一种激光冲击强化轴承内圈的柔性加工方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明专利属于激光冲击加工领域,特指一种激光冲击强化轴承内圈的柔性加工方法。
背景技术
目前滚动轴承套圈的激光冲击强化技术存在以下两个问题:①激光冲击在滚道表层产生的残余应力会破坏套圈内部的材料力学平衡,从而使轴承套圈产生几何变形;②在滚动接触交变载荷作用下,激光冲击在套圈滚道表层产生的有利的残余压应力并不稳定,容易发生应力松弛。
激光喷丸作为一种新型的表面强化技术,利用激光诱导冲击波作用于金属表面的吸收层,通过吸收层吸收激光能量后发生爆炸,形成高压冲击波作用于金属表面,金属表面产生塑性变形并产生硬化效果,引入较大的残余压应力。激光喷丸具有表面强化效果明显,影响层深等优点。
专利号为CN109371223A的中国发明专利公开了一种滚动轴承圈激光强化装置,该装置通过定位套与轴承圈进行孔轴配合,变形约束环、约束板以及安装在定位套内的电热丝都用于减小轴承圈在进行激光强化时产生的热应力变形。采用该方法对轴承圈进行强化,在激光照射黑漆时,离子体爆炸,透明约束板容易碎裂,需要频繁更换约束板,强化效率低;采用预热的方法,减少轴承圈的变形,同时也会对其他定位元件产生影响,造成定位误差,且该装夹方式繁琐,不适用于大批量生产。
专利号为CN103231202A的中国发明专利其公开了一种轴承滚道超声波强化方法和装置,其利用超声波对轴承圈的滚道表面进行强化。超声强化可控因素比较多,所衍生出的超声强化工艺也非常多,只不过其设备相对较大,并且需要适配其他的介质以满足工艺要求。
专利号为CN11009349A的中国发明专利公开了一种轴承内圈的激光冲击强化方法及装置,该装置是将轴承内圈插入内圈座,通过盖板和螺钉固定实现轴承内圈的装夹。激光强化过程采用的是黑胶带作为吸收层,粘贴在滚道表面。
经过试验发现,该方法粘贴的黑胶带在滚道表面易出现皱褶,不牢靠的问题,且后期清理时易形成胶带残留的问题,降低滚道表面的质量。
上述利用激光喷丸的强化轴承内圈的方法,存在着很多不足,因此,寻找一种高吸收率的吸收层、高生产率、强化效果明显的加工方法就显得十分必要。
发明内容
本发明针对上述背景技术中存在的问题而设计了一种激光冲击强化轴承内圈的柔性加工方法,其目的一方面是优化激光喷丸过程中吸收层的喷涂和去除过程,有利于在轴承内圈滚道获得较大的残余压应力层,并且实现了自动化,另一方面是对产品进行检测,能够实现大批量高质量生产。
为实现上述目的,本发明提供如下的技术方案:
一种激光冲击强化轴承内圈的柔性加工方法,其特征在于:主要包括工业机械手、传送带、喷漆枪、纳秒激光器、激光除漆设备、圆度检测仪以及样品回收槽。
优选的,以底座为基础,所有装置都位于底座上方;
优选的,轴承支架安装在传送带I和传送带II上,电机上设有槽位可对伸缩夹具杆夹紧和释放,伸缩夹具杆可对十字卡盘夹紧和释放,上料处设有伸缩支撑杆;
优选的,喷漆工位处设有黑漆罐,输送管道连接喷漆枪和黑漆罐,并在防护间隔I对轴承内圈喷漆;
优选的,位于中层工位平台的黑漆回收桶排除多余黑漆,进水管和排水管连接黑漆回收桶,以便清洗;
优选的,激光喷丸工位处设有防护间隔II,水管连接水泵和水枪,纳秒激光器放置在置物平台上,光路管道的一端连接激光器,经光路管道,激光路线为轴承内圈外表面的法线方向;
优选的,激光喷丸工位下方设有蓄水桶,排料管连接蓄水桶与外界;
优选的,激光除漆工位是安装在置物平台上的机械手臂驱动激光除漆设备对轴承内圈进行除漆,边缘处设有风扇;
优选的,圆度检测仪和工业机械手II安装在中层工位平台,圆度检测工艺下方设有伸缩支撑杆;
优选的,下料处设有传送带II和样品回收槽。
一种激光冲击强化轴承内圈的柔性加工方法,其特征在于:该方法包括如下步骤:
步骤1:计算机控制工业机械手抓取轴承内圈放在传送带的轴承支架上,并传送至指定位置;
步骤2:转动机械手将轴承内圈转移至位于上料位置的十字卡盘上,伸缩支撑杆将十字卡盘与伸缩夹具杆向上推送,使伸缩夹具杆固定于电机的槽位中;
步骤3:上料完成后,电机转动,将轴承内圈转动到防护隔间I内,喷漆枪对轴承内圈进行喷漆处理,伸缩夹具杆通过变换高度,使轴承内圈逐一进行喷漆处理,实现轴承内圈上黑漆厚度均匀;
步骤4:喷漆工位完成后,电机转动,将轴承内圈转动至防护隔间II内,启动纳秒激光器和水阀,控制激光器出光频率和伸缩夹具杆转动速率,在滚道表面获得不同光斑搭接率;
步骤5:激光喷丸工位后,电机转动,轴承内圈转动到激光除漆工位,启动激光除漆设备,进行黑漆清洗过程,风扇用于抑制激光除漆过程中的温度,避免温度过高;
步骤6:激光清洗工位完成后,伸缩夹具杆释放十字卡盘,伸缩支撑杆轴承内圈下降到中层工位平台,启动圆度检测仪,合格的产品经转动机械手II转移到传送带II,不合格的产品经转动机械手II至样品回收槽;
步骤7:圆度检测工位完成后,工业机械手II对位于传送带II上的轴承内圈进行下料。
优选的,伸缩夹具通过控制高度,可实现对十字卡盘上多个轴承内圈进行逐一加工强化;
优选的,采用圆形光斑,通过控制激光器出光频率和步进电机转动速率,获得滚道表面50%的搭接率,吸收层采用厚度约为0.1mm的黑漆,约束层采用约为2mm流动水膜,纳秒脉冲激光能量3~10J,脉冲宽度15~25ns;
与现有技术相比,本发明的有益效果是:采用黑漆替代黑胶带作为吸收层,激光能量吸收效果更好,诱导的残余压应力更大且影响层更深。结合激光清洗黑漆,可实现轴承内圈滚道快速连续无损加工,利用控制系统,可实现多个轴承内圈高效快速完成激光喷丸强化处理工艺。
附图说明
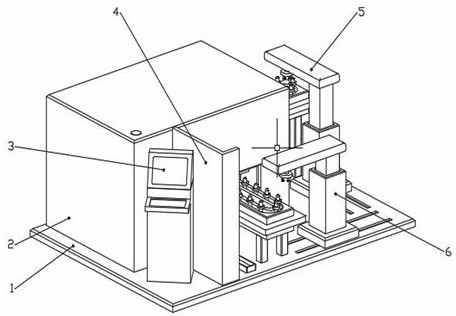
图1为激光冲击强化轴承内圈的柔性加工方法总装图。
图2为激光冲击强化轴承内圈的柔性加工方法加工原理图。
图3为激光冲击强化轴承内圈的柔性加工方法加工原理图。
图4为激光冲击强化轴承内圈的柔性加工方法简化原理图。
图中:1.底座,2.外壳,3.计算机,4.防护板,5.工业机械手I,6.工业机械手II,7.置物平台,8.纳秒激光器,9.电机,10.传送带Ⅰ,11.传送带Ⅱ,12.轴承支架,13.滑槽Ⅰ,14.滑槽Ⅱ,15.样品回收槽,16.风扇,17.激光除漆设备,18.机械手臂,19.轴承内圈,20.转动机械手I,21.防护隔间Ⅰ,22.防护间隔II,23.光路管道,24.水管,25.水泵,26.水枪,27.蓄水桶,28.排水管,29.排料管,30.黑漆回收桶,31.喷漆枪,32.进水管,33.输送管道,34.黑漆罐,35.转动机械爪II,36.十字卡盘,37.伸缩夹具杆,38.支撑梁,39.圆度检测仪,40.支撑架,41.伸缩支撑杆,42.顶层工位平台,43.中层工位平台。
具体实施方式
下面将结合附图以及具体实施例对本发明做进一步的说明,但本发明的保护范围并不限于此。
如图1所示,本发明所述一种激光冲击强化轴承内圈的柔性加工方法包括工业机械手(5、6)、底座(1)、壳体(2)、计算机(3)和防护板(4);
如图2、图3和图4所示,本发明所述激光冲击强化轴承内圈柔性加工原理主要包括传送带(10、11)、喷漆枪(31)、纳秒激光器(8)、激光除漆设备(17)、圆度检测仪(39)以及样品回收槽(15);
传送带I(10)和传送带II(11)通过步进电机进行驱动旋转,传送带I(10)与转动机械爪I(20)配合上料,传送带II(11)与转动机械爪II(35)配合下料;
所述喷漆工位由黑漆罐(34)、输送管道(33)、喷漆枪(31)和防护间隔I(21)组成,对轴承内圈进行喷漆处理;
所述激光喷丸工位由水管(24)、水枪(26)、激光器(8)、光路管道(23)和防护间隔II(22)组成,纳秒脉冲激光由激光器(8)发出,经光路管道(23),照射已涂有黑漆的轴承内圈外表面,激光路线为轴承内圈外表面的法线方向;
所述激光除漆工位由机械手臂(18)驱动激光除漆设备(17)对轴承内圈进行除漆;
一种激光冲击强化轴承内圈的柔性加工方法,包括如下步骤:
步骤1:计算机(3)控制工业机械手I(5)抓取轴承内圈放在传送带I(10)的轴承支架(12)上,并传送至指定位置;
步骤2:转动机械手I(20)将轴承内圈转移至位于上料位置的十字卡盘上(36),伸缩支撑杆(41)将十字卡盘(36)和伸缩夹具杆(37)向上推送,使伸缩夹具杆(37)能够与电机(9)固接;
步骤3:上料完成后,电机(9)转动,将轴承内圈转动到防护隔间I(21)内,喷漆枪(31)对轴承内圈进行喷漆处理,伸缩夹具杆(37)通过变换高度,使轴承内圈逐一进行喷漆处理,实现轴承内圈上黑漆厚度均匀,厚度大约为0.1mm;
步骤4:喷漆工位完成后,电机(9)转动,将轴承内圈转动至防护隔间II(22)内,启动纳秒激光器(8)和水泵(25),控制激光器出光频率和伸缩夹具杆(37)转动速率,在滚道表面获得不同光斑搭接率,并控制伸缩夹具杆的高度,对多个轴承内圈进行逐一激光喷丸强化;
步骤5:激光喷丸工位后,电机(9)转动,轴承内圈转动到激光除漆工位,启动激光除漆设备(17),进行黑漆清洗过程,风扇(16)用于抑制激光除漆过程中的温度,避免温度过高;
步骤6:激光清洗工位完成后,伸缩夹具杆(37)释放十字卡盘(36),伸缩支撑杆(41)将轴承内圈下降到中层工位平台(43),启动圆度检测仪(39),合格的产品经转动机械手II(35)转移到传送带II(11)。不合格的产品经转动机械手II(35)至样品回收槽(15);
步骤7:圆度检测工位完成后,工业机械手II(6)对位于传送带II上的轴承内圈进行下料。
所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本发明的保护范围。
- 一种激光冲击强化轴承内圈的柔性加工方法
- 薄壁轴承的制作方法、其薄壁内圈/外圈的加工方法以及精密柔性轴承