双阀控制镶式压气机壳
文献发布时间:2023-06-19 11:47:31
技术领域
本发明属于压气机设备技术领域,涉及一种双阀控制镶式压气机壳。
背景技术
国家将燃气发动机作为新能源的一种,又是发动机国六排放的一种能源,在传统燃气发动机上不加装涡轮增压器,也达不到国六排放要求,所以在此产业需求下,产生了燃气涡轮增压器装置。
由于燃气发动机排气温度高达850°C,传统的柴油机排气温度在700°C,燃气发动机排出气体对增压器涡轮壳产品有较强的腐蚀性,传统的材质已经不能满足产品寿命要求,在燃气发动机工作中,还会出现“爆震”。
本专利主要是解决涡轮增压器匹配燃气发动机爆震现象的同时增加压气机喘震裕度约15%。
发明内容
本发明针对上述问题,提供一种双阀控制镶式压气机壳,该压气机壳设置不同位置、不同控制泄压阀的功能。
按照本发明的技术方案:一种双阀控制镶式压气机壳,包括压气机壳本体,压气机壳本体的进气道内定位设置双进气槽结构,其特征在于:所述双进气槽结构采用压气机壳带槽衬套,压气机壳本体进气道的进气侧设置导流部,压气机壳带槽衬套的进气端与导流部之间设有间隙;
导流部靠近压气机壳带槽衬套的部位设置第一进气斜槽,压气机壳带槽衬套的圆周表面设置第二进气斜槽;
压气机壳本体的进气端设置压壳进气道泄压孔,压气机壳带槽衬套设置衬套泄压孔,衬套泄压孔与压壳进气道泄压孔相连通;
压气机壳本体的壳体出口管的圆周表面设置放气阀进气孔。
作为本发明的进一步改进,所述压气机壳带槽衬套与压气机壳本体通过定位台阶限位,且压气机壳带槽衬套与压气机壳本体通过圆周均布的若干定位销固定。
作为本发明的进一步改进,所述压气机壳带槽衬套的出气端构造为锥形扩口结构。
作为本发明的进一步改进,所述第一进气斜槽、第二进气斜槽与进气方向成角范围为25~35度。
作为本发明的进一步改进,所述压气机壳带槽衬套上配合连接上衬圈、下衬圈,上衬圈与下衬圈之间通过上下衬圈连接筋相连接。
作为本发明的进一步改进,所述上下衬圈连接筋设有3~5条。
作为本发明的进一步改进,所述压气机壳带槽衬套的轴向进气侧端面设置斜面。
作为本发明的进一步改进,所述压气机壳带槽衬套对应于第二进气斜槽与进气侧端面之间部分的圆周表面与压气机壳本体之间形成气流空间。
本发明的技术效果在于:本发明产品结构合理巧妙,通过在壳体内设置双进气槽结构,确保在工作时,壳体高温区工作稳定、不变形、不蠕变、不开裂。
附图说明
图1为本发明的结构示意图。
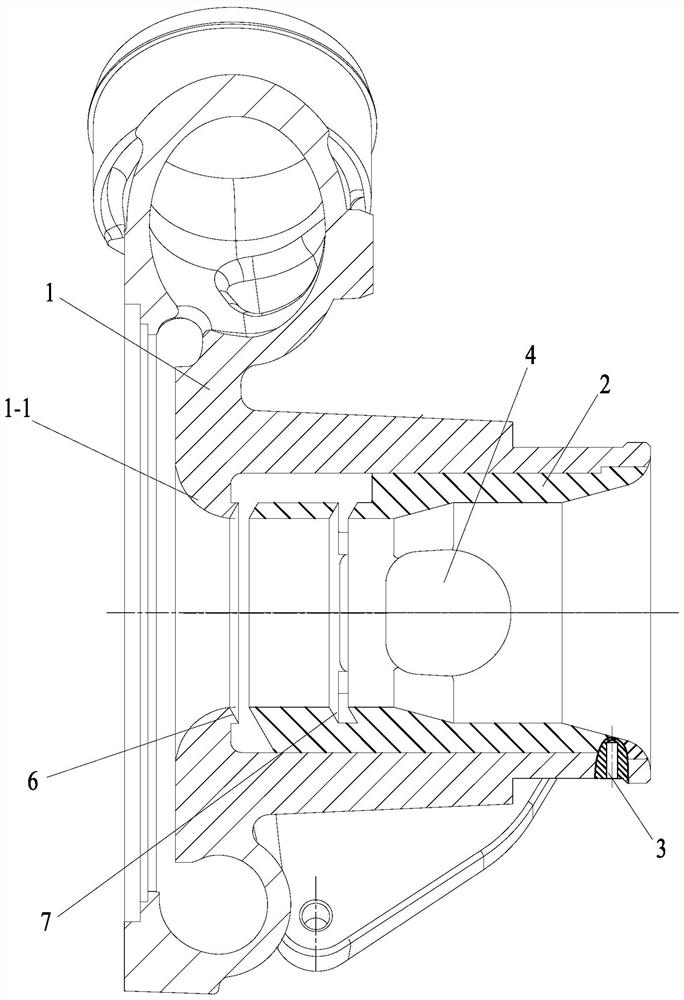
图2为本发明沿进气道的剖视图。
图3为本发明中压气机壳带槽衬套的端面示意图。
图4为图3的A-A向剖视图。
图5为图3的B向示意图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步的说明。
图1~5中,包括压气机壳本体1、压气机壳带槽衬套2、斜面2-1、泄压孔4、放气阀进气孔5、第一进气斜槽6、第二进气斜槽7、上衬圈8、下衬圈9、上下衬圈连接筋10、衬套泄压孔11等。
如图1~5所示,本发明是一种双阀控制镶式压气机壳,包括压气机壳本体1,压气机壳本体1的进气道内定位设置双进气槽结构,双进气槽结构采用压气机壳带槽衬套2,压气机壳本体1进气道的进气侧设置导流部1-1,可以理解的是导流部1-1的表面呈圆弧过渡,压气机壳带槽衬套2的进气端与导流部1-1之间设有间隙。
如图2所示,导流部1-1靠近压气机壳带槽衬套2的部位设置第一进气斜槽6,压气机壳带槽衬套2的圆周表面设置第二进气斜槽7。
如图1、4所示,压气机壳本体1的进气端设置压壳进气道泄压孔4,压气机壳带槽衬套 2设置衬套泄压孔11,衬套泄压孔11与压壳进气道泄压孔4相连通,以实现工作时,压气机壳本体1的泄压作业。
压气机壳本体1的壳体出口管的圆周表面设置放气阀进气孔5。
如图2所示,进一步地,为了实现对压气机壳带槽衬套2在压气机壳本体1内的可靠稳定定位,压气机壳带槽衬套2与压气机壳本体1通过定位台阶限位,且压气机壳带槽衬套2与压气机壳本体1通过圆周均布的若干定位销3固定。
压气机壳带槽衬套2的出气端构造为锥形扩口结构,以实现工作时,气流的高效排出。
压气机壳带槽衬套2对应于第二进气斜槽7与进气侧端面之间部分的圆周表面与压气机壳本体1之间形成气流空间。
进一步地,在具体实践中,经过反复试验对比,第一进气斜槽6、第二进气斜槽7的进气方向优选进行如下设计:第一进气斜槽6、第二进气斜槽7与进气方向成角范围为25~35度;同时,第一进气斜槽6与第二进气斜槽7经由压气机壳带槽衬套2与压气机壳本体1内壁之间的气流空间相连通。
压气机壳带槽衬套2上配合连接上衬圈8、下衬圈9,上衬圈8与下衬圈9之间通过上下衬圈连接筋10相连接。为了实现上衬圈8、下衬圈9与压气机壳带槽衬套2的可靠稳定连接,在具体生产实践中,上下衬圈连接筋10设有3~5条。
压气机壳带槽衬套2的轴向进气侧端面设置斜面2-1,斜面2-1与第一进气斜槽6的方向平行。
在生产实践中需要注意的一点是,压气机壳带槽衬套2与压气机壳本体1镶套时,需保证压壳进气道泄压孔4与衬套泄压孔11对齐。
本发明产品能够有效适用于国六排放标准,根据国家对燃油、燃气车用发动机尾气排放在2019年7月1日,先在国内主要大、中城市执行国六节能减排环保标准。其中燃气(用烷等)发动机是达到国六排放标准的方案之一。但由于燃气发动机的燃烧、排气温度高,爆发压力大,所以对传统的增压器(材料和产品结构)提出了新的要求。
本发明产品针对燃气发动机有爆震现象发生,满足国六节能环保排放标准要求。
本技术的涡轮增压器压壳进气采用双流道型式结构 ,压壳采用双阀控制涡轮增压器的性能及防止燃气发动机爆震现象结构。
- 双阀控制镶式压气机壳
- 双阀控制镶式压气机壳