一种超高强度高塑性热冲压成形钢的制备方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于超高强度汽车用钢技术领域,具体涉及一种超高强度高塑性热冲压成形钢的制备方法。
背景技术
汽车工业迅速发展带来安全和环境污染问题,为了保护和创造友好社会环境,国家对汽车行业节能减排的要求不断提高,轻量化已经成为汽车行业的发展主流趋势。汽车质量每降低10%,可节省燃油消耗6~8%。汽车轻量化的重要途径之一,便是采用高强度或超高强度的汽车钢,在提高强度的前提下减薄零件厚度来实现轻量化。但钢板强度高,冷成形困难,形状复杂部件难以成形且回弹性大,为了解决强度与变形之间的这一矛盾,热成形技术因此迅速发展起来。热成形具体工艺:将钢板加热到(950℃左右)奥氏体化,保温合适的时间(3-5min),通过机械手将炉内钢板转移至带有水冷却系统冲压模具内(加热钢板出炉至冲压模具内必须在4-10s完成,避免钢板温度大幅度降低导致后续冲压困难),具有一定压力冲压模具闭合并保持10-20s,使钢板温度快速(>35℃)冷却至M
热成形钢的成分设计主要往钢中添加Mn、Cr、B等合金元素提高钢的淬透性,实现钢板在热成形后得到完全的马氏体组织,达到超高强的指标。已经商业化应用的超高强热成形钢主要为22MnB5钢,其热成形淬火后抗拉强度在1500MPa左右,延伸率在5~7.5%。目前研究比较成熟的38MnB5钢虽然抗拉强度达到了2000MPa左右,但总延伸率在5-7.0%。可发现22MnB5和38MnB5钢皆存在强度较高但延伸率差的问题,这使得车辆在碰撞过程中零部件吸收能量差,发生微小变形便失效,导致车辆安全性大幅度降低,已经满足不了当前汽车工业对汽车轻量化和尾气排放提出更高的要求和指标。因此,如何研究开发出在不降低强度或甚至提高强度的情况下,提高热冲压钢塑性的是现阶段亟待解决的问题,热冲压钢强度和塑性提高不仅可以提高汽车用热成形钢零部件的碰撞安全性能,确保乘客人身安全,同时还可以进一步减薄钢板,减小汽车自重,节约能源、减少尾气排放保护环境,实现汽车轻量化。
公开号为CN106811689A的发明公开了一种抗拉强度强度≥2000MPa的热成形钢制备方法,其化学成分质量百分比为:C 0.3~0.5,Si 1.2~1.7,Mn 1.4~2.0,P<0.008,S<0.005,Cr≤1.5,Ti 0.05~0.1,B 0.001~0.01,Nb 0.01~0.08,Al 0.01~0.07,余量为Fe及不可避免的杂质。此专利成分采用高Si含B热成形钢生产出抗拉强度≥2000MPa,屈服强度≥1000MPa,总延伸率≥8%。
公开号为CN106119693A的发明公开了用薄板坯直接轧制的抗拉强度≥2100MPa薄热成形钢及生产方法,该热成形钢化学成分和重量百分比为:C 0.41~0.50,Si 0.45~0.65,Mn 1.6~2.0,Cr 0.5~0.65,B 0.002~0.005,Als 0.010~0.06,P≤0.012,Ti0.046~0.06,或Nb 0.046~0.060或V 0.046~0.06,或其中两种以上复合,Mo 0.36~0.60,Ni 0.21~0.35,S≤0.004,N≤0.004%。此专利采用含B低Si低Ni成分设计生产出抗拉强度≥2100MPa,屈服强度≥1450MPa,总延伸率≥5%,虽强度高但延伸率不足。
综上所述,公开号为CN106811689A和公开号为CN106119693A的发明专利,为保证钢板的淬透性都采用含B钢,一般情况下,B和Ti需同时加入钢中,Ti是为了与N结合,避免B与N结合而降低钢的淬透性,但加Ti存在一个缺点是Ti易与C、N结合形成粗大方形的Ti(C,N)颗粒成为裂纹源,拉伸时导致材料提前开裂,强度或塑性降低,尤其对于2000MPa级以上的超高强度热成形钢尤为明显,因此,本发明钢中不添加B和Ti,但为了保证钢的淬透性,往钢中添加了更多的合金元素(3.5≤Si+Mn+Cr≤5.5),此外本发明加入改善塑性和淬透性的Ni元素,最终获得强度和延伸率同时提高的热成形钢,抗拉强度≥2200MPa,屈服强度≥1300MPa,总延伸率≥9.0%,相比上述公开的专利,本发明通过完全不同的成分和组织设计思路获得了更为优异的力学性能。
发明内容
鉴于以上技术分析,改善目前热成形钢的强塑性低是最为亟待解决的问题。本发明通过新型成分设计,发明一种超高强度高塑性热冲压成形钢的制备方法,发明一种超高强度高塑性和一种兼顾良好抗高温氧化性的超高强度高塑性汽车部件热冲压钢,可用于汽车安全部件和增强部件等。
发明一种超高强度高塑性热冲压成形钢,所述钢板的化学成分以质量百分比计为:C0.30~0.55,Si 1.0~2.5,Mn 1.0~3.0,Cr 0.5~2.0,Ni 0.05~2.0,Al 0.01~0.10,Nb 0.04~0.15,Mo≤0.5,RE≤0.08,P<0.015%,S<0.015%,其余为Fe和不可避免的杂质元素。
所述这种超高强度高塑性热冲压钢化学成分还需满足以下条件:其中Si、Mn和Cr添加量需满足:3.5%≤Si+Mn+Cr≤5.5%;此外,还包括以下成分中的一种或两种:Cu≤1.0%,V≤0.06%;
所述超高强度高塑性热冲压钢制备过程,包括以下步骤:
(1)合金冶炼与凝固。通过感应炉、电炉和转炉等冶炼设备,冶炼获得上述成分范围的钢液,之后浇注入铸造设备凝固得到板坯,或模铸得到铸锭后锻造成板坯;
(2)将步骤(1)中的板坯进行热轧:板坯在1150-1250℃保温≥1h;出炉后先两道粗轧,开轧温度为1050~1150℃,每道次粗轧压下率≥30%,然后精轧,最后一道次精轧压下率不大于15%,终轧温度不低于820℃,轧后空冷或炉冷至室温,热轧总压下率不低于90%,直接轧至常规热轧板卷厚度1.5~4mm以供后续冷轧,也可直接热轧至目标厚度0.8-1.6mm;
(3)将步骤(2)中得到的1.5-4.0mm厚热轧板卷经酸洗后,冷轧至目标厚度0.8~1.6mm,获得冷硬板卷;
(4)对步骤(3)中得到的冷轧板进行退火处理;将冷轧板卷加热700-800℃,保温>20s,获得冷轧退火卷。
(5)将已达到目标厚度范围、按步骤(2)获得的热轧板卷、步骤(3)获得的冷硬板卷或步骤(4)获得的冷轧退火板卷切割后,均可以按下述步骤进行热冲压成形成汽车所用部件
(a)将钢板在加热炉中加热至820-1030℃,保温0.5-10min,同时钢板实际加热温度T(℃)的选择还需满足由成分构成的下式:
T≥890-235C+44Si-26Mn-18.8Ni-3.7Cr+24.5Mo+120Al-17Cu+50,
式中,合金元素以质量百分数计
(b)使用机械手迅速将步骤(a)中加热后的钢板转移到带有水冷却系统模具中进行淬火并冲压成形,得到目标几何形状的淬冷部件;
(c)步骤(b)加热件转移过程中,应将转移时间t
t
式中,T为钢板实际加热温度(℃);v为加热件出炉后空气中冷却速率(℃/s);
(d)步骤(b)中的淬火过程中水冷模具温度控制在50-120℃,同时模具管道内的水速控制适宜,且热冲压件与模具保持足够压力,保证热冲压件与模具之间较高的换热系数;
(e)步骤(b)中加热件在整个工艺过程(冲压和保压)的冷却分为两阶段:第一阶段加热件以≥90℃/s冷速冷至450-500℃,第二阶段加热件以平均冷速>25℃/s冷至出模温度,模具中保压时间控制在8-20s,淬冷至150-180℃出模空冷;
优选地,所述钢的化学成分以质量百分计为:C 0.33~0.55,Si 1.3~2.5,Mn 1.3~3.0,Cr 0.60~2.0,Ni 0.37~1.5,Nb 0.05~0.15,Mo≤0.5,Cu≤0.5,Al 0.01~0.10,RE≤0.08,P<0.015%,S<0.015%,其余为Fe和不可避免的杂质元素,其中Si、Mn和Cr添加量需满足3.5≤Si+Mn+Cr≤5.5。经步骤(5)热冲压成形后基体为马氏体,并有少量残余奥氏体,其体积分数为1.5-7.0%,热成形钢板的抗拉强度为≥2200MPa,屈服强度≥1300MPa,总延伸率≥9.0%,即可制备得到2200MPa级以上的超高强度高塑性热成形钢板。
主要合金元素设计理念与配比
本发明热冲压钢两个特点:一是采用无B、Ti钢,为了避免钢中形成粗大方形的Ti(C,N)颗粒成为裂纹源,导致材料提前开裂恶化强度和塑性,尤其对于2000MPa级以上的超高强度热成形钢消除Ti(C,N)颗粒极为重要;二是本发明钢基于较高Cr、高Si和低Ni设计,优选Cr含量在0.6~2.0%之间,优选Si含量在1.0~2.5%之间,优选Ni含量在0.37~1.5%之间。为了保证淬透性,提高Mn、Cr、Si含量(3.5%≤Si+Mn+Cr≤5.5%)不仅可以保证淬透性还可以增加钢的固溶强化,此外可适量提高残余奥氏体分数改善塑性,添加Ni主要是改善塑性,最终获得超高强度和高塑性热成形构件。
本发明化学成分作用及配比如下:
C:该元素是主要的固溶强化元素,对热成形钢的强度起主要作用。其含量对热成形后钢板的组织性能影响较大,C含量设计不当将造成热成形后钢板的强韧性匹配不佳,会严重影响钢的强塑性;此外C含量过高会大幅度提高钢板碳当量,严重影响钢板焊接性。综合考虑,将钢中的C含量控制在0.30%~0.55%区域内。
Si:该元素高温下在基体表面生成致密SiO
Mn:该元素能起到固溶强化作用,同时提高淬透性,扩大奥氏体相区,延迟珠光体和贝氏体转变;此外Mn稳定和提高残余奥氏体,有利于改善钢板的塑性,但过高Mn会造成严重Mn偏析,恶化力学性能。综合考虑,将钢中的Mn含量控制在1.0%~3.0%区域内。
Cr:能显著提高钢板的淬透性,能够保证钢板在淬火过程中快速形成马氏体组织,同时提高钢板的强度和硬度;另外,Cr能提高钢的回火稳定性和高温抗氧化性。但是,钢中加入较多的Cr会恶化钢的加工性能。综合考虑,将钢中的Cr含量控制在0.5~2.0%区域内。
Ni:该元素能提高钢板的强度,而又同时保持良好的塑性和韧性,并有利于钢板的后续加工性能;同时可提高钢的淬透性,扩大奥氏体相区,但是该元素属于贵金属,加入量过高造成钢的成本大幅提高。综合考虑,将钢中的Ni含量控制在0.05~2.0%区域内。
Nb,V:这两种元素具有细晶强化和析出强化的作用。与钢中C元素结合形成纳米级第二相能够细化奥氏体晶粒和马氏体精细结构,同时提高钢板的强度和钢板的延伸率,并起到沉淀强化作用达到提高钢板强度;与C结合会消耗部分C,这有利于减轻过多C固溶强化带来的韧性恶化,从而改善塑性,但加入过多的Nb和V效果反而不显著,且过多添加成本便提高(尤其是V)。因此,综合考虑将Nb和V元素分别限定在0.04~0.15%和≤0.06%区域内。
Mo:该元素通过Mo和Nb复合微合金化获得细小的奥氏体晶粒、显著的纳米第二相沉淀强化效应和高的回火抗力,从而可以获得细晶的、高韧性的组织;此外,Mo与Ni等合金元素及C,Nb的合理配比,在细小奥氏体晶粒状态下可以获得良好的淬透性;Mo价格昂贵,适量添加。故将其含量限定在,Mo≤0.5%区域内。
Cu:该元素能提高淬透性,扩大奥氏体相区;此外Cu通常以单质相形式析出起到沉淀强化作用,同时还可提高耐大气腐蚀性。综合考虑,将钢中的Cu含量控制≤1.0%。
Al:该元素在钢中可消除钢中对性能的不利氮、氧原子,过高Al会带来堵水口的问题。故将其含量限定在Al 0.01~0.10%区域内。
P,S:为有害元素,其含量越低越好。含量过低生产成本高,在不影响热成形钢性能的基础上,P和S含量限制分别限制在P<0.015%和S<0.015%区域内。
RE:稀土加入钢中,能净化钢液,减少非金属夹杂物;另外,细化晶粒,改善铸锭冶金质量,加入少量稀土便可以达到显著的效果,但过多添加效果反而不明显。综合考虑,钢中稀土元素含量限定为≤0.08%。
附图说明
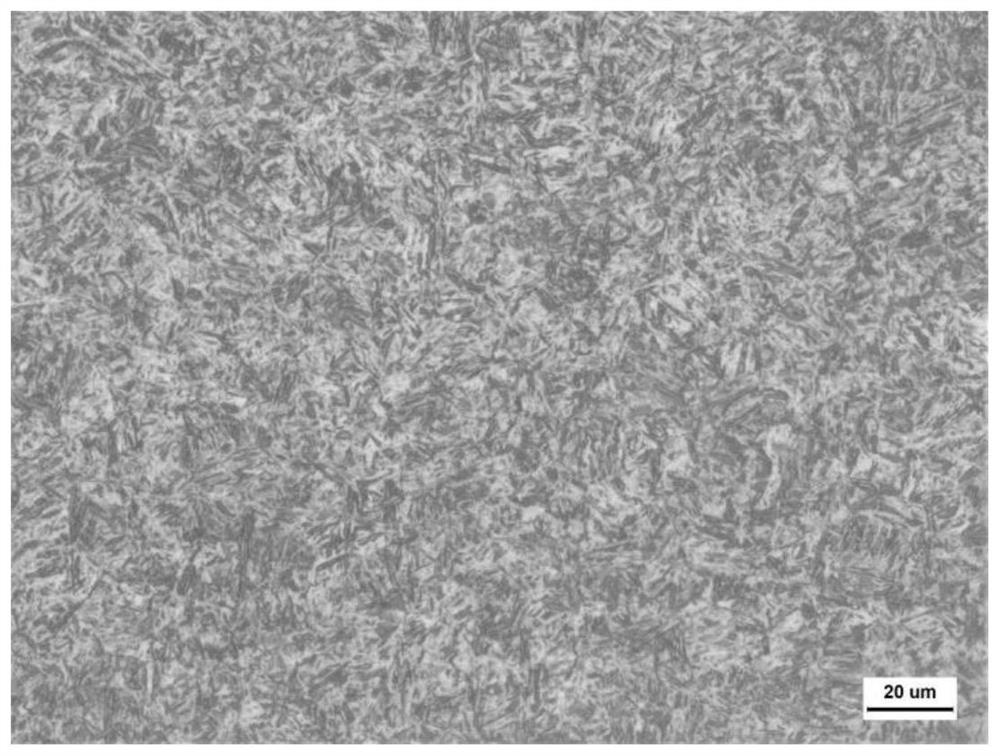
图1为本发明钢(实施例3)950℃保温3min并热冲压成形后钢板金相组织图。
图2是本发明钢(实施例3)与22MnB5钢(对比钢)热冲压成形后钢板的工程应力-应变曲线,其中22MnB5钢的力学性能来自于现有技术资料记载。
具体实施方式
下面通过实施例对本发明作进一步的说明。
发明一种超高强度高塑性热冲压成形钢,所述钢板的化学成分以质量百分比计为:C0.30~0.55,Si 1.0~2.5,Mn 1.0~3.0,Cr 0.5~2.0,Ni 0.05~2.0,Al 0.01~0.10,Nb 0.04~0.15,Mo≤0.5,RE≤0.08,P<0.015%,S<0.015%,其余为Fe和不可避免的杂质元素。
所述这种超高强度高塑性热冲压钢化学成分还需满足以下条件:其中Si、Mn和Cr添加量需满足:3.5%≤Si+Mn+Cr≤5.5%;此外,还包括以下成分中的一种或两种:Cu≤1.0%,V≤0.06%;
所述超高强度高塑性热冲压钢制备过程,包括以下步骤:
(1)合金冶炼与凝固。通过感应炉、电炉和转炉等冶炼设备,冶炼获得上述成分范围的钢液,之后浇注入铸造设备凝固得到板坯,或模铸得到铸锭后锻造成板坯;
(2)将步骤(1)中的板坯进行热轧:板坯在1150-1250℃保温≥1h;出炉后先两道粗轧,开轧温度为1050~1150℃,每道次粗轧压下率≥30%,然后精轧,最后一道次精轧压下率不大于15%,终轧温度不低于820℃,轧后空冷或炉冷至室温,热轧总压下率不低于90%,直接轧至常规热轧板卷厚度1.5~4mm以供后续冷轧,也可直接热轧至目标厚度0.8-1.6mm;
(3)将步骤(2)中得到的1.5-4.0mm厚热轧板卷经酸洗后,冷轧至目标厚度0.8~1.6mm,获得冷硬板卷;
(4)对步骤(3)中得到的冷轧板进行退火处理;将冷轧板卷加热700-800℃,保温>20s,获得冷轧退火卷。
(5)将已达到目标厚度范围、按步骤(2)获得的热轧板卷、步骤(3)获得的冷硬板卷或步骤(4)获得的冷轧退火板卷切割后,均可以按下述步骤进行热冲压成形成汽车所用部件
(a)将钢板在加热炉中加热至820-1030℃,保温0.5-10min,同时钢板实际加热温度T(℃)的选择还需满足由成分构成的下式:
T≥890-235C+44Si-26Mn-18.8Ni-3.7Cr+24.5Mo+120Al-17Cu+50
式中,合金元素以质量百分数计
(b)使用机械手迅速将步骤(a)中加热后的钢板转移到带有水冷却系统模具中进行淬火并冲压成形,得到目标几何形状的淬冷部件;
(c)步骤(b)加热件转移过程中,应将转移时间t
t
式中,T为钢板实际加热温度(℃);v为加热件出炉后空气中冷却速率(℃/s)。
(d)步骤(b)中的淬火过程中水冷模具温度控制在50-120℃,同时模具管道内的水速控制适宜,且热冲压件与模具保持足够压力,保证热冲压件与模具之间较高的换热系数;
(e)步骤(b)中加热件在整个工艺过程(冲压和保压)的冷却分为两阶段:第一阶段加热件以≥90℃/s冷速冷至450-500℃,第二阶段加热件以平均冷速>25℃/s冷至出模温度,模具中保压时间控制在8-20s,淬冷至150-180℃出模空冷;
为了使本发明解决的技术问题、技术方案和优点更加清楚,下面结合实施例对本发明作进一步说明。
本发明实施例钢和对比钢的成分见表1,本发明实施例钢和对比钢热成形工艺参数见表2,本发明实施例钢和对比钢的拉伸力学性能见表3,所有表中实施例钢是本发明钢,对比钢是已商业化广泛应用的22MnB5钢。需要说明的是以下是本发明热成冲压钢的优选实施例实验数据,这些实验数据只是作为示例,本发明热成形钢的具体成分和制造工艺并不局限于此。
表1本发明实施例钢和对比钢的化学成分(质量百分比)
表2本发明实施例钢和对比钢的热冲压成形工艺及热处理工艺参数
实施例钢1-4按表2工艺参数执行热处理和热冲压成形工艺后,通过标准拉伸试验检测实施钢的屈服强度、抗拉强度和总延伸率,其结果如表3所示,22MnB5的力学性能来自于现有技术材料的记载。
表3本发明实施例钢和对比钢热冲压工艺后钢板的力学性能
本发明实施例和对比钢22MnB5热冲压后的工程应力-工程应变曲线如图2所示。
从表3和图2可知,具有本发明成分的钢板,通过本发明的热冲压成形工艺,能获得强度和延伸率综合性能特别优异的热冲压钢板。具体而言,根据成分优选后能实现抗拉强≥2200MPa,屈服强度≥1300MPa,总延伸率≥9.0%;相比已商业化应用的22MnB5钢的强度和延伸率(抗拉强度=1550MPa,总延伸率=7.5%)同时得到提升,抗拉强度提升700MPa左右,总延伸率也提升了1.5%,因此本发明钢板经表2热冲压成形工艺后具有优异力学性能。
以上描述了本发明的优选实施例,以上实施方式仅用于通俗易懂的方式阐述本发明,而并非对本发明有关方面的限制,但是从事相关领域的技术人员应该清楚,在不脱离本发明构思和范围的前提下进行的任何可能的润饰、修改、改进或替换,均属于本发明的保护范围,本发明的专利保护范围应由权利要求限定。
- 一种超高强度高塑性热冲压成形钢的制备方法
- 一种超高强高塑性抗高温氧化热冲压成形钢的制备方法