化学机械研磨工艺模型的预测方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及半导体技术领域,尤其是涉及一种化学机械研磨工艺模型的预测方法。
背景技术
当前化学机械抛光工艺的热点检测,通常包括如下步骤:载入版图;利用化学机械研磨工艺模型对版图进行模拟预测;热点检测;以及,热点修复。其中,在利用化学机械研磨工艺模型对版图进行模拟预测的过程中,通常将版图按照一定大小切割成若干格点,然后对单位格点内的图形进行几何信息提取,提取的几何信息通常包括图形密度(Density)、图形周长(Perimeter)和图形权重线宽(Weighted Line Width),然后根据单位格点的几何信息进行模拟预测。
现有化学机械研磨工艺模拟中通常以版图左下角为起始点,按照从左向右,从下向上的顺序以固定大小的格点对版图进行切分,通常情况下,待分析的版图往往不能被完整切分,在版图右侧和上侧出现非完整格点(格点长度或宽度小于固定格点的长度或宽度),如图1所示,当相同的图形处于完整格点和非完整格点几何信息提取结果如下:
当长为x,宽为y的图形A处于完整格点g1中,假设格点g1长为s1宽为s2(s1>x;s2=y),此时完整格点g1内的几何信息为:
Density=(x*y)/(s1*s2)<1;
Perimeter=2(x+y);
Weighted LW=x*(x*y)/(x*y)=x;其中:Density为图形密度,Perimeter为图形周长,Weighted LW为图形权重线宽,x为图形A的长度,y为图形A的宽度,s1为格点g1的长度,s2为格点g1的宽度。
当长为x,宽为y的图形A处于非完整格点g2中,假设非完整格点g2长和宽与图形A相同,此时非完整格点g2内的几何信息为:
Density=(x*y)/(x*y)=1;
Perimeter=2(x+y);
Weighted LW=s2=y;其中:Density为图形密度,Perimeter为图形周长,Weighted LW为图形权重线宽,x为图形A的长度,y为图形A的宽度,s1为格点g2的长度,s2为格点g2的宽度。
从结果看以看出,完整格点g1内的几何信息和非完整格点g2内的几何信息不相同,其中,具体表现为图形密度和图形权重线宽不相同。发明人进一步分析发现,其原因是由于位于版图边缘的相同的两个图形因切割问题,导致分布在完整格点和非完整格点时提取的几何信息不相同,从而导致化学机械研磨模型预测出来的结果也不相同,这与实际不符,并且版图边缘非完整格点按照现有化学机械研磨模型预测方法会使得几何信息强化,使得该区域图形对工艺波动的影响将被放大,这样可能导致检测到的热点是误判,影响了预测的准确率。
发明内容
本发明的目的在于提供一种化学机械研磨工艺模型的预测方法,可以减少版图边缘的热点误判的情况。
为了达到上述目的,本发明提供了化学机械研磨工艺模型的预测方法,包括:
输入版图,所述版图包括:第一角、从所述第一角沿着第一方向延伸的第一边、以及从所述第一角沿着第二方向延伸的第二边;
从所述第一角开始,以固定的步进尺寸分别沿着所述第一边和所述第二边将所述版图划分为多个第一格点,直到位于所述版图边缘的第一格点的尺寸小于或等于非边缘的第一格点的尺寸,若边缘第一格点的尺寸小于非边缘第一格点的尺寸,则所述边缘第一格点为非完整格点,所述非完整格点具有长和宽;
将所述版图重新划分为多个第二格点,包括:从所述非完整格点所在的边和所述非完整格点的对边开始划分多个边缘第二格点,剩余的版图根据所述步进尺寸划分为多个非边缘第二格点,其中,所述边缘第二格点的长为步进尺寸,宽为二分之一非完整格点的宽度,所述非边缘第二格点与所述非边缘第一格点的尺寸相同;
提取所述非边缘第二格点的几何信息;
从所述边缘第二格点所在的边开始以所述步进尺寸在所述版图上划分第三格点,所述第三格点与所述非边缘第二格点的尺寸相同,并提取所述第三格点内的几何信息;
将所有所述几何信息引入到化学机械研磨模型中进行预测,并根据预测的结果进行热点检测。
可选的,在所述的预测方法中,所述版图还包括:
第三边和第四边,所述第一边和所述第二边垂直,所述第一边和第三边相对,所述第二边和第四边相对。
可选的,在所述的预测方法中,所述固定的步进尺寸包括第一方向上的固定长度和第二方向上的固定长度。
可选的,在所述的预测方法中,所述第三格点位于所述版图边缘。
可选的,在所述的预测方法中,判断所述边缘第一格点的尺寸小于非边缘第一格点的尺寸的方法包括:
第一方向上的第一格点的数量与第一方向上的固定长度的乘积大于第一边的长度,版图在第一方向上的边缘第一格点的尺寸小于非边缘第一格点的尺寸;
第二方向上的第一格点的数量与第二方向上的固定长度的乘积大于第二边的长度,版图在第二方向上的边缘第一格点的尺寸小于非边缘第一格点的尺寸;
第一方向上的第一格点的数量与第一方向上的固定长度的乘积大于第一边的长度,并且第二方向上的第一格点的数量与第二方向上的固定长度的乘积大于第二边的长度,版图在第一方向上和第二方向上的边缘第一格点的尺寸均小于非边缘第一格点的尺寸。
可选的,在所述的预测方法中,第一方向上的第一格点的数量与第一方向上的固定长度的乘积大于第一边的长度,判断版图在第一方向上的边缘第一格点的尺寸小于非边缘第一格点的尺寸的方法包括:
m*S>M,且n*S=N时,版图在第一方向上的边缘第一格点的尺寸小于非边缘第一格点的尺寸,其中:m为第一方向上的第一格点的数量,S为第一方向和第二方向上的固定长度,M为版图第一边的长度,n为第二方向上的第一格点的数量,N为版图第二边的长度。
可选的,在所述的预测方法中,第二方向上的第一格点的数量与第二方向上的固定长度的乘积大于第二边的长度,判断版图在第二方向上的边缘第一格点的尺寸小于非边缘第一格点的尺寸的方法包括:
m*S=M,且n*S>N时,版图在第二方向上的边缘第一格点的尺寸小于非边缘第一格点的尺寸;其中:m为第一方向上的第一格点的数量,S为第一方向和第二方向上的固定长度,M为版图第一边的长度,n为第二方向上的第一格点的数量,N为版图第二边的长度。
可选的,在所述的预测方法中,第一方向上的第一格点的数量与第一方向上的固定长度的乘积大于第一边的长度,并且第二方向上的第一格点的数量与第二方向上的固定长度的乘积大于第二边的长度,以判断版图在第一方向上和第二方向上的边缘第一格点的尺寸均小于非边缘第一格点的尺寸的方法包括:
m*S>M,且n*S>N时,版图在第一方向和第二方向上的边缘第一格点的尺寸均小于非边缘第一格点的尺寸,其中:m为第一方向上的第一格点的数量,S为第一方向和第二方向上的固定长度,M为版图第一边的长度,n为第二方向上的第一格点的数量,N为版图第二边的长度。
可选的,在所述的预测方法中,从所述非完整格点所在的边和所述非完整格点的对边开始在所述版图上划分多个边缘第二格点的方法包括:
若所述第三边具有非完整格点,则从所述第三边和所述第一边开始在版图上划分多个边缘第二格点,其中,所述边缘第二格点的长为所述第一方向上的固定长度,宽为所述非完整格点的宽的一半;
若所述第四边具有非完整格点,则从所述第四边和所述第二边开始在版图上划分多个边缘第二格点,其中,所述边缘第二格点的长为所述第二方向上的固定长度,宽为所述非完整格点的宽的一半;
若所述第三边和所述第四边均具有非完整格点,则从所述第三边和所述第一边开始在版图上划分多个边缘第二格点,其中,所述边缘第二格点的长为所述第一方向上的固定长度,宽为所述非完整格点的宽的一半,再从所述第四边和所述第二边开始在版图上划分多个边缘第二格点,其中,所述边缘第二格点的长为所述第二方向上的固定长度,宽为所述非完整格点的宽的一半。
可选的,在所述的预测方法中,提取的几何信息包括:
版图密度、周长和权重线宽。
可选的,在所述的预测方法中,提取版图密度的方法包括:
其中:Density为密度,i表示格点中包含图形的编号,n表示格点中包含图形的数量,ai为编号i对应的格点中图形的长,bi表示编号i对应的格点中图形的宽,Sgrid表示格点的面积,*为乘的符号。
可选的,在所述的预测方法中,提取周长的方法包括:
其中:Perimeter为周长,i表示格点中包含图形的编号,n表示格点中包含图形的数量,ai为编号i对应的格点中图形的长,bi表示编号i对应的格点中图形的宽。
可选的,在所述的预测方法中,提取权重线宽的方法包括:
其中:Weighted LW为权重线宽,i表示格点中包含图形的编号,n表示格点中包含图形的数量,Wi为编号i对应的格点中图形的线宽,Si表示编号i对应的格点中图形的面积。
在本发明提供的化学机械研磨工艺模型的预测方法中,通过判断边缘第一格点的尺寸是否小于非边缘第一格点的尺寸,以找出非完整格点,如果边缘第一格点小于非边缘第一格点,则重新将版图划分为多个第二格点,即从非完整格点所在的边和非完整格点的对边开始在所述版图上划分多个边缘第二格点,剩余的版图根据步进尺寸划分为多个非边缘第二格点,接着,计算非边缘第二格点内的几何信息,最后,将边缘第二格点重新划分为第三格点,提取第三格点内的几何信息,以此表征边缘第二格点的几何信息值,从而完成版图上所有几何信息的提取,最后再将所有几何信息引入到化学机械研磨模型中进行预测,并根据预测的结果进行热点检测。本发明的化学机械研磨工艺模型的预测方法可以避免因切割问题导致边缘第一格点图形的几何信息被强化而导致化学机械研磨预测结果与实际值不符的问题出现,可以减少在版图边缘处的热点误判的情况。
附图说明
图1是现有技术的版图的格点划分的示意图;
图2是本发明实施例的化学机械研磨工艺模型的预测方法的流程图;
图3至图13是本发明实施例的提取版图几何信息的示意图;
图中:110-第一边、120-第二边、130-第三边、140-第四边、150-第一角、160-非边缘第一格点、170-边缘第一格点、180-第二格点、181-边缘第二格点、182-非边缘第二格点、190-第三格点。
具体实施方式
下面将结合示意图对本发明的具体实施方式进行更详细的描述。根据下列描述,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
在下文中,术语“第一”“第二”等用于在类似要素之间进行区分,且未必是用于描述特定次序或时间顺序。要理解,在适当情况下,如此使用的这些术语可替换。类似的,如果本文所述的方法包括一系列步骤,且本文所呈现的这些步骤的顺序并非必须是可执行这些步骤的唯一顺序,且一些所述的步骤可被省略和/或一些本文未描述的其他步骤可被添加到该方法。
在化学机械抛光工艺的热点检测过程中,需要确保晶圆上的图形的几何信息和版图上的图形的几何信息一致,进而通过对版图的模拟预测来准确定位工艺热点,而由于版图的边缘可能存在不完整的格点,也就是说这个格点的尺寸相对于其他非边缘的第一格点的尺寸较小,并没有包含完整的图形,因此,如果用这个格点内的几何信息直接去进行预测,会存在与实际晶圆片上差异的状况,会造成热点误判的情况。
因此,请参照图2,本发明提供了一种化学机械研磨工艺模型的预测方法,用于避免因切割问题导致边缘格点的图形几何信息被强化而导致化学机械研磨预测结果与实际值不符的问题出现,包括:
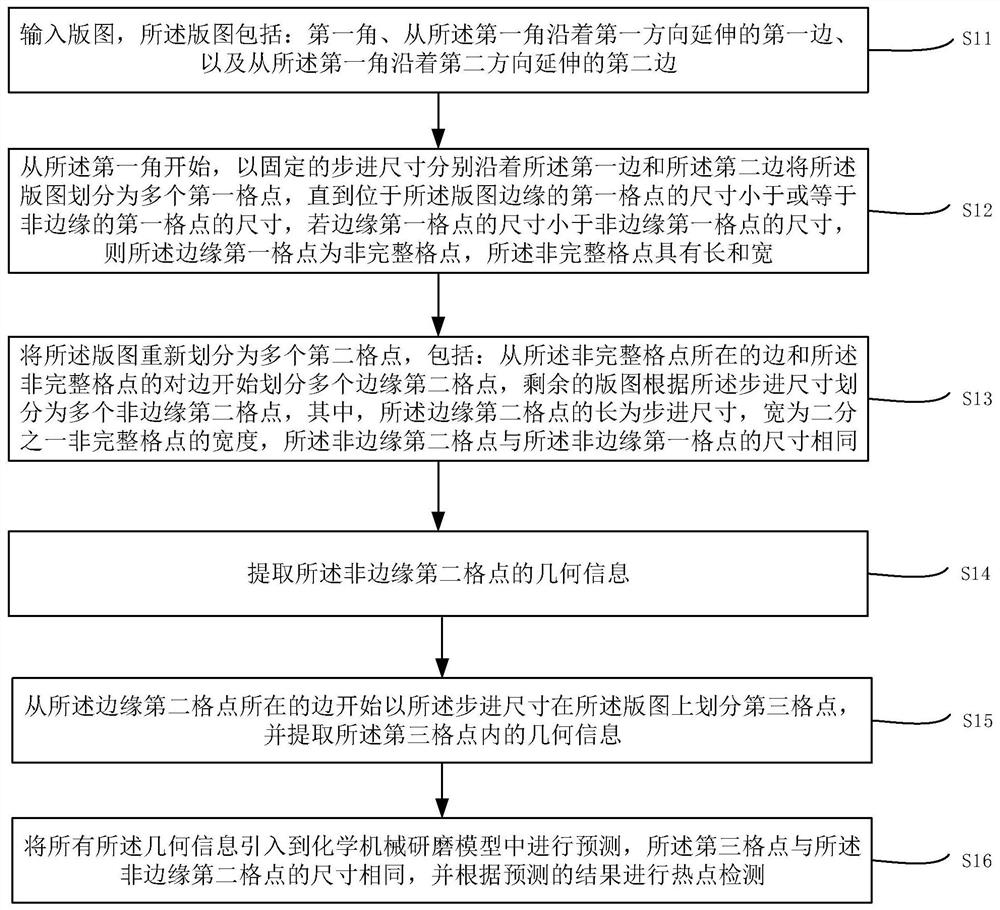
S11:输入版图,所述版图包括:第一角、从所述第一角沿着第一方向延伸的第一边、以及从所述第一角沿着第二方向延伸的第二边;
S12:从所述第一角开始,以固定的步进尺寸分别沿着所述第一边和所述第二边将所述版图划分为多个第一格点,直到位于所述版图边缘的第一格点的尺寸小于或等于非边缘的第一格点的尺寸,若边缘第一格点的尺寸小于非边缘第一格点的尺寸,则所述边缘第一格点为非完整格点,所述非完整格点具有长和宽;
S13:将所述版图重新划分为多个第二格点,包括:从所述非完整格点所在的边和所述非完整格点的对边开始划分多个边缘第二格点,剩余的版图根据所述步进尺寸划分为多个非边缘第二格点,其中,所述边缘第二格点的长为步进尺寸,宽为二分之一非完整格点的宽度,所述非边缘第二格点与所述非边缘第一格点的尺寸相同;
S14:提取所述非边缘第二格点的几何信息;
S15:从所述边缘第二格点所在的边开始以所述步进尺寸在所述版图上划分第三格点,所述第三格点与所述非边缘第二格点的尺寸相同,并提取所述第三格点内的几何信息;
S16:将所有所述几何信息引入到化学机械研磨模型中进行预测,并根据预测的结果进行热点检测。
参照图3至图8,首先输入的版图,输入的版图是热点待检测区域,也就是说这些区域都是将要提取几何信息的区域,所述版图包括:第一边110、第二边120、第三边130和第四边140,所述第一边110和第三边130相对,所述第二边120和第四边140相对,所述第一边110和所述第二边120垂直;所述第一边110从第一角150开始沿着第一方向延伸;所述第二边120沿着所述第一角150向第二方向延伸。本发明实施例的版图或区域优选划分为规则形状,以方便格点划分。本发明实施例中,第一方向可以为X方向(水平方向),第二方向可以为Y方向(垂直方向),X方向和Y方向垂直。在本发明的其他实施例中,第一方向可以为Y方向,第二方向可以为X方向,X方向和Y方向垂直。
其中:所述固定的步进尺寸包括第一方向上的固定长度和第二方向上的固定长度,第一方向上的固定长度和第二方向上的固定长度的值相等或者不相等。第一方向上的固定长度和第二方向上的固定长度均是大于0并且小于线宽的设计规则,第一方向上的固定长度和第二方向上的固定长度可以相等也可以不相等。也就是说在第一方向上的步进为第一方向上的固定长度,在第二方向上的步进为第二方向上的固定长度,从版图的第一角开始将版图划分多个格点,划到版图边缘时,如果版图边缘剩余的部分在第一方向或/和第二方向上小于或等于步进尺寸,则将其作为一个格点,并且停止划分。划分完成后,将版图边缘处的第一格点称为边缘第一格点,版图非边缘处的第一格点称为非边缘第一格点,边缘第一格点的尺寸等于非边缘第一格点的尺寸时,可以使用现有技术求几何信息的方法直接求得多个第一格点内的几何信息,以此作为版图的几何信息。但是对于边缘第一格点小于非边缘第一格点的情况,即边缘第一格点是非完整格点,非边缘第一格点是完整格点的情况,如果仍然使用现有技术的方法求几何信息,位于版图边缘的相同的两个图形因切割问题导致分布在边缘第一格点(非完整格点)和非边缘第一格点(完整格点)时提取的几何信息是不相同的,从而导致化学机械研磨模型预测出来的结果也不相同,这与实际不符,并且边缘第一格点(非完整格点)按照现有化学机械研磨模型预测方法会使得几何信息强化,使得该区域图形对工艺波动的影响将被放大,造成热点的误报,因此,本发明实施例需要对存在不同情况的边缘格点重新划分,以避免因切割问题导致的边缘非完整格点几何信息提取不准确的问题,以降低热点的误报。
为了方便讲解,本发明所有实施例均使得第一方向上的固定长度和第二方向上的固定长度相等。在本发明实施例中,非边缘第一格点160的长度是S,宽度是S,边缘第一格点170的尺寸小于或等于非边缘第一格点160的尺寸,而本发明实施例会对边缘第一格点170的尺寸小于非边缘第一格点160的尺寸的情况进行处理,以提高边缘部分热点检测的准确率。而边缘第一格点170存在第三边130(版图最上侧)和/或第四边140(版图最右侧),因此,边缘第一格点170的尺寸小于非边缘第一格点160的尺寸可能存在三种情况,第一种,是边缘第一格点170只存在第三边130(版图最上侧),第二种是边缘第一格点170只存在第四边140(版图最右侧),第三种是是边缘第一格点170存在第三边130(版图最上侧)和第四边140(版图最右侧)。接着,将会对三种情况分别用三个实施例进行阐述。
实施例一
如图3,第一方向上的格点的数量与第一方向上的固定长度的乘积大于第一边110的长度时,版图在第二方向上的边缘第一格点170的尺寸小于非边缘第一格点160的尺寸,具体的判断方法为:m*S>M,且n*S=N时,版图在第二方向上的边缘第一格点170的尺寸小于非边缘第一格点160的尺寸,其中:S为第一方向和第二方向上的固定长度,m为第一方向的第一格点的数量,M为版图第一边的长度,n为第二方向的第一格点的数量,N为版图第二边的长度。可以轻松得知,第四边(版图最右侧)具有非完整格点。若版图不能被完全划分即版图边缘具有非完整格点,根据版图的大小计算第一方向(水平方向)和第二方向(垂直方向)的非完整格点的宽度a和宽度b,当M不可被m整除,N可被n整除,即a≠0,b=0时。
接着,请参照图4和图5,重新将版图划分为多个第二格点180,具体的,从非完整格点所在的边和对边开始向版图划分多个边缘第二格点181,从第四边140和第二边120开始向版图划分多个边缘第二格点181,剩余的版图划分为多个非边缘第二格点182,多个非边缘格点182的尺寸相等,相当于在版图上划分了多个边缘第二格点181之后,将剩余的版图平均划分成了多个非边缘第二格点182。其中,所述边缘第二格点181的长为步进尺寸,在这里也是第一方向上的固定长度,宽为非完整格点的宽度的二分之一即a/2,所述非边缘第二格点182与所述非边缘第一格点160的尺寸相同,即为S*S。计算非边缘第二格点182内的几何信息。接着,从第四边140和第二边120开始划分第三格点190,相当于将原来的边缘第二格点181所在的位置向版图中心方向延伸扩大到固定步进的尺寸,在这里也是将边缘第二格点181的宽度从a/2扩大到S,扩大后的范围作为第三格点190,第三格点190的尺寸为S*S,并且计算第三格点190内的几何信息,以此表征边缘第二格点181的几何信息值,这样,所有版图的几何信息均计算完成。相对于现有技术,相对于直接划分为多个第一格点,不管边缘第一格点的尺寸是否为完整格点,就直接计算该格点内的几何信息的方法,本发明在版图边缘处的几何信息计算更加准确,因此,可以减少版图边缘处的热点误判的情况。
实施例二
如图6,第二方向上的格点的数量与第二方向上的固定长度的乘积大于第二边120的长度时,则版图在第二方向上的边缘第一格点170的尺寸小于非边缘第一格点160的尺寸,具体的判断方法为:m*S=M,且n*S>N时,则版图在第二方向上的边缘第一格点170的尺寸小于非边缘第一格点160的尺寸;其中:S为第一方向和第二方向上的固定长度,m为第一方向的第一格点的数量,M为版图第一边的长度,n为第二方向的第一格点的数量,N为版图第二边的长度。可以轻松得知,第三边(版图最上侧)具有非完整格点。若版图不能被完全划分即版图边缘具有非完整格点,根据版图的大小计算第一方向(水平方向)和第二方向(垂直方向)的非完整格点的宽度a和宽度b;当M可被m整除,N不可被n整除,即a=0,b≠0时。
接着,请参照图7和图8,重新将版图划分为多个第二格点180,具体的,从非完整格点所在的边和对边开始向版图划分多个边缘第二格点181,从第三边和第一边开始向版图中心方向划分多个边缘第二格点181,剩余的版图划分为多个非边缘第二格点182,多个非边缘第二格点182的尺寸相等,即为S*S,相当于在版图上划分了多个边缘第二格点181之后,将剩余的版图平均划分成了多个非边缘第二格点182。其中,所述边缘第二格点181的长为步进尺寸,在这里也是第二方向上的固定长度S,宽为非完整格点的宽度的二分之一即b/2,所述非边缘第二格点182与所述非边缘第一格点160的尺寸相同,即为S*S。计算非边缘第二格点182内的几何信息。接着,从第三边130和第一边110开始划分第三格点190,即将原来的非边缘第二格点182所在的位置延伸扩大到固定步进的尺寸,在这里也是将边缘第二格点181的宽度从b/2扩大到S,扩大后的范围作为第三格点190,第三格点190的尺寸为S*S,并且计算第三格点190内的几何信息,以此表征边缘第二格点181的几何信息值,这样,所有版图的几何信息均计算完成。并且相对于现有技术,相对于直接划分为多个第一格点,不管边缘第一格点的尺寸是否为完整格点,就直接计算该格点内的几何信息的方法,本发明在版图边缘处的几何信息计算更加准确,因此,可以减少版图边缘处的热点误判的情况。
实施例三
如图9,第一方向上的格点的数量与第一方向上的固定长度的乘积大于第一边110的长度时,并且第二方向上的格点的数量与第二方向上的固定长度的乘积大于第二边120的长度,版图在第一方向上和第二方向上的边缘第一格点170的尺寸均小于非边缘第一格点160的尺寸,具体的判断方法为:m*S>M,且n*S>N时,版图在第一方向和第二方向上的边缘第一格点170的尺寸均小于非边缘第一格点160的尺寸,其中:S为第一方向和第二方向上的固定长度,m为第一方向的第一格点的数量,M为版图第一边的长度,n为第二方向的第一格点的数量,N为版图第二边的长度。可以轻松得知,第三边130(版图最上侧)和第四边140(版图最右侧)具有非完整格点。若版图不能被完全划分即版图边缘具有非完整格点,根据版图的大小计算第一方向(水平方向)和第二方向(垂直方向)的非完整格点的宽度a和宽度b,当M不可被m整除,N不可被n整除,即a≠0,b≠0时。
请参照图10至图13,实施例三的边缘格点可以分为三类了,即位于第三边130(版图最上侧)的边缘第一格点170、位于第四边140(版图最右侧)的边缘第一格点170以及同时位于第三边130(版图最上侧)的边缘第一格点和第四边140(版图最右侧)的边缘第一格点的重叠部分。此时,三个部分都要处理。首先,处理第三边130(版图最上侧)的未重叠的边缘第一格点170的几何信息计算,再处理第四边140(版图最右侧)的未重叠的边缘第一格点170的几何信息计算,最后再处理同时位于第三边130(版图最上侧)的边缘第一格点170和第四边140(版图最右侧)的边缘第一格点170的重叠部分的几何信息计算。其中,第三边130(版图最上侧)的未重叠的边缘第一格点170的处理方法和实施例一的方法相同,第四边140(版图最右侧)的未重叠的边缘第一格点170的处理方法和实施例二的方法相同。
具体的,如图10,首先,从非完整格点所在的边和对边开始向版图划分多个边缘第二格点181,从第三边130和第一边110开始向版图划分多个边缘第二格点181,其中,所述边缘第二格点181的长为步进尺寸,在这里也是第一方向上的固定长度S,宽为非完整格点的宽度的二分之一即b/2,所述非边缘第二格点182与所述非边缘第一格点160的尺寸相同,即为S*S。接着,从第四边140和第二边120开始向版图划分多个边缘第二格点181,剩余的版图划分为多个非边缘第二格点182,多个非边缘第二格点182的尺寸相同,相当于在版图上划分了多个边缘第二格点181之后,将剩余的版图平均划分成了多个非边缘第二格点182。其中,所述边缘第二格点181的长为步进尺寸,在这里也是第二方向上的固定长度S,宽为非完整格点的宽度的二分之一即a/2,所述非边缘第二格点182与所述非边缘第一格点160的尺寸相同,即为S*S。接着,计算非边缘第二格点182内的几何信息。第三边130的边缘第一格点181和第四边140的边缘第一格点181重合的部分,也跟着划分到了与第三边130相对的第一边110以及与第四边140相对的第二边120上,并且仍然在版图的角落,这样版图的四个角落都具有边缘第二格点181。
接着,如图11至图13,先排除版图的四个角落的边缘第二格点181,从第三边130和第一边110开始划分第三格点190,即将原来的边缘格点181所在的位置延伸扩大到固定步进的尺寸,即扩展到S*S,扩大后的范围作为第三格点190,并且计算第三格点190内的几何信息,以此表征边缘第二格点181的几何信息值,接着,从第四边140和第二边120开始划分第三格点190,即将原来的边缘第二格点181所在的位置延伸扩大到固定步进的尺寸,在这里也是将边缘第二格点181的宽度从a/2扩大到S,扩大后的范围作为第三格点190,第三格点190的尺寸为S*S,并且计算第三格点190内的几何信息,以此表征边缘第二格点181的几何信息值。以上处理均未处理同时位于第三边130(版图最上侧)的边缘第一格点170和第四边140(版图最右侧)的边缘第一格点170的重叠部分的几何信息提取,而对于之前第三边130的边缘第一格点170和第四边140的边缘第一格点170重合的部分,也跟着划分到了与第三边130相对的第一边110以及与第四边140相对的第二边120上,并且仍然在版图的角落,这样版图的四个角落都具有边缘第二格点181,所以可以从版图的四个角落的边缘第二格点181直接去获得重叠部分的几何信息,具体的,从四个角落开始扩大范围划分第三格点190,即,均将尺寸扩大S*S,最后计算第三格点190内的几何信息,以此表征边缘第二格点181的几何信息值,这样,所有版图的几何信息均计算完成。
完成版图上所有几何信息的提取后,将所有几何信息引入到化学机械研磨模型中进行预测,并根据预测的结果进行热点检测。
进一步的,在本发明的实施例一、实施例二和实施例三中要提取的几何信息包括:版图密度、周长和权重线宽。这里提取的几何信息只选择了版图密度、周长和权重线宽这三种作为例子,实际上可能还有其他的几何信息。在提取了几何信息之后,将几何信息引入到化学机械研磨模型中进行预测,并根据化学机械研磨模型的预测结果进行热点检测。
具体的,提取版图密度的方法包括:
其中:Density为密度,i表示格点中包含图形的编号,n表示格点中包含图形的数量,ai为编号i对应的格点中图形的长,bi表示编号i对应的格点中图形的宽,Sgrid表示格点的面积,*为乘的符号。此处的格点是指计算哪个格点的几何信息时就以那个格点为准,可能是非边缘第二格点或者第三格点。
以及,提取周长的方法包括:
其中:Perimeter为周长,i表示格点中包含图形的编号,n表示格点中包含图形的数量,ai为编号i对应的格点中图形的长,bi表示编号i对应的格点中图形的宽。此处的格点是指计算哪个格点的几何信息时就以那个格点为准,可能是非边缘第二格点或者第三格点。
以及,提取权重线宽的方法包括:
其中:Weighted LW为权重线宽,i表示格点中包含图形的编号,n表示格点中包含图形的数量,Wi为编号i对应的格点中图形的线宽,Si表示编号i对应的格点中图形的面积,*为乘的符号。此处的格点是指计算哪个格点的几何信息时就以那个格点为准,可能是非边缘第二格点或者第三格点。
综上,在本发明实施例提供的,通过判断边缘第一格点的尺寸是否小于非边缘第一格点的尺寸以找出非完整格点,如果边缘第一格点小于非边缘第一格点,则重新将版图划分为多个第二格点,即从非完整格点所在的边和非完整格点的对边开始在所述版图上划分多个边缘第二格点,剩余的版图根据步进尺寸划分为多个非边缘第二格点,接着,计算非边缘第二格点内的几何信息,最后,将边缘第二格点重新划分为第三格点,提取第三格点内的几何信息,以此表征边缘第二格点的几何信息值,从而完成版图上所有几何信息的提取,最后再将所有几何信息引入到化学机械研磨模型中进行预测,并根据预测的结果进行热点检测。本发明的化学机械研磨工艺模型的预测方法可以避免因切割问题导致边缘第一格点图形的几何信息被强化而导致化学机械研磨预测结果与实际值不符的问题出现,可以减少在版图边缘处的热点误判的情况。
上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
- 化学机械研磨工艺模型的预测方法
- 化学机械研磨工艺模型校准验证流程中薄膜厚度引入方法