一种计算多线切割机绕线轮外载荷的方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及多线切割领域,特别涉及一种计算多线切割机绕线轮外载荷的方法。
背景技术
现如今,硬脆晶体材料如单晶硅、蓝宝石、碳化硅等通过多年的发展,已经广泛应用于电动汽车、石油开采、风力发电、高铁与轨道交通、信息通讯、智能电网、智能家电以及航空航天等产业领域。目前这些晶体主要是利用切割线锯切割的方式来进行加工的。对于切割线锯切割工艺,根据其切割加工切片的数量,可以分为单线切割和多线切割。但由于单线切割加工效率较低,因此在实际生产中主要还是采用多线切割的加工方式。
在多线切割中,切割线锯在绕线轮上进行多层缠绕时,由于作用于绕线轮上的载荷随着缠绕层数的增加,大小呈非线性增加,且在绕线轮和切割线锯的径向压缩变形对每层缠绕张力的影响下,缠绕厚度和缠绕长度随缠绕张力呈现不规则的变化,计算非常复杂。因此,有必要发明一种能够有效便捷地计算多线切割机绕线轮外载荷的方法,该方法可以为绕线轮的设计提供有效的理论计算基础,以提高绕线轮的质量及强度。
发明内容
根据上述提出的技术问题,本发明的目的是提供一种能够有效计算多线切割机绕线轮外载荷的方法,本发明采用的技术手段如下:
具体地,本发明提供一种计算多线切割机绕线轮外载荷的方法,其包括以下步骤:
S1、建立多线切割机绕线轮上切割线锯的缠绕长度-缠绕厚度-缠绕层数的数学模型,缠绕长度-缠绕厚度-缠绕层数的数学模型方程如下:
其中,L表示切割线锯的长度,单位为m;n表示缠绕层数;h表示缠绕厚度,单位为mm;m表示缠绕一圈时的线圈数且m=L
S2、建立不同绕线张力下的多线切割机绕线轮上切割线锯的绕线实验过程,得到不同张力下的缠绕层数和缠绕厚度实验数据;
S3、引入线厚修正系数,根据不同绕线张力下的实验数据,对理论计算所得的不同张力下的缠绕长度-缠绕厚度-缠绕层数模型进行修正,其具体过程如下:
基于步骤S2中所述切割线锯绕线实验中不同张力下的缠绕层数和缠绕厚度实验数据,引入线厚修正系数ψ,并对所述缠绕长度-缠绕厚度-缠绕层数模型中的切割线锯缠绕厚度h进行修正,使理论计算所得的缠绕层数-缠绕厚度曲线与实验记录与测量所得的缠绕层数-缠绕厚度曲线最大程度重合,得到修正后的缠绕厚度h
S4、根据步骤S3中不同张力下的线厚修正系数,建立绕线张力-线厚修正系数模型,其具体过程如下:
不同的绕线张力具有相对应的线厚修正系数,对步骤S3得到的绕线张力-线厚修正系数离散点使用Matlab软件进行拟合,拟合后的绕线张力-线厚修正系数之间符合线性关系,即为绕线张力-线厚修正系数模型,其关系如下:
ψ=kS+b (3)
其中,k为绕线张力-线厚修正系数曲线的斜率,S表示切割线锯的绕线张力,b为绕线张力-线厚修正系数曲线的截距,斜率k与截距b的取值与切割线锯类型有关,已知切割线锯类型,则能够得到在该种切割线锯类型下的任意绕线张力下的线厚修正系数;
S5、结合绕线张力-线厚修正系数模型,建立修正后的缠绕长度-缠绕厚度-缠绕层数的数学模型,其具体过程如下:
根据所述缠绕长度-缠绕厚度-缠绕层数模型和所述绕线张力-线厚修正系数模型,得到修正后的缠绕长度-缠绕厚度-缠绕层数模型如下:
式(4)中,S表示切割线锯的绕线张力,单位为N;h
S6、根据步骤S5所建立的修正后的缠绕长度-缠绕厚度-缠绕层数的数学模型,建立切割线锯缠绕层数-等效压强的数学模型,其模型方程如下:
式(5)中,P表示绕线轮所受的等效压强,单位为MPa;R表示绕线轮的外半径,单位为mm;λ为一系数且λ的计算公式为:
其中,E表示绕线轮的弹性模量,单位为GPa;δ表示绕线轮壁厚,单位为mm;E
S7、根据步骤S5建立的修正后的缠绕长度-缠绕厚度-缠绕层数的数学模型和步骤S6建立的缠绕层数-等效压强数学模型,建立切割线锯缠绕长度-等效压强的数学模型,其模型方程如下:
S8、由步骤S7得到的切割线锯缠绕长度-等效压强的数学模型计算得到绕线轮上受到的切割线锯的等效压强。
优选地,在所述步骤S2中,建立不同绕线张力下的多线切割机绕线轮上切割线锯的绕线实验过程,分别以多线切割机工作时切割线锯所规定的几种张力进行绕线实验,实验完成后测量得到其在不同绕线张力下的缠绕层数和缠绕厚度。
优选地,在所述步骤S8中,由步骤S7所得的切割线锯缠绕长度-等效压强数学模型,带入绕线轮以及切割线锯的各参数进行计算就能够得到绕线轮上所受的等效压强。
优选地,所述的切割线锯是钢线锯、镀膜/涂膜钢线锯或磨料涂覆线锯。
优选地,所述磨料涂覆线锯包括金刚石磨料涂覆线锯、立方氮化硼磨料涂覆线锯或碳化硼磨料涂覆线锯。
优选地,所述切割线锯缠绕长度-等效压强数学模型中的参数,通过结合具体的多线切割机产品品种、规格和工艺参数范围,以及切割线锯材质参数进行确定。
与现有技术相比,本发明的有益效果如下所示:
(1)本发明在保证绕线轮强度和稳定性满足的条件下,通过建立的切割线锯缠绕长度-等效压强数学模型,就能够根据所需缠绕切割线锯的长度直接计算得到作用于绕线轮的等效压强。由此可以运用于多线切割机中绕线轮的设计,并为其提供有效的理论计算基础,以提高其质量以及强度。
(2)对于不同类型的切割线锯,根据本发明的方法,可以得到专门针对该种切割线锯类型的有效的缠绕长度-等效压强数学模型,以运用于不同的切割工况环境中。基于上述理由,本发明能够在多线切割领域广泛推广。
附图说明
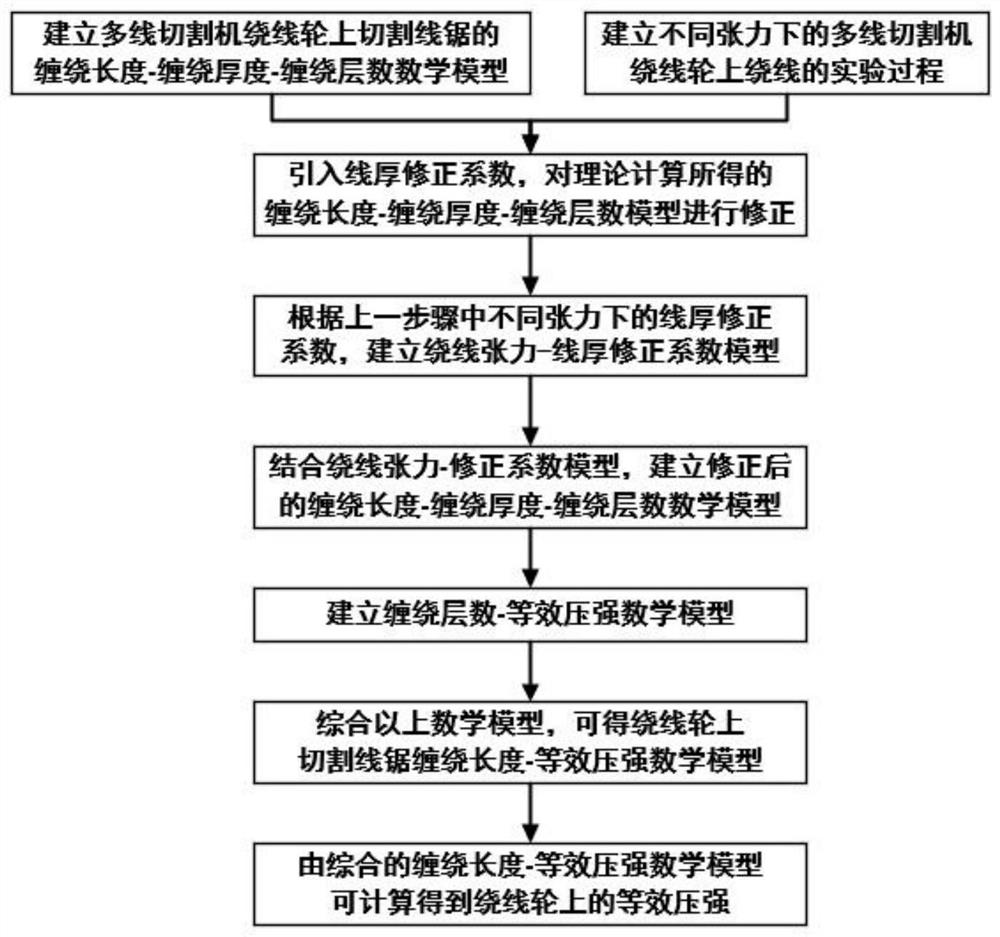
图1为本发明具体实施方式中一种计算多线切割机绕线轮外载荷的方法的流程示意图;
图2为绕线轮模型结构示意图;
图3为切割线锯缠绕方式示意图;
图4是具体实施方式中缠绕长度-缠绕厚度-缠绕层数模型得到的不同绕线张力下的缠绕层数-缠绕厚度曲线;
图5是实验得到的不同绕线张力下的缠绕层数-缠绕厚度曲线;
图6a-图6d是不同绕线张力下的缠绕长度-缠绕厚度-缠绕层数模型、实验结果、修正后的缠绕长度-缠绕厚度-缠绕层数模型所得的缠绕层数-缠绕厚度曲线对比图;
图7是绕线张力S-线厚修正系数ψ关系图。
具体实施方式
以下,参照附图对本发明的实施方式进行说明。
如图1~7所示,一种计算多线切割机绕线轮外载荷的方法,包括如下步骤:
S1、建立切割线锯的缠绕长度-缠绕厚度-缠绕层数模型,具体过程如下:
建立多线切割机绕线轮上所绕的切割线锯的缠绕长度-缠绕厚度-缠绕层数的数学模型,其模型方程如下:
式(1)中:L表示切割线锯的长度,单位为m;n表示缠绕层数;h表示缠绕厚度,单位为mm;m表示缠绕一圈时的线圈数且m=L
选定切割线锯的类型后,将切割线锯的参数以及绕线轮的参数代入式(1)中,即可得到一个关于缠绕层数n和缠绕层外径D
S2、建立不同绕线张力下切割线锯绕线实验过程,其具体过程如下:
建立不同绕线张力下的多线切割机绕线轮上切割线锯的绕线实验过程,绕线轮100的模型结构如附图2所示,其上切割线锯的绕线方式示意如附图3所示,其中绕线1为第一层绕线,绕线2为第二层绕线。分别以多线切割机工作时切割线锯一般所规定的几种张力如:15N、25N、35N进行绕线实验,实验过程中记录缠绕层数n,并在实验完成后测量缠绕层外径D
S3、基于实验数据,对理论计算所得的不同张力下的缠绕长度-缠绕厚度-缠绕层数模型进行修正,其具体过程如下:
基于步骤S2中切割线锯绕线实验中不同张力下的缠绕层数和缠绕厚度实验数据,引入线厚修正系数ψ,并对缠绕长度-缠绕厚度-缠绕层数模型中的切割线锯缠绕厚度h进行修正,使理论计算所得的缠绕层数-缠绕厚度曲线与实验记录与测量所得的缠绕层数-缠绕厚度曲线尽可能重合。得到修正后的缠绕厚度h
S4、根据不同张力下的线厚修正系数,建立绕线张力-线厚修正系数模型,其具体过程如下:
不同的绕线张力会有相对应的线厚修正系数,对步骤S3得到的绕线张力-线厚修正系数离散点使用Matlab软件进行拟合,拟合后的绕线张力-线厚修正系数之间符合线性关系,其关系如下:
ψ=kS+b (3)
式(3)中,k为绕线张力-线厚修正系数曲线的斜率,S表示切割线锯的绕线张力,b为绕线张力-线厚修正系数曲线的截距。斜率k与截距b的取值与切割线锯类型有关,已知切割线锯类型,则可得到在该种切割线锯类型下的任意绕线张力下的线厚修正系数。
S5、结合绕线张力-线厚修正系数模型,建立修正后的缠绕长度-缠绕厚度-缠绕层数的数学模型,其具体过程如下:
根据缠绕长度-缠绕厚度-缠绕层数模型和绕线张力-线厚修正系数模型,可得到修正后的缠绕长度-缠绕厚度-缠绕层数模型如下:
式(4)中,S表示切割线锯的绕线张力,单位为N;h
S6、建立缠绕层数-等效压强数学模型,其具体过程如下:
根据步骤S5所建立的修正后的缠绕长度-缠绕厚度-缠绕层数的数学模型,建立切割线锯缠绕层数-等效压强的数学模型,其模型方程如下:
式(5)中,P表示绕线轮所受的等效压强,单位为MPa;R表示绕线轮的外半径,单位为mm;λ为一系数且λ的计算公式为:
其中,E表示绕线轮的弹性模量,单位为GPa;δ表示绕线轮壁厚,单位为mm;E
S7、建立切割线锯缠绕长度-等效压强的数学模型,其具体过程如下:
综合步骤S5所建立的修正后的缠绕长度-缠绕厚度-缠绕层数模型和步骤S6所建立的切割线锯缠绕层数-等效压强的数学模型,建立切割线锯缠绕长度-等效压强的总数学模型,其模型方程如下:
S8、计算得到绕线轮上受到的切割线锯的等效压强,其具体过程如下:
由步骤S7所得的切割线锯缠绕长度-等效压强数学模型,带入绕线轮以及切割线锯的各参数,就可以根据实际所需的缠绕长度,进行计算,从而得到绕线轮上所受的等效压强。
在本发明中,上述切割线锯缠绕长度-等效压强数学模型中的参数,可以结合具体的多线切割机产品品种、规格、工艺参数范围,以及切割线锯材质参数来进行确定。在保证绕线轮强度和稳定性满足的条件下,通过建立的本切割线锯缠绕长度-等效压强数学模型,就能够根据所需缠绕切割线锯的长度直接计算得到作用于绕线轮的等效压强。从而可以为多线切割机绕线轮的设计提供有效的理论计算基础,以提高绕线轮的质量及强度。
具体实施例
本实施例的对象是某厂的多线切割机,其使用的切割线锯为金刚石线锯。以此为例,我们对本发明的方法进行详细说明。
建立多线切割机绕线轮上所绕的切割线锯的缠绕长度-缠绕厚度-缠绕层数的数学模型,并使用Matlab软件进行编程求解,得到绕线张力下的缠绕层数-缠绕厚度曲线如附图4所示。
建立不同绕线张力下的多线切割机绕线轮上切割线锯的绕线实验过程。其中绕线轮的材质为40cr,弹性模量E为206GPa,壁厚δ为20mm,外半径R为90mm,绕线部分长度为L
由于切割线锯的缠绕长度-缠绕厚度-缠绕层数的数学模型在建立时忽略了一部分影响相对较小的因素,实验所得的缠绕层数-缠绕厚度曲线与理论计算的缠绕层数-缠绕厚度曲线有所区别。因此,引入线厚修正系数ψ,对理论模型中的切割线锯缠绕厚度h进行修正,使修正后的缠绕层数-缠绕厚度曲线和实验记录与测量所得的缠绕层数-缠绕厚度曲线尽可能重合。其对比如附图6所示,不同绕线张力下的线厚修正系数如下表1所示。
表1不同绕线张力下的线厚修正系数
对上述得到的绕线张力-线厚修正系数离散点使用Matlab软件进行拟合,拟合后的绕线张力-线厚修正系数之间呈线性关系,如附图7所示,其表达式为ψ=0.0081S+1.589,由此可得修正后的缠绕长度-缠绕厚度-缠绕层数模型。结合修正后的缠绕长度-缠绕厚度-缠绕层数模型和切割线锯缠绕层数-等效压强的数学模型,可得切割线锯缠绕长度-等效压强的总数学模型,其模型方程如下:
由上述所得的金刚石线锯缠绕长度-等效压强数学模型,带入绕线轮以及金刚石线锯的各参数,就可以根据实际所需的缠绕长度,进行计算从而得到绕线轮上所受的等效压强。其中厚度计算误差在9.93%以内,可以满足企业生产的实际需求。
需要说明的是,当绕线轮上缠绕的切割线锯类型改变时,本方法仍旧适用,根据本发明的方法,可以得到专门针对该种切割线锯类型的有效的缠绕长度-等效压强数学模型,以运用于不同的切割工况环境中。在保证绕线轮强度和稳定性满足的条件下,通过建立的切割线锯缠绕长度-等效压强数学模型,就能够根据所需缠绕切割线锯的长度直接计算得到作用于绕线轮的等效压强。由此可以运用于多线切割机中的绕线轮的设计,并为其提供有效的理论计算基础,以提高其质量以及强度。基于上述理由,本发明可在多线切割领域广泛推广。
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种计算多线切割机绕线轮外载荷的方法
- 一种基于极限外载荷计算的管线阀门安全评估方法