一种分体式自行车轮毂棘轮及其制备方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及一种自行车轮毂棘轮及其制备方法,尤其是一种分体式自行车轮毂棘轮及其制备方法。
背景技术
自行车有变速车或非变速车型,它们所采用的花鼓结构也不相同,通常变速车花毂中的棘轮结构设有棘轮筒,用于安装变速链轮。
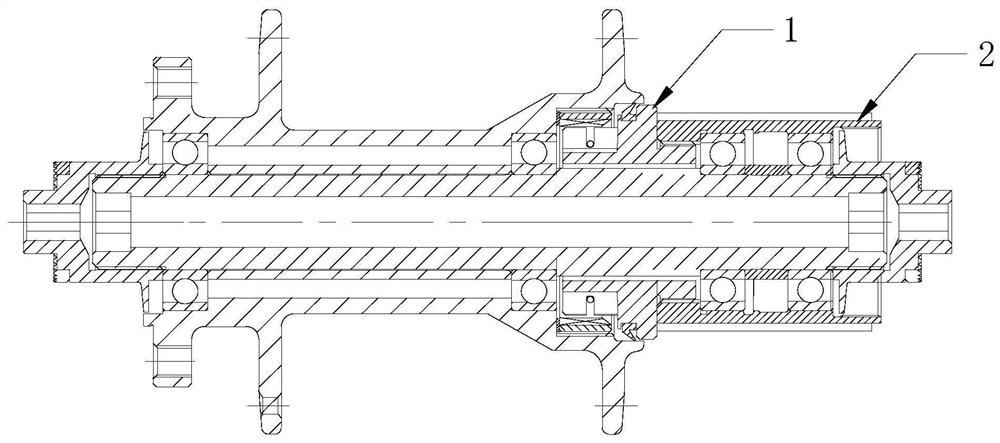
至今为止变速自行车的棘轮设计均采用整体设计,也就是棘轮中的棘轮筒与棘轮齿设计为一整体工件见图1和图2。这种设计给棘轮在制造和使用中带来诸多问题:1、加工工艺复杂,制造成本高;2、棘轮同轴度精度等级提高,所需设备投资较大;3、在轮毂生产中,变动棘轮规格时,棘轮体不能作更换;4、因棘轮筒部和棘轮齿部在轮毂中遭受到的力大小不同,对于采用铝质材料的棘轮来讲,虽然棘轮重量减轻,但在使用中棘轮齿部易受棘爪冲击而受损;对于铁质材料棘轮来讲,在使用中棘轮齿部虽然不易出现受损现象,但在制造中,其生产工艺复杂,制造成本较高,而且棘轮重量较重,不利于车辆轻便化。
发明内容
针对现有技术的不足,本发明的目的在于:提供一种分体式自行车轮毂棘轮,既能保证棘齿不受损,又能简化生产工艺,降低生产成本,提高棘轮同轴度精度等级,同时还能减轻棘轮重量,在生产中可变换不同规格的棘轮体。
为实现上述目的,本发明采用的技术方案是:为了使棘轮的齿部与筒部具有不相同强度,并简化其生产工艺,棘轮设计采用分体结构,其包含棘轮筒与棘轮齿盘座二个部分。
为了使棘轮筒能与棘轮齿盘座、自行车链轮、轴承和轴挡四者相互连接,所述棘轮筒的设计为筒式结构,其外壳上设有与自行车链轮配合连接的N个纵向凹槽,内腔设置为:一端设有与棘轮齿盘座相连接的内螺纹孔,另一端设有安装轴挡的安装空腔,中间为与轴承相连接的连接部。
为了使棘轮齿盘座与棘轮筒相连接,并能与棘轮与棘爪相配合转动,所述棘轮齿盘座的结构设计是:一个金属构件,其一端设有与棘轮筒相连接的外螺纹,另一端设有与棘轮棘爪相配合转动的轮齿,二端之间设有一个与轮毂壳体相配合连接的圆柱凸部,其中心设有一个与车轴相配合的轴孔。
为了使棘轮齿部能承受棘爪的巨大冲击力不受损,所述轮齿可设计为异形齿或设计为N个均布凹形槽口齿,也可设计为多正边形齿。
为了使棘轮轻型化和降低成本,所述棘轮筒材质可为铝合金型材,也可为金属合金材质。
为了保持棘轮强度,所述的棘轮齿盘座材质为金属合金材料。
按上述要求所描述一种分体式自行车轮毂棘轮的制备方法,其特征在于,主要包括下列步骤:
a、棘轮筒制作:
挤制成型:将铝材以挤制成型的方式制造横截面呈外观设有N个纵向凹槽的筒式铝型材棒;
切割下料:将筒式铝合金型材棒切割成原材筒块;
数控机床加工:将原材筒块一端加工出内螺纹孔,中间加工成安装轴承的连接部,另一端加工成安装轴挡的空腔,使其成型为棘轮筒;
电镀处理:对棘轮筒进行电镀处理,使其表面形成一层金属膜;
研磨处理,对镀膜棘轮筒内腔进行研磨处理,使其内腔精度达到使用等级;
b、棘轮齿盘座制作:
选材下料:将制成棘轮齿盘座的圆柱金属棒料,切割成块料;
冷锻处理:将块料冷锻成型,使其成型为棘轮齿盘胚料;
热处理:将胚料进行淬火回火处理,提高胚料料硬度,降低机加工过程热胀及加工后冷缩的尺寸误差;
数控机床加工:将成型胚料的凸部加工出圆柱型凸部、一端加工出轮齿、另一端加工出外螺纹、中心孔加工出轴孔,使其成型为棘轮齿盘座;
表面处理:对棘轮筒进行电镀处理,使其表面形成一层金属膜。
c、组装:
使用时,将棘轮筒1与棘轮齿盘座2相连接,即可组装成棘轮。
本发明的有益效果:由于采用分体式设计,使得棘轮筒和棘轮齿盘座在生产制造过程中,简化了生产工艺,降低生产成本,并且在同等生产装备情况下,使得棘轮同轴度的精度等级得以提高,2、由于棘轮体中的棘轮筒采用了铝质材料,使得棘轮重量和成本减轻,而棘轮体中的棘轮齿盘座仍为铁质材料,使得棘轮强度不变,3、由于棘轮体是由棘轮筒和棘轮齿盘座组成,这样在轮毂的生产过程中,变换棘轮齿盘座就可得到不同规格的中棘轮体,使棘轮具有可替换性,同时也降低了生产成本。
附图说明
图1为整体式自行车轮毂棘轮使用在轮毂中的结构示意图;
图2为一种整体式自行车轮毂棘轮的结构示意图;
图3为本发明一种分体式自行车轮毂棘轮使用在轮毂中的结构示意图;
图4为本发明中的一种分体式自行车轮毂棘轮分体结构的立体示意图;
图5为本发明中的另一种分体式自行车轮毂棘轮分体结构的立体示意图。
附图标记说明:棘轮筒1,棘轮齿盘座2,外壳11,纵向凹槽11-1,内腔12,内螺纹孔12-1,连接部12-2,安装空腔12-3,外螺纹21,轮齿22,圆柱凸部23,轴孔24,轮齿22,正六角形齿22-1,凹形槽口齿22-2。
实施方式
首先请参照图3至图4,本发明所提供的一种分体式自行车轮毂棘轮结构,采用分体设计,由棘轮筒1与棘轮齿盘座2二个部分组成,棘轮筒1的材质采用铝合金材料,也可为金属合金材质;棘轮齿盘座2的材质采用金属合金材料。
棘轮筒1的设计为筒式结构,其外壳11上设有与自行车链轮配合连接的N个纵向凹槽11-1,内腔12中设置为:一端设有与棘轮齿盘座2相连接的内螺纹孔12-1,中间设有与轴承相连接的连接部12-2,另一端设有安装轴挡的安装空腔12-3。
棘轮齿盘座2的结构设计为一个金属构件,其一端设有与棘轮筒1相连接的外螺纹21,另一端设有与棘爪相配合转动的轮齿22,二端之间设有一个与轮毂壳体相配合连接的圆柱凸部23,其中心设有一个与车轴相配合的轴孔24,所述轮齿22设计为正六角形齿22-1。
图5为本发明的另一种分体式自行车轮毂棘轮结构,轮齿22设计为N个均布凹形槽口齿22-2。
上述描述一种分体式自行车轮毂棘轮的制备方法,主要包括下列步骤:
a、棘轮筒1制作:
挤制成型:将铝材以挤制成型的方式制造横截面呈外观设有N个纵向凹槽的筒式铝型材棒;
切割下料:将筒式铝合金型材棒切割成原材筒块;
数控机床加工:将原材筒块一端加工出内螺纹孔12-1,中间加工成安装轴承的连接部12-2,另一端加工成安装轴挡的空腔12-3,使其成型为棘轮筒1;
电镀处理:对棘轮筒1进行电镀处理,使其表面形成一层金属膜;
研磨处理,对镀膜棘轮筒1内腔进行研磨处理,使其内腔精度达到使用等级。
b、棘轮齿盘座2制作:
选材下料:将制成棘轮齿盘座2的圆柱金属棒料,切割成块料;
冷锻处理:将块料冷锻成型,使其成型为棘轮齿盘2胚料;
热处理:将胚料进行淬火回火处理,提高胚料料硬度,降低机加工过程热胀及加工后冷缩的尺寸误差;
数控机床加工:将成型胚料的凸部加工出圆柱型凸部23、一端加工出轮齿22、另一端加工出外螺纹21、中心孔加工出轴孔24,使其成型为棘轮齿盘座2;
表面处理:对棘轮筒进行电镀处理,使其表面形成一层金属膜;
c、组装:
使用时,将棘轮筒1与棘轮齿盘座2相连接,即可组装成棘轮。
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本发明的权利要求可限定的范围之内。
- 一种分体式自行车轮毂棘轮及其制备方法
- 一种分体式自行车轮毂棘轮