一种脊柱矫正器的3D打印成型方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及矫正器生产领域,尤其涉及一种脊柱矫正器的3D打印成型方法。
背景技术
脊柱侧弯是以脊柱的某一段持久地偏离身体中线,使脊柱向侧方凸出弧形或“S”形为主要表现的疾病。脊柱侧弯的儿童和青少年需要及时治疗,进行脊柱的体位矫形,脊柱矫正器可以用来辅助矫正脊柱侧弯。
目前,使用较为广泛的脊柱矫正器都是采用石膏注模制造而成,石膏注模制造脊柱矫正器需要根据每个病人的体型、病情和实时扫描结果进行制造,属于个性化定制产品。每个脊柱矫正器需耗时1周~2周,加工周期较长,过长的生产周期越来越限制其规模化生产及发展。
因此,现有技术至少存在以下技术问题:
现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长。
发明内容
本申请实施例通过提供一种脊柱矫正器的3D打印成型方法,解决了现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长的技术问题。
为了解决上述问题,本申请实施例提供了一种脊柱矫正器的3D打印成型方法,所述方法包括以下步骤:
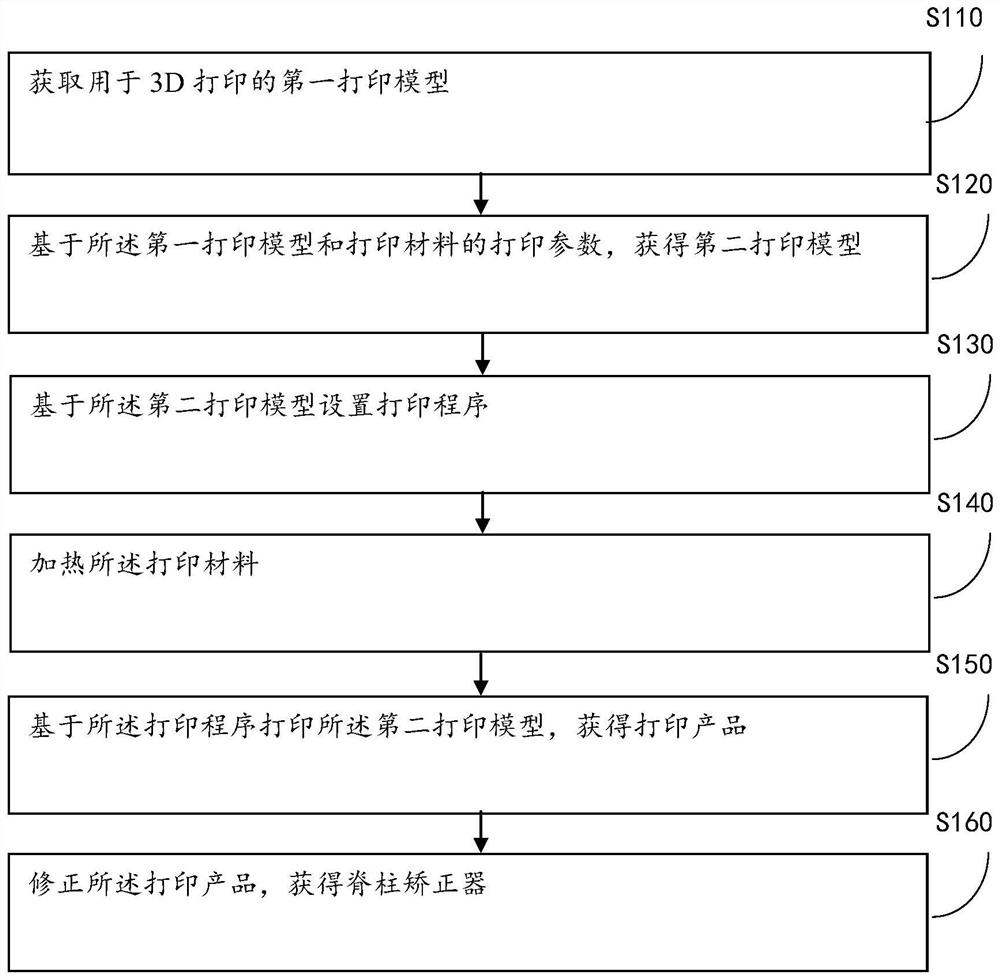
获取用于3D打印的第一打印模型;
基于所述第一打印模型和打印材料的打印参数,获得第二打印模型;
基于所述第二打印模型设置打印程序;
加热所述打印材料;
基于所述打印程序打印所述第二打印模型,获得打印产品;
修正所述打印产品,获得脊柱矫正器。
进一步的,所述的获取用于3D打印的第一打印模型具体为:
基于脊柱扫描结果,获得用于矫正所述脊柱的脊柱矫正器模型,从而获得用于3D打印的第一打印模型。
进一步的,所述的基于所述第一打印模型和打印材料的打印参数,获得第二打印模型之前还包括:获取打印材料的打印参数。
进一步的,所述的获取打印材料的打印参数具体为:
使用所述打印机试打印出所述打印材料的样条,使用力学测试设备,测量样条的力学性能,选择出具有合适力学性能的打印样条,从而获得打印出具有所述合适力学性能的所述样条的所述打印参数。
进一步的,所述的打印参数包括挤出温度、斜度搭建角、拉桥参数。
进一步的,所述的基于所述打印参数和所述第一打印模型,获得第二打印模型具体为:
根据所述斜度搭建角和拉桥参数在所述第一打印模型上添加辅助打印模型,使所述第一打印模型成为满足所述斜度搭建角和所述拉桥参数的第二打印模型。
进一步的,所述的基于所述第二打印模型设置打印程序具体为:
对所述第二打印模型进行切片处理,打印机根据所述切片处理结果生成相应的打印程序。
进一步的,所述的加热所述打印材料具体为:
所述打印机具有用于加热打印材料的真空加热底板,基于所述打印材料的所述挤出温度,调节所述真空加热底板的真空压力和加热温度,并将所述打印材料吸附至所述真空加热底板上加热。
进一步的,所述的打印材料是聚丙烯,调节所述真空加热底板的真空压力是0.5~0.7个大气压,加热温度是90°~110°。
进一步的,所述的修正所述打印产品,获得脊柱矫正器具体为:
裁剪去除所述打印产品上由所述辅助打印模型生成的部分,从而得到脊柱矫正器。
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
采用本申请实施例所述的一种脊柱矫正器的3D打印成型方法能快速打印出满足患者对产品的力学性能要求的脊柱矫正器,相比较于现有技术中的加工工艺,通过3D打印生产提高了生产效率、降低了生产周期及生产成本,且打印制成的脊柱矫正器的部分参数优于传统注塑工艺制作的脊柱矫正器,有效解决了现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长的技术问题,实现了生产效率高、生产成本低的有益效果。
附图说明
图1是本申请一实施例提供的一种脊柱矫正器的3D打印成型方法的流程示意图;
图2是本申请一实施例中试打印所述聚丙烯的样条得出的工艺数据表。
具体实施方式
本申请实施例通过提供一种脊柱矫正器的3D打印成型方法,解决了现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长的技术问题。
为了解决上述技术问题,本申请提供的技术方案总体思路如下:通过3D打印生产脊柱矫正器,相较于现有技术中的加工工艺,提高了生产效率、降低了生产周期及生产成本,且打印制成的脊柱矫正器能满足患者对产品的力学性能要求,甚至部分参数优于传统注塑工艺,有效解决了现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长的技术问题,实现了生产效率高、生产成本低的有益效果。
下面通过附图以及具体实施例对本申请技术方案做详细的说明,应当理解本申请实施例以及实施例中的具体特征是对本申请技术方案的详细的说明,而不是对本申请技术方案的限定,在不冲突的情况下,本申请实施例以及实施例中的技术特征可以相互组合。
图1是本申请一实施例提供的一种脊柱矫正器的3D打印成型方法的流程示意图,如图1所示,所述的方法包括以下步骤:
步骤110:获取用于3D打印的第一打印模型;
进一步的,所述步骤110具体为:基于脊柱扫描结果,获得用于矫正所述脊柱的脊柱矫正器模型,从而获得用于3D打印的所述脊柱矫正器的第一打印模型。
具体而言,相关人员根据脊柱扫描结果和病人的相关情况,绘制出与该病人的脊柱相匹配的具有矫正效果的矫正器模型,基于该矫正器模型,3D打印人员可以得到所述脊柱矫正器的用于3D打印的第一打印模型。
所述步骤110之后还包括:获取打印材料的打印参数。
进一步的,所述的获取打印材料的打印参数具体如下:使用3D打印机试打印出所述打印材料的样条,并使用力学测试设备,测量样条的力学性能,选择出具有合适力学性能的打印样条,从而获得打印出具有所述合适力学性能的所述样条的所述打印参数。
进一步的,所述的打印参数包括挤出温度、斜度搭建角、拉桥参数。
具体的,在本实施例中,选择的打印材料是聚丙烯。本申请发明在试打印所述聚丙烯的样条过程中,得出如图2所示的工艺数据。如图2所示,得出4mm打印线宽,0.5mm打印层高的条件下,聚丙烯最大的斜度搭建能力(斜度搭建角)为50.2度,参考的单层打印时间为12秒至35秒,按照这些工艺数据试打印样条,并将样条交付应力测试实验室,使用力学测试设备,测量样条的力学性能,如符合要求,则将打印参数封存留用。
步骤120:基于所述第一打印模型、打印材料的打印参数和实际壁厚,获得第二打印模型;
进一步的,所述步骤120包括:根据所述斜度搭建角和拉桥参数在所述第一打印模型上添加辅助打印模型,使所述第一打印模型成为满足所述斜度搭建角和所述拉桥参数的第二打印模型。
具体而言,例如,原始的所述第一打印模型会存在比较单薄的圆弧处,使得所述第一打印模型无法满足所述斜度搭建角和所述拉桥参数,添加上所述辅助打印模型后(给所述圆弧处加厚),可满足斜度搭建角和所述拉桥参数。
步骤130:基于所述第二打印模型设置打印程序;
进一步的,所述的步骤130具体为:对所述第二打印模型进行切片处理,所述3D打印机根据所述切片处理结果和参数设置自动生成相应的打印程序,即NC(加工)程序。
步骤140:加热所述打印材料;
进一步的,所述的步骤140具体为:
所述打印机具有用于加热所述打印材料的真空加热底板,基于所述打印材料的所述挤出温度,调节所述真空加热底板的真空压力和加热温度(所述加热温度要确保所述打印材料经所述打印机喷嘴挤出时的温度为所述挤出温度),并将所述打印材料吸附至所述真空加热底板上加热。
具体的,所述的打印材料是聚丙烯,调节所述真空加热底板的真空压力是0.5~0.7个大气压,加热温度是90°~110°,且在本实施例中,所述真空加热底板的真空压力设定为0.7个大气压,加热温度是90°。
步骤150:基于所述打印程序打印所述第二打印模型,获得打印产品;
进一步的,所述步骤150具体为:所述3D打印机导入所述打印程序并打印所述第二打印模型,从而打印出所述打印产品。
步骤160:修正所述打印产品,获得脊柱矫正器。
进一步的,所述步骤160包括:裁剪去除所述打印产品上由所述辅助打印模型生成的部分,从而得到脊柱矫正器。
本实施例采用熔融沉积工艺进行3D打印,融沉积工艺是目前众多3D打印技术中应用最普遍的增材制造技术。熔融沉积工艺利用微型挤压螺杆通过实时送料装置将打印材料(颗粒料)从料斗送进,靠螺杆的螺旋挤压作用将成形的打印材料向打印喷嘴方向输送,打印材料在前进输送过程中,被螺杆挤出,从而实现材料的堆积成形,最后形成打印产品。
本实施例使用改性后的pp(聚丙烯材料)的颗粒料,利用熔融沉积工艺(FDM)进行3D打印,相较于现有技术中的加工工艺,提高了生产效率、降低了生产周期及生产成本,采取该种方式打印制成的脊柱矫正器能满足患者对产品的力学性能要求,甚至部分参数优于传统注塑工艺,有效解决了现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长的技术问题,实现了生产效率高、生产成本低的有益效果。
上述本申请实施例中的技术方案,至少具有如下的技术效果或优点:采用本申请实施例所述的一种脊柱矫正器的3D打印成型方法能快速打印出满足患者对产品的力学性能要求的脊柱矫正器,相比较于现有技术中的加工工艺,通过3D打印生产提高了生产效率、降低了生产周期及生产成本,且打印制成的脊柱矫正器的部分参数优于传统注塑工艺制作的脊柱矫正器,有效解决了现有技术中的脊柱矫正器采用石膏注模逐一制造而成,使得脊柱矫正器加工效率低、加工周期长的技术问题,实现了生产效率高、生产成本低的有益效果。
应当理解的是,在本说明书中提到或者可能提到的上、下、左、右、前、后、正面、背面、顶部、底部等方位用语是相对于各附图中所示的构造进行定义的,它们是相对的概念,因此有可能会根据其所处不同位置、不同使用状态而进行相应地变化。所以,也不应当将这些或者其他的方位用语解释为限制性用语。
以上所述,仅为本申请的较佳实施例,并非对本申请任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本申请方法的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。凡熟悉本专业的技术人员,在不脱离本申请的精神和范围的情况下,当可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本申请的等效实施例;同时,凡依据本申请的实质技术对上述实施例所作的任何等同变化的更动、修饰与演变,均仍属于本申请的技术方案的范围内。
- 一种脊柱矫正器的3D打印成型方法
- 一种3D打印的脊柱矫正器