无铅焊料组合物
文献发布时间:2023-06-19 11:57:35
本发明整体涉及冶金领域,并且更具体地涉及焊料合金。焊料合金特别地但非排他性地适用于电子焊接应用,诸如波峰焊接、表面贴装技术、热风整平和球栅阵列、矩栅阵列、底部封端的封装、LED和芯片级封装。
LED或任何其他半导体器件的典型封装/组装工艺涉及一连串的若干步骤。在这些步骤的每一个中,使用某种电气/热互连材料。用于互连中的最常见材料为导电粘合剂、烧结材料、焊接合金、环氧树脂和聚合物。其中,导电粘合剂、烧结材料、环氧树脂和聚合物在触点形成工艺期间经历不可逆的工艺相转变。然而,焊料在处理期间经历准物理且大部分可逆的相转变。焊料是电子组装中最常用的材料。就互连的形成而言,焊料的固定熔点和可再现熔点是有利的。然而,如果组装工艺涉及使用相同焊料的多个步骤,则焊料的相同特性成为不利条件。用于第一组装工艺中的焊料将在二次、三次等工艺步骤期间经历重复的熔融和冷冻循环。经历多次熔融/冷冻循环的互连的质量将降低,从而导致最终产品的寿命缩短或可靠性受损的产品。因此,需要具有不同熔融/冷冻温度的焊接材料。
在电子工业转变为无Pb焊料之前,使用不同组成的SnPb焊料来产生焊接温度层级(hierarchy)。例如,10Sn90Pb或05Sn95Pb或它们添加了一些Ag的一些变体由于它们的高熔融温度(对于10Sn90Pb为299℃,并且对于05Sn95Pb为310℃)而被用作管芯附着材料(在LED封装和组装术语中也称为I级互连)。将63Sn37Pb或其熔融温度为183℃左右的一些变体用于电路板组装(在LED工业中也称为II-V级)。在焊料中限制Pb之后,最常用的无Pb焊料是熔融温度在217℃–228℃范围内的SnAg或SnAgCu(SAC)焊料。高温无Pb焊料替代高Pb焊料的唯一可行选择是80Au20Sn。含80%金的Au20Sn是最昂贵的焊料之一。此外,AuSn为高模量、相对易碎的材料,该材料导致具有高应力的互连。类似的材料组也用于其他半导体封装和电子组件中。一些特性,诸如高热导率和高可靠性,对于高功率电子部件(诸如功率二极管、MOSFET和IGBT等)的封装和组装甚至更重要。
目前在电子工业中用于多级互连的无铅合金组合之一是共晶Sn-Cu合金(Sn-0.7Cu)和Sn-Ag-Cu合金(SAC305)系统。然而,一些缺点固有地与上述合金组合相关联。典型的第二回流温度为大约240℃至250℃,高于Sn-0.7Cu系统的熔融峰,即232℃。由于Sn-0.7Cu焊料接头在第二回流期间处于液相线状态,因此它可以导致第一级互连的可靠性的可靠性问题。另外,在这种情况下,管芯倾斜或移动也可在二次回流期间或在焊料接头的返工处理期间发生。因此,需要可潜在地克服上述所有缺点并且部分地或完全地减轻可靠性风险的合金。
本发明旨在解决与现有技术相关联的至少一些问题或提供商业上可接受的替代方案。
因此,在第一方面,本发明提供了一种无铅焊料合金,该无铅焊料合金包含:
1重量%至9重量%的铜,
以下中的至少一种:
大于0重量%至1重量%的镍,
大于0重量%至10重量%的锗,
大于0重量%至1重量%的锰,
大于0重量%至10重量%的铝,
大于0重量%至10重量%的硅,
大于0重量%至9重量%的铋,
大于0重量%至5重量%的铟,
大于0重量%至1重量%的钛,
大于0重量%至2重量%的镧,
大于0重量%至2重量%的钕,
任选地以下中的一种或多种:
多至1重量%的铬,
多至1重量%的镓,
多至1重量%的钴,
多至1重量%的铁,
多至1重量%的磷,
多至1重量%的金,
多至1重量%的碲,
多至1重量%的硒,
多至1重量%的钙,
多至1重量%的钒,
多至1重量%的钼,
多至1重量%的铂,
多至1重量%的镁,
多至5重量%的银,
多至1重量%的锌,
多至2重量%不包括镧和钕的稀土金属,和
余量锡,以及任何不可避免的杂质。
现在将进一步描述本发明。在下面的段落中更详细地定义了本发明的不同方面。如此定义的每个方面可以与任何其他一个或多个方面组合,除非有明确的相反指示。具体地,被指示为优选或有利的任何特征可以与被指示为优选或有利的任何其他一个或多个特征组合。
本文所用的术语“焊料合金”涵盖熔点在90℃至400℃范围内的易熔金属合金。合金是无铅的,这意味着没有有意添加铅。因此,铅的含量为零,或不超过意外的杂质水平。合金典型地也是无锑的,这意味着没有有意添加锑。因此,锑的含量典型地为零,或不超过意外的杂质水平。
焊料合金可具有232℃或高于232℃的熔融峰,可以能够形成稳健的第一级互连(管芯附着),并且可降低二次回流期间管芯倾斜或移动的风险。
焊料合金可适用于多级、多步电子组装中的无Pb焊接层级中。该合金可适于作为第一回流合金或I级互连合金回流,并且可为Sn-Cu、SAC或SnAg共晶合金的更好替代形式。在管芯附着工艺中,由于在二次回流处理温度下流动性降低,因此焊料合金可为半导体管芯附着层提供稳定性。
不受理论的约束,据认为,不同类型的金属间化合物的最佳体积分数以及其他合金化添加物的存在在印刷电路板(PCB)的II级回流处理期间增强了焊料熔体的粘度,而不损害I级管芯附着工艺期间的可焊性。因此,可减小管芯倾斜。
有利的是,焊料合金可在225℃至260℃的温度范围内熔融,从而使其适于在典型的电子组装工艺中回流。
与常规的无铅焊料合金(诸如例如SnCu、SAC和SnAg)相比,焊料合金可表现出类似或改善的热机械可靠性。与常规的无铅焊料合金(诸如例如SnCu、SAC和SnAg)相比,焊料合金可表现出类似或改善的机械特性。
焊料合金可表现出有利的润湿特征,例如基本上类似于或优于常规焊料合金(诸如例如SAC焊料合金和Sn0.7Cu焊料合金)的润湿特征。
焊料包含1重量%至9重量%的铜。优选地,焊料合金包含1.2重量%至7重量%的铜,更优选地1.5重量%至3.5重量%的铜,甚至更优选地2重量%至3重量%的铜。在特别优选的实施方案中,焊料合金包含约2.5重量%的铜。铜在锡中的溶解度有限。Sn-0.7重量%Cu形成共晶相。超过0.7重量%的铜的任何进一步添加将增加金属间化合物(诸如例如Cu3Sn和Cu6Sn5)的体积分数。这些金属间化合物可用于增加合金在给定温度下的粘度。这些金属间化合物还可增强合金的机械可靠性和热可靠性。
焊料合金任选地(并且优选地)包含大于0重量%至1重量%的镍(例如0.001重量%至1重量%的镍)。优选地,焊料合金包含0.001重量%至0.2重量%的镍,更优选地0.005重量%至0.02重量%的镍,甚至更优选地0.01重量%至小于0.02重量%的镍。镍不与锡形成固溶体。然而,其形成金属间化合物,该金属间化合物可使合金的机械特性得以改善,并且可增加合金在给定温度下的粘度。镍可用于减少铜溶出。
焊料合金任选地(并且优选地)包含大于0重量%至10重量%的锗(例如0.0005重量%至10重量%的锗)。优选地,合金包含0.0005重量%至5重量%的锗,更优选地0.001重量%至4.5重量%的锗,甚至更优选地0.001重量%至0.005重量%的锗,还甚至更优选地0.002重量%至小于0.005重量%的锗。在优选的实施方案中,合金包含0.02重量%至0.08重量%的锗。在另一个优选的实施方案中,合金包含3.5重量%至4.5重量%的锗。锗可用作脱氧剂,并且还可改善可润湿性。锗还具有与半导体管芯的良好接合特征。在优选的实施方案中,合金包含镍与锗两者。此类合金可提供高粘度、低铜溶出性和良好可润湿性的有利组合。
焊料合金任选地(并且优选地)包含大于0重量%至1重量%的锰(例如0.001重量%至1重量%的锰)。优选地,合金包含0.005重量%至0.5重量%的锰,更优选地0.01重量%至0.3重量%的锰,甚至更优选地0.05重量%至0.1重量%的锰。锰在锡和铜中具有有限的溶解度。锰在仅锡的存在下形成金属间化合物,诸如例如Mn3Sn、Mn2Sn和MnSn2。在铜与锡两者的存在下,锰还可形成金属间化合物,诸如例如MnCu5Sn2、MnCu2Sn和MnCu4Sn。这些金属间化合物可增加Sn-Cu合金在给定温度下的粘度。这些金属间化合物还可增强合金的机械可靠性和热可靠性。
焊料合金任选地(并且优选地)包含大于0重量%至10重量%的铝(例如0.005重量%至10重量%的铝)。优选地,焊料合金包含0.01重量%至5重量%的铝,更优选地0.05重量%至2重量%的铝。在优选的实施方案中,合金包含0.005重量%至0.015重量%的铝。在另一个优选的实施方案中,合金包含0.02重量%至0.08重量%的铝。在另一个优选的实施方案中,合金包含0.8重量%至1.2重量%的铝。在另一个优选的实施方案中,合金包含3.5重量%至4.5重量%的铝。铝可用作脱氧剂,并且还可改善可润湿性。铝还具有与半导体管芯的良好接合特征。合金优选含有锗与铝两者。铝和锗两者均在锡中具有非常有限的溶解度,但铝和锗具有良好的互溶度并且在28.4原子%(约51.6重量%)的锗下形成共晶混合物。
焊料合金任选地(并且优选地)包含大于0重量%至10重量%的硅(例如0.005重量%至10重量%的硅)。优选地,焊料合金包含0.01重量%至8重量%的硅,更优选地0.02重量%至6重量%的硅。在优选的实施方案中,合金包含0.02重量%至0.08重量%的硅。在另一个优选的实施方案中,合金包含3.5重量%至4.5重量%的硅。硅可用作脱氧剂,并且还可改善可润湿性。
焊料合金任选地(并且优选地)包含大于0重量%至9重量%的铋(例如0.005重量%至9重量%的铋)。优选地,焊料合金包含0.01重量%至7重量%的铋,更优选地0.05重量%至6重量%的铋。在优选的实施方案中,焊料合金包含0.07重量%至0.13重量%的铋。在另一个优选的实施方案中,焊料合金包含2重量%至5重量%的铋,优选地3.5重量%至4.5重量%的铋。铋在锡中具有一定溶解度,这可经由固溶强化提供改善的机械特性。铋还可用于改善抗蠕变性。铋还可改善润湿和铺展。
焊料合金任选地(并且优选地)包含大于0重量%至5重量%的铟。优选地,焊料合金包含0.2重量%至3重量%的铟,更优选地1.5重量%至2.5重量%的铟,甚至更优选地1.8重量%至2.2重量%的铟。铟在锡中具有一定溶解度,这可经由固溶强化提供改善机械特性的机会。此外,铟可用于降低焊料合金的液相线温度,从而允许合金在比基础合金更低的温度下回流。然而,较大量的铟可降低焊料合金的有利特性,诸如其机械强度、可焊性和长期热机械稳定性。此外,较大量的铟可使得焊料合金不利地易受氧化影响。
焊料合金任选地(并且优选地)包含大于0重量%至1重量%的钛(例如0.01重量%至1重量%的钛)。优选地,焊料合金包含0.015重量%至0.5重量%的钛,更优选地0.02重量%至0.08重量%的钛。钛在锡中具有有限的溶解度并且可形成金属间化合物,这可进一步降低回流处理期间焊料熔体的流动性。钛可改善强度和界面反应。钛还可通过控制基板/焊料界面处的铜扩散来改善跌落冲击性能。
焊料合金任选地(并且优选地)包含大于0重量%至2重量%的镧(例如0.01重量%至2重量%的镧)。优选地,焊料合金包含0.05重量%至1重量%的镧,更优选地0.1重量%至0.5重量%的镧。镧可用于改善铺展和可润湿性。
焊料合金任选地(并且优选地)包含大于0重量%至2重量%的钕(例如0.01重量%至2重量%的钕)。优选地,焊料合金包含0.05重量%至1重量%的钕,更优选地0.1重量%至0.5重量%的钕。钕可用于改善铺展和可润湿性。
焊料合金包含镍、锗、锰、铝、硅、铋、铟、钛、镧、钕中的至少一种。优选地,焊料合金包含这些元素中的至少两种。在优选的实施方案中,焊料合金包含这些元素中的两种。在另一个优选的实施方案中,焊料合金包含这些元素中的三种。在另一个优选的实施方案中,焊料合金包含这些元素中的四种。在另一优选的实施方案中,焊料合金包含镍和锗。在另一个优选的实施方案中,焊料合金包含镍、锰和磷。在另一个优选的实施方案中,焊料合金包含铝、锗、镍和铋。在另一个优选的实施方案中,焊料合金包含铟、钛、镧和镍。
焊料合金任选地包含下列中的一种或多种:多至1重量%的铬(例如0.01重量%至1重量%的铬)、多至1重量%的镓(例如0.01重量%至1重量%的镓)、多至1重量%的钴(例如0.01重量%至1重量%的钴)、多至1重量%的铁(例如0.01重量%至1重量%的铁)、多至1重量%的磷(例如0.01重量%至1重量%的磷)、多至1重量%的金(例如0.01重量%至1重量%的金)、多至1重量%的碲(例如0.01重量%至1重量%的碲)、多至1重量%的硒(例如0.01重量%至1重量%的硒)、多至1重量%的钙(例如0.01重量%至1重量%的钙)、多至1重量%的钒(例如0.01重量%至1重量%的钒)、多至1重量%的钼(例如0.01重量%至1重量%的钼)、多至1重量%的铂(例如0.01重量%至1重量%的铂)、多至1重量%的镁(例如0.01重量%至1重量%的镁)、多至5重量%的银(例如0.01重量%至5重量%的银)、多至1重量%的锌(例如0.01重量%至1重量%的锌),以及多至2重量%不包括镧和钕的稀土金属(例如0.01重量%至2重量%的稀土金属)。镓和锌在锡中具有一定溶解度,这可为固溶强化提供机会。然而,较高水平的锌可降低焊料合金的可焊性。钴可用于减少铜溶出。钙、镁、磷和钒是也可用于改善可润湿性的可能的脱氧化剂。金、铬、铁、钼、铂、硒和碲可用于改善强度和界面反应。银和稀土可改善铺展和可润湿性。如本文所用,术语“稀土元素”是指选自Sc、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb和Lu的一种或多种元素。银可用于提供更有利的机械特性,并且可经由形成金属间化合物来增加焊料合金在给定温度下的粘度。
合金将典型地包含至少80重量%的锡,更典型地至少85重量%的锡,还更典型地至少90重量%的锡,还更典型地至少95重量%的锡。合金将典型地包含多至98重量%的锡,更典型地多至97重量%的锡。
应当理解,本文所述的合金可包含不可避免的杂质,但总体而言这些杂质不太可能超过组合物的1重量%。优选地,焊料合金包含不超过组合物的0.5重量%,更优选地不超过组合物的0.3重量%,还更优选地不超过组合物的0.1重量%,还更优选地不超过组合物的0.05重量%,并且最优选地不超过组合物的0.02重量%的量的不可避免的杂质。
本文所述的焊料合金可由所列举的元素组成。另选地,本文所述的焊料合金可基本上由所列举的元素组成。因此,应当理解,除了强制性的那些元素(即锡、铜以及镍、锗、锰、铝、硅、铋、铟、钛、镧和钕中的至少一种)之外,组合物中还可存在其他未指定的元素,前提条件是组合物的基本特征不受它们存在的实质性影响。
在特别优选的实施方案中,焊料合金由2重量%至3重量%的铜、0.005重量%至0.02重量%的镍、0.001重量%至0.005重量%的锗和余量锡以及任何不可避免的杂质组成。与常规SAC305和Sn0.7Cu焊料合金相比,此类焊料合金表现出第一回流与第四回流之间的最小管芯倾斜、第一回流与第四回流之间的空隙百分比的减小、增加的管芯剪切强度以及改善的热循环行为。
在特别优选的实施方案中,焊料合金由1重量%至7重量%的铜、0.1重量%至1重量%的镍、0.05重量%至0.5重量%的锰和0.05重量%至0.1重量%的磷和余量锡以及不可避免的杂质组成。此类焊料合金有利地具有232℃的熔融峰。与常规SAC305和Sn0.7Cu焊料合金相比,此类焊料合金表现出第一回流与第四回流之间的最小管芯倾斜、第一回流与第四回流之间的空隙百分比的减小、增加的管芯剪切强度以及改善的热循环行为。
在特别优选的实施方案中,焊料合金由3重量%至7重量%的铜、0.1重量%至1重量%的铝、0.1重量%至1重量%的锗、0.05重量%至0.1重量%的镍、2重量%至5重量%的铋和余量锡以及不可避免的杂质组成。此类焊料合金有利地具有232℃的熔融峰。与常规SAC305和Sn0.7Cu焊料合金相比,此类焊料合金表现出第一回流与第四回流之间的最小管芯倾斜、第一回流与第四回流之间的空隙百分比的减小、增加的管芯剪切强度以及改善的热循环行为。
在特别优选的实施方案中,焊料合金由4重量%至7重量%的铜、0.1重量%至2重量%的铟、0.1重量%至0.5重量%的钛和0.1重量%至0.5重量%的镧、0.1重量%至0.2重量%的镍和余量锡以及不可避免的杂质组成。此类焊料合金有利地具有232℃的熔融峰。与常规SAC305和Sn0.7Cu焊料合金相比,此类焊料合金表现出第一回流与第四回流之间的最小管芯倾斜、第一回流与第四回流之间的空隙百分比的减小、增加的管芯剪切强度以及改善的热循环行为。
焊料合金可呈以下形式:棒、杆、具有或不具有焊剂的实心焊丝、箔或条、膜、预成型件、或粉末或膏剂(粉末加焊剂共混物)、或用于球栅阵列接头的焊料球、或预成型的焊料片或回流或凝固的焊料接头,或预施加在诸如用于光伏应用的铜带的任何可焊接材料上。
在另一个方面,本发明提供了一种包含本文所述的焊料合金的焊接接头。
在另一个方面,本发明提供了一种焊膏,该焊膏包含:
本文所述的焊料合金,以及
焊剂。
在另一个方面,本发明提供了一种形成焊接接头的方法,该方法包括:
(i)提供待接合的两个或更多个工件;
(ii)提供如本文所述的焊料合金;以及
(iii)在待接合的该工件附近加热所述焊料合金。
工件可为印刷电路板的部件,诸如基板和管芯。
在另一个方面,本发明提供了如本文所述的焊料合金在焊接方法中的用途。优选地,焊接方法选自表面贴装技术(SMT)焊接、管芯附着焊接、热界面焊接、手动焊接、激光和RF感应焊接,以及返工焊接。
在另一个方面,本发明提供了一种焊料合金或焊料接头,该焊料合金或焊料接头包含:
(a)1重量%至9重量%的铜
(b)以下中的一种或多种:
0重量%至1重量%的镍
0重量%至1重量%的锰
(c)任选地以下元素中一种或多种:
多至1重量%的钛
多至2重量%的一种或多种稀土、铈、镧、钕
多至1重量%的铬
多至10重量%的锗
多至1重量%的镓
多至1重量%的钴
多至1重量%的铁
多至10重量%的铝
多至1重量%的磷光体
多至1重量%的金
多至1重量%的碲
多至1重量%的硒
多至1重量%的钙
多至1重量%的钒
多至1重量%的钼
多至1重量%的铂
多至1重量%的镁
多至10重量%的硅
多至9重量%的铋
多至5重量%的银
多至5重量%的铟
(d)余量锡,以及不可避免的杂质。
第一方面的优点和优选特征同样适用于该方面。
在另一个方面,本发明提供了一种焊料合金或焊料接头,该焊料合金或焊料接头包含:
(a)1重量%至9重量%的铜
(b)以下中的一种或多种:
0重量%至10重量%的铝
0重量%至10重量%的锗
0重量%至10重量%的硅
0重量%至9重量%的铋
(c)任选地以下元素中一种或多种:
多至1重量%的镍
多至1重量%的钛
多至2重量%的稀土,不包括铈、镧、钕
多至1重量%的铬
多至1重量%的锰
多至1重量%的镓
多至1重量%的钴
多至1重量%的铁
多至1重量%的磷光体
多至1重量%的金
多至1重量%的碲
多至1重量%的硒
多至1重量%的钙
多至1重量%的钒
多至1重量%的钼
多至1重量%的铂
多至1重量%的镁
多至5重量%的银
多至5重量%的铟
(d)余量锡,以及不可避免的杂质。
第一方面的优点和优选特征同样适用于该方面。
在另一个方面,本发明提供了一种焊料合金或焊料接头,该焊料合金或焊料接头包含:
(a)1重量%至9重量%或更少的铜
(b)以下中的一种或多种:
0重量%至1重量%的镍
0重量%至5重量%的铟
0重量%至1重量%的钛
0重量%至2重量%的镧
0重量%至2重量%的钕
(c)任选地以下元素中一种或多种:
多至2重量%的稀土铈
多至1重量%的铬
多至1重量%的锰
多至1重量%的镓
多至1重量%的钴
多至1重量%的铁
多至1重量%的磷光体
多至1重量%的金
多至1重量%的碲
多至1重量%的硒
多至1重量%的钙
多至1重量%的钒
多至1重量%的钼
多至1重量%的铂
多至1重量%的镁
多至10重量%的硅
多至10重量%的锗
多至9重量%的铋
多至5重量%的银
多至10重量%的铝
(d)余量锡,以及不可避免的杂质。
第一方面的优点和优选特征同样适用于该方面。
现在将参考以下附图,通过这些合金的几个非限制性示例和它们性能的概述来进一步描述本发明,其中:
图1示出了常规焊料SAC305的管芯倾斜(μm)相对于器件编号/回流的图。
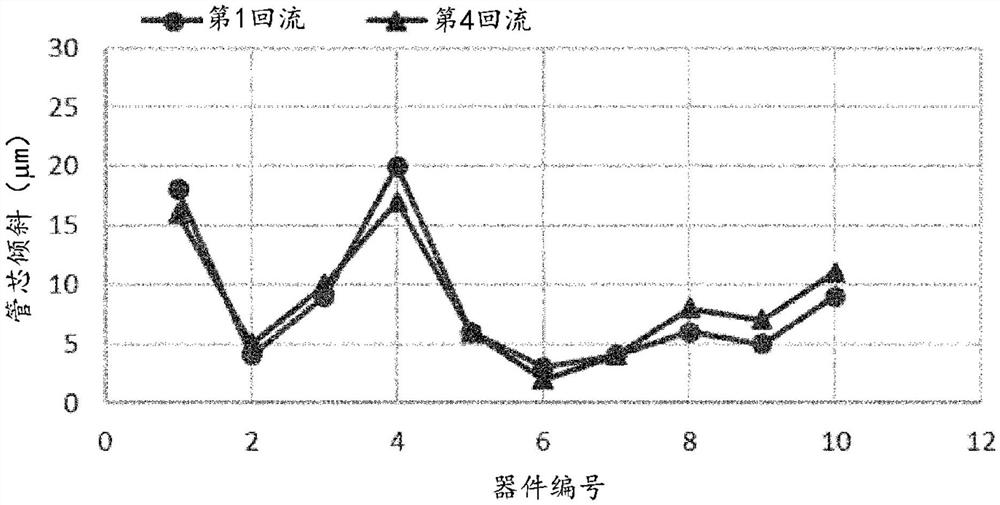
图2示出了实施例3SnCuNiGe的焊料合金的管芯倾斜(μm)相对于器件编号/回流的图。
图3示出了常规焊料SAC305的BLT(μm)相对于器件编号/回流的图。
图4示出了实施例3SnCuNiGe的焊料合金的BLT(μm)相对于器件编号/回流的图。
图5示出了常规焊料SAC305(左)和实施例3SnCuNiGe的焊料合金(右)在第1回流与第4回流之间的空隙变化(%)的图。
图6示出了常规焊料合金SAC305(左)、常规焊料合金SnCu0.7(中)和实施例3的焊料合金SnCuNiGe(右)在FR4板上的剪切力(kgf)相对于循环的箱形图。
图7示出了常规焊料合金SAC305(左)、常规焊料合金SnCu0.7(中)和实施例3的焊料合金SnCuNiGe(右)在金属板上的剪切力(kgf)相对于循环的箱形图。
制备具有以下组成的合金:
合金ID–HC1:
Cu:1重量%至7重量%,
Ni:0.1重量%至1重量%,
Mn:0.05重量%至0.5重量%,
P:0.05重量%至0.1重量%,
余量:锡,以及不可避免的杂质。
此类焊料合金有利地具有232℃的熔融峰。
合金ID–HC2:
Cu:3重量%至7重量%,
Al:0.1重量%至1重量%,
Ge:0.1重量%至1重量%,
Ni:0.05重量%至0.1重量%,
Bi:2重量%至5重量%,
余量:锡,以及不可避免的杂质。
此类焊料合金有利地具有232℃的熔融峰。
合金ID–HC3:
Cu:4重量%至7重量%,
In:0.1重量%至2重量%,
Ti:0.1重量%至0.5重量%,
La:0.1重量%至0.5重量%,
Ni:0.1重量%至0.2重量%,
余量:锡,以及不可避免的杂质。
此类焊料合金有利地具有232℃的熔融峰。
制备具有下表1中列出的组成的合金。
在225℃与280℃之间,表1中的合金具有等于或高于50%的液体分数。理论上,液体分数计算为液体分数(%)=100-固体分数(%)。
制备具有以下组成的合金:
Cu:2.5重量%
Ni:<0.05重量%
Ge:<0.005重量%
余量:锡,以及不可避免的杂质。
比较该合金与常规的SAC305焊料合金,进行管芯倾斜分析。结果示于图1和图2中。SnCuNiGe表现出第1回流(圆形)与第4回流(三角形)之间的管芯倾斜的最小变化,而SAC305显示出相当大的变化
比较该合金与常规的SAC305焊料合金,进行空隙分析。结果示于图3、图4和图5中。如图3和图4中所示,与SAC305相反,SnCuNiGe表现出第1回流与第4回流之间的空隙%的最小变化。图5显示,对于SnCuNiGe,第1回流与第4回流之间的空隙百分比变化不如SAC305显著。
采用以下测试和条件:
·中功率Lumileds 3535L LED,被选择用于直接比较焊膏的光学性能、热性能和剪切性能
·设计用于所选LED的相同Al-MCPCB和FR4-PCB板,该板具有带ENIG涂饰剂(finish)的接触焊盘
·剪切测试:1833次热循环
从图6和图7中可以看出,SnCuNiGe在MCPCB与FR4组装两者中随着热循环的增加均显示出最稳定的剪切强度值。
上述详细描述已经通过解释和说明的方式提供,并且不旨在限制所附权利要求的范围。本文示出的本发明优选实施方案的许多变型形式对于本领域的普通技术人员而言将是显而易见的,并且仍然在所附权利要求及其等同物的范围内。
- 用于无铅焊料的焊剂组合物和无铅焊料组合物
- 用于无铅焊料的焊剂组合物、无铅焊料组合物和树脂芯焊料