一种增材制造医疗应用钛基合金、后处理方法及应用
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于医疗应用技术领域,尤其涉及一种增材制造医疗应用钛基合金、后处理方法及应用。
背景技术
目前,增材制造(AM)或称3D打印是以数字模型为基础,将材料逐层堆积制造的新兴制造技术,在个性化定制、复杂结构部件制备等方面具有与医疗应用结合的显著优势。钛和钛合金由于良好的机械性能,生物相容性和耐腐蚀性,是目前增材制造应用最广泛的金属材料,并可作为植入物用于人体内部环境。结合增材制造的多孔结构,比如类似骨小梁结构可促进组织生长和投放药物。尽管增材制造的工艺在不断改进,但是增材制造的零件时常会伴随着残余应力、气孔、粉末未完全熔化等缺陷的存在。钛及钛合金缺点是硬度较低,耐磨性差。若磨损发生,首先导致氧化膜破坏,随后磨损的颗粒腐蚀产物进人体组织,尤其是Ti-6A1-4V合金中含有毒性的钒(V)可导致植入物的失效。
通过上述分析,现有技术存在的问题及缺陷为:增材制造的零件时常会伴随着残余应力、气孔、粉末未完全熔化等缺陷的存在。钛及钛合金缺点是硬度较低,耐磨性差。若磨损发生,首先导致氧化膜破坏,随后磨损的颗粒腐蚀产物进人体组织,尤其是Ti-6A1-4V合金中含有毒性的钒(V)可导致植入物的失效。
解决以上问题及缺陷的难度为:
孔隙的来源有两种:一种是粉末生产过程中自带的空洞。另外一种是来自于增材制造过程中的。可能的原因包括:元素的蒸发,比如铝;球粒效应,溅射效应,施加的能量不足,等等。粉末颗粒的尺寸存在分布,同时输入的能量流(激光或者电子束)也存在高斯类的分布。这些非一致性造成了熔融池在固化过程中形成很多细小的钥匙孔。这些非均质分布的空洞可能会塌陷一起形成更大的孔隙。现在的增材制造技术经过优化可以达到99.8%的相对密度。即使如此,这些孔隙仍然可以造成疲劳强度的大量降低。
解决以上问题及缺陷的意义为:以往的HIP以及其他的热处理方法可以达到降低缺陷的目的。但是同时这些处理方法可能伴随着晶粒增大,机械性能下降。所以后期的HIP以及热处理的工艺优化对提高产品的机械性能和寿命非常重要。
发明内容
针对现有技术存在的问题,本发明提供了一种增材制造医疗应用钛基合金、后处理方法及应用。
本发明是这样实现的,一种增材制造医疗应用钛基合金的后处理方法,所述增材制造医疗应用钛基合金的后处理方法包括以下步骤:
步骤一:去除残余应力:650-950℃摄氏度下处理2小时。在炉内冷却;
步骤二:热等压处理:将制品放置到密闭的容器中,向容器内充惰性气体,在很高的温度和很高的压力下,使制品得以烧结或致密化;在HIP工艺参数下,提高制品密度和物理、机械性能,特别是未完全熔化粉末致密可增加耐磨性;
步骤三:均匀化(solution/homogenization):进行辅助热处理和表面处理,均匀化800-990℃摄氏度;
步骤四:时效性处理。(aging treatment):450-650℃摄氏度。处理时间2-4小时。
进一步,步骤二中,温度为800℃~1050℃摄氏度;工作压力100~200MPa,0.5-4小时。
进一步,步骤三中,辅助热处理中温度为850摄氏度,2小时。
进一步,步骤三中,表面处理中温度为950摄氏度,2小时。
本发明另一目的在于提供一种增材制造医疗应用钛基合金,所述增材制造医疗应用钛基合金通过所述增材制造医疗应用钛基合金的后处理方法制备。
本发明另一目的在于提供一种利用所述增材制造医疗应用钛基合金制备的作为植入物用于促进组织生长和投放药物的医用模具。
结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明提供的增材制造医疗应用钛基合金的后处理方法,可改善增材制造零件的机械性能,特别是致密化可提高零件耐磨性,使后续辅助的热处理和表面处理效果大大提高。
本发明进特定的后处理工艺改善了零件的性能。通过热等静压(Hot IsostaticPressing,简称HIP)技术将制品放置到密闭的容器中,向容器内充惰性气体,在很高的温度(通常接近材料的锻造温度)和很高的压力下(通常在100~200MPa),使制品得以烧结或致密化,在HIP工艺参数下,可以提高制品密度和物理、机械性能的,特别是未完全熔化粉末致密可增加耐磨性,而其他工艺难以对多孔结构进行加强。本发明再辅助热处理(HT)和表面处理可以满足不同应用场景。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
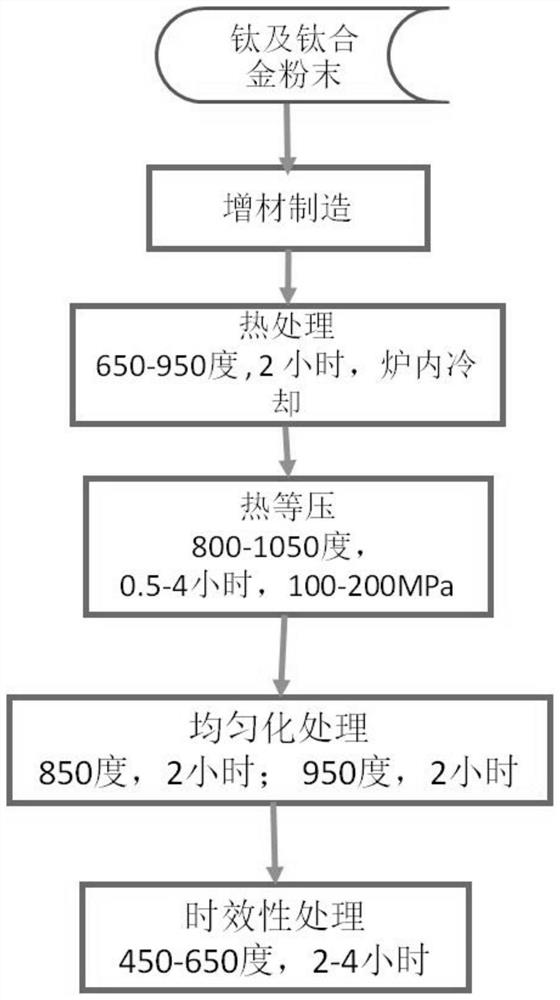
图1是本发明实施例提供的增材制造医疗应用钛基合金的后处理方法流程图。
图2是本发明实施例提供的增材制造医疗应用钛基合金的后处理工艺图。
图3是本发明实施例提供的热等静压前金相照片效果图。
图4是本发明实施例提供的Ti-6Al-4V钛合金经激光SLM形成的金属零件热等压后的金相照片效果图。
图5是本发明实施例提供的在进一步的加温处理后,内部缺陷可实现完全消除,柱状晶的排列更加紧密效果图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
针对现有技术存在的问题,本发明提供了一种增材制造医疗应用钛基合金的后处理方法,下面结合附图对本发明技术方案作详细的描述。
如图1所示,本发明实施例提供的增材制造医疗应用钛基合金的后处理方法包括:步骤一:去除残余应力。650-950℃摄氏度下处理2小时。在炉内冷却。
步骤二:热等压处理。,将制品放置到密闭的容器中,向容器内充惰性气体,在很高的温度和很高的压力下,使制品得以烧结或致密化;在HIP工艺参数下,提高制品密度和物理、机械性能,特别是未完全熔化粉末致密可增加耐磨性。
步骤三,进行辅助热处理和表面处理。均匀化800-990℃。
步骤四,进行时效性处理。450-650℃摄氏度。处理时间2-4小时。
优选地,步骤二中,温度为800℃~1050℃摄氏度;工作压力100~200MPa,0.5-4小时。
优选地,步骤三中,辅助热处理中温度为850摄氏度,2小时。
优选地,步骤三中,表面处理中温度为950摄氏度,2小时。
本发明还提供一种增材制造医疗应用钛基合金,所述增材制造医疗应用钛基合金通过所述增材制造医疗应用钛基合金的后处理方法制备。
图2是本发明实施例提供的增材制造医疗应用钛基合金的后处理工艺图。
在本发明中,热等静压可以消除内部缺陷,可以改善冷却速度过快形成的过冷组织或者亚稳定组织。热等静压在3D打印领域中的应用就是为了消除最终零件内部的缺陷。如图3(热处理前钛合金)所示,是热等静压前金相照片,图中有大量的条形或块状斑点在柱状晶内,这是制造过程中产生的内部缺陷。如图4(钛合金热等压850度后)所示,是Ti-6Al-4V钛合金经激光SLM形成的金属零件热等压后的金相照片,大量的条形或块状斑点内部缺陷被消除。如图5(钛合金热等压950度后)所示,在进一步的加温处理后,内部缺陷可实现完全消除,柱状晶的排列更加紧密。
整体上,热等静压消除缺陷后可以改善材料的韧性和抗疲劳裂纹扩展的能力。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
- 一种增材制造医疗应用钛基合金、后处理方法及应用
- 一种铝硅铜合金粉末及其制备方法、增材制造方法和应用