料板左侧上端固定安装控制盒,控制盒具有通过内部元件调节电磁板磁性强弱的作用,通过组合自动线,全程自动送样减少人员,降低报废,提升效率,组合自动线全程封闭,提升安全保证。
附图说明
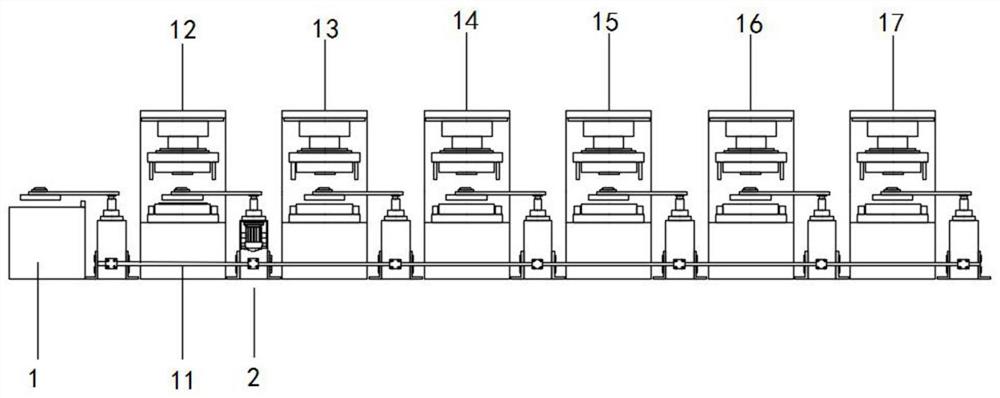
图1为本发明提供的实施例1的主视图;
图2为本发明提供的实施例1中自动上料装置的结构图;
图3为本发明提供的实施例1中自动上料装置的俯视图;
图4为本发明提供的实施例1中支撑座的左视图;
图5为本发明提供的实施例1中彩板的俯视图;
图6为本发明提供的实施例2中自动上料装置的结构图。
图中:等待台1、加强杆11、固定板111、预冲孔拉伸冲床12、落料冲孔冲床13、成型一冲床14、成型二冲床15、成型三冲床16、成型四冲床17、彩板18、自动上料装置2、支撑座21、定位板22、电磁板23、减速电机24、转轴241、连接杆242、固定块25、定位筒26、上料板27、控制盒28、橡胶垫29。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例1:
参照附图1-图5,本发明提供的一种全自动钣金冲压成型线及成型工艺,包括等待台1和预冲孔拉伸冲床12;
进一步地,所述预冲孔拉伸冲床12设置在所述等待台1右侧,还包括:自动上料装置2,所述自动上料装置2设置在所述等待台1和所述预冲孔拉伸冲床12侧端,具体的,预冲孔拉伸冲床12具有对彩板原料进行拉伸的作用,等待台1具有放置彩板原料进行预处理的作用;
所述自动上料装置2包括支撑座21,所述支撑座21内壁安装固定块25,所述固定块25内侧固定安装减速电机24,所述减速电机24输出端固定连接转轴241,所述转轴241延伸至所述支撑座21上端,所述转轴241上端固定安装连接杆242,所述连接杆242上端固定安装上料板27,所述上料板27左侧下端固定安装电磁板23,所述上料板27左侧上端固定安装控制盒28,具体的,支撑座21具有安装减速电机24的作用,减速电机24设置为TCH-750,减速电机24具有转动转轴241的作用,转轴241具有转动连接杆242的作用,连接杆242具有支撑转动上料板27的作用,上料板27具有转动电磁板23的作用,方便把彩板18从一个冲床移动到另一个冲床上,电磁板23具有通电充磁吸附彩板18的作用,方便移动彩板18,控制盒28具有通过内部元件调节电磁板23磁性强弱的作用;
进一步地,所述支撑座21前端可拆卸安装加强杆11,所述加强杆11前端螺栓安装固定板111,具体的,加强杆11具有固定支撑座21的作用,使七组支撑座21设置在同一直线上,固定板111具有固定加强杆11的作用;
进一步地,所述支撑座21上端固定安装定位筒26,所述转轴241穿过所述定位筒26,具体的,定位筒26具有定位转轴241转动的作用;
进一步地,所述预冲孔拉伸冲床12右侧设置落料冲孔冲床13,所述落料冲孔冲床13右侧设置成型一冲床14,具体的,落料冲孔冲床13具有对彩板原料冲孔形成彩板18的作用,成型一冲床14具有对彩板18一次成型的作用;
进一步地,所述成型一冲床14右侧设置成型二冲床15,所述成型二冲床15右侧设置成型三冲床16,所述成型三冲床16右侧设置成型四冲床17,具体的,成型二冲床15具有对彩板18二次成型的作用,成型三冲床16具有对彩板18三次成型的作用,成型四冲床17具有对彩板18四次成型的作用;
进一步地,所述成型四冲床17内侧冲压彩板18,具体的,四次冲压形成的彩板18为最终产品件;
进一步地,所述支撑座21侧端螺栓安装定位板22,具体的,定位板22具有调节支撑座21高度的作用;
进一步地,所述支撑座21设置七组,具体的,便于彩板18全程自动化移动冲压的作用,减少操作人员。
本发明的使用过程如下:在使用本发明时,预冲孔拉伸冲床12设置在等待台1右侧,自动上料装置2,自动上料装置2设置在等待台1和预冲孔拉伸冲床12侧端,自动上料装置2包括支撑座21,支撑座21具有安装减速电机24的作用,支撑座21内壁安装固定块25,固定块25内侧固定安装减速电机24,减速电机24具有转动转轴241的作用,减速电机24输出端固定连接转轴241,转轴241具有转动连接杆242的作用,转轴241延伸至支撑座21上端,转轴241上端固定安装连接杆242,连接杆242具有支撑转动上料板27的作用,连接杆242上端固定安装上料板27,上料板27具有转动电磁板23的作用,方便把彩板18从一个冲床移动到另一个冲床上,上料板27左侧下端固定安装电磁板23,电磁板23具有通电充磁吸附彩板18的作用,方便移动彩板18,上料板27左侧上端固定安装控制盒28,控制盒28具有通过内部元件调节电磁板23磁性强弱的作用,支撑座21前端可拆卸安装加强杆11,加强杆11前端螺栓安装固定板111,支撑座21上端固定安装定位筒26,转轴241穿过定位筒26,预冲孔拉伸冲床12右侧设置落料冲孔冲床13,落料冲孔冲床13右侧设置成型一冲床14,成型一冲床14右侧设置成型二冲床15,成型二冲床15右侧设置成型三冲床16,成型三冲床16右侧设置成型四冲床17,成型四冲床17内侧冲压彩板18,支撑座21侧端螺栓安装定位板22,支撑座21设置七组,电磁板23下端可拆卸安装橡胶垫29,传送带把彩板原料传输到等待台1上端,启动减速电机24,减速电机24转动转轴241,转轴241转动连接杆242,连接杆242转动上料板27,使上料板27垂直在等待台1上方,对电磁板23通电充磁,电磁板23吸附彩板原料,继续转动上料板27,使上料板27垂直在预冲孔拉伸冲床12的下模具上方,对准模座,对电磁板23断电,使彩板原料落在预冲孔拉伸冲床12的模座上方,转动移开上料板27,使预冲孔拉伸冲床12对彩板进行压合拉伸,再次对电磁板23通电充磁,电磁板23吸附彩板原料至落料冲孔冲床13上对彩板进行冲孔形成彩板18,冲孔完成后电磁板23吸附彩板18至成型一冲床14上,对彩板18进行一次成型,电磁板23吸附彩板18至成型二冲床15上,对彩板18进行二次成型,电磁板23吸附彩板18至成型三冲床16上,对彩板18进行三次成型,电磁板23吸附彩板18至成型四冲床17上,对彩板18进行四次成型,最后电磁板23吸附彩板18,移出彩板18。
实施例2:
参照附图6,本发明提供的一种操作便捷的手环温度计,包括等待台1和预冲孔拉伸冲床12;
进一步地,所述电磁板23下端可拆卸安装橡胶垫29,具体的,橡胶垫29具有防护模具的作用。
本发明的使用过程如下:在使用本发明时,预冲孔拉伸冲床12设置在等待台1右侧,自动上料装置2,自动上料装置2设置在等待台1和预冲孔拉伸冲床12侧端,自动上料装置2包括支撑座21,支撑座21具有安装减速电机24的作用,支撑座21内壁安装固定块25,固定块25内侧固定安装减速电机24,减速电机24具有转动转轴241的作用,减速电机24输出端固定连接转轴241,转轴241具有转动连接杆242的作用,转轴241延伸至支撑座21上端,转轴241上端固定安装连接杆242,连接杆242具有支撑转动上料板27的作用,连接杆242上端固定安装上料板27,上料板27具有转动电磁板23的作用,方便把彩板18从一个冲床移动到另一个冲床上,上料板27左侧下端固定安装电磁板23,电磁板23具有通电充磁吸附彩板18的作用,电磁板23下端可拆卸安装橡胶垫29,橡胶垫29具有防护模具的作用。
以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
- 一种全自动钣金冲压成型线及成型工艺
- 一种钣金冲压成型工艺仿真系统及仿真方法