一种幕墙钢件自动焊接系统和方法
文献发布时间:2023-06-19 11:59:12
技术领域
本发明属于建筑技术领域,涉及幕墙钢件自动化加工技术,具体涉及一种幕墙钢件自动焊接系统和方法。
背景技术
中国幕墙通过几十年的发展已经完成由小作坊到工业化生产的飞跃,已经从粗糙的加工管理升级到精细化的管理,对幕墙的质量、安全及使用功能外观等方面都有了更高的要求,同时高科技的发展也促进了智能化在幕墙上的应用。
发明内容
本发明实施例提供一种幕墙钢件自动焊接系统和方法,用于降低人工成本,缩短加工周期,改善工人的工作环境,提高产品质量。
为实现上述目的,本发明第一方面提供一种幕墙钢件自动焊接系统,包括:两台抓夹机械手臂T1、T2,四台焊接机械手臂O1、O2、O3和O4,焊接变位机平台M1,钢筋头焊接平台M2,钢板定位装置F1,成品托盘F2,自动送料机F3,以及原材料钢板托盘F4;其中:
抓夹机械手臂T1用于从自动送料机F3处抓取短钢筋和长钢筋放置到钢筋头焊接平台M2的夹具内;
焊接机械手臂O1用于对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第一侧面进行焊接;
焊接机械手臂O2用于对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第二侧面进行焊接,第二侧面与第一侧面相对;
抓夹机械手臂T2用于从原材料钢板托盘F4处吸取钢板,放置到钢板定位装置F1上进行定位,然后再次吸取定位好的钢板,放置到焊接变位机平台M1上;还用于从钢筋头焊接平台M2的夹具内抓取焊接好的钢筋组合,将钢筋组合插入到焊接变位机平台M1上的钢板的圆孔中;
焊接机械手臂O2还用于对钢板和钢筋组合进行焊接;
焊接机械手臂O3和焊接机械手臂O4用于围绕钢板上的每个圆孔处的钢筋组合做圆弧焊接;
抓夹机械手臂T2还用于从焊接变位机平台M1上吸取焊接好钢筋组合的钢板,放置到成品托盘F2中。
本发明第二方面提供一种幕墙钢件自动焊接方法,用于幕墙钢件自动焊接系统,该系统包括两台抓夹机械手臂T1、T2,四台焊接机械手臂O1、O2、O3和O4,焊接变位机平台M1,钢筋头焊接平台M2,钢板定位装置F1,成品托盘F2,自动送料机F3,以及原材料钢板托盘F4;所述方法包括以下步骤:
(1)抓夹机械手臂T1多次执行抓取动作,每次从自动送料机F3处抓取一短钢筋和一长钢筋放置到钢筋头焊接平台M2的一个夹具内,直到钢筋头焊接平台M2上的1号至4号共四个夹具各自被放置一短钢筋和一长钢筋;
(2)焊接机械手臂O1依次对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第一侧面进行焊接;
(3)焊接机械手臂O2依次对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第二侧面进行焊接,第二侧面与第一侧面相对;至此,得到焊接好的4个钢筋组合;
(4)抓夹机械手臂T2从原材料钢板托盘F4处吸取一钢板,放置到钢板定位装置F1上进行定位,然后再次吸取定位好的钢板,放置到焊接变位机平台M1上;
(5)抓夹机械手臂T2执行多次抓取动作,每次从钢筋头焊接平台M2的一个夹具内抓取一焊接好的钢筋组合,移动到焊接变位机平台M1处,将钢筋组合插入到钢板的一个圆孔中,由焊接机械手臂O2移动到焊接变位机平台M1处,对钢板和钢筋组合从第一侧面进行焊接,直到4个钢筋组合分别被插入并焊接到钢板的四个圆孔中;
(6)焊接变位机平台M1旋转180°,焊接机械手臂O3和O4开始工作,依次围绕钢板上的每个圆孔处的钢筋组合做圆弧焊接;
(7)焊接变位机平台M1旋转180°,抓夹机械手臂T2从焊接变位机平台M1上吸取焊接好钢筋组合的钢板,放置到成品托盘F2中。
从以上技术方案可以看出,本发明实施例具有以下优点:
本发明的幕墙钢件自动焊接系统,利用焊接机械手臂、抓夹机械手臂、焊接变位机平台、钢筋头焊接平台、自动送料机等机器人装置,实现对幕墙钢件的自动上料、搬运和焊接,焊接件质量可靠,节省了人力,有助于降低人工成本,缩短加工周期,改善工人的工作环境,提高产品质量。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例和现有技术描述中所需要使用的附图作简单地介绍。
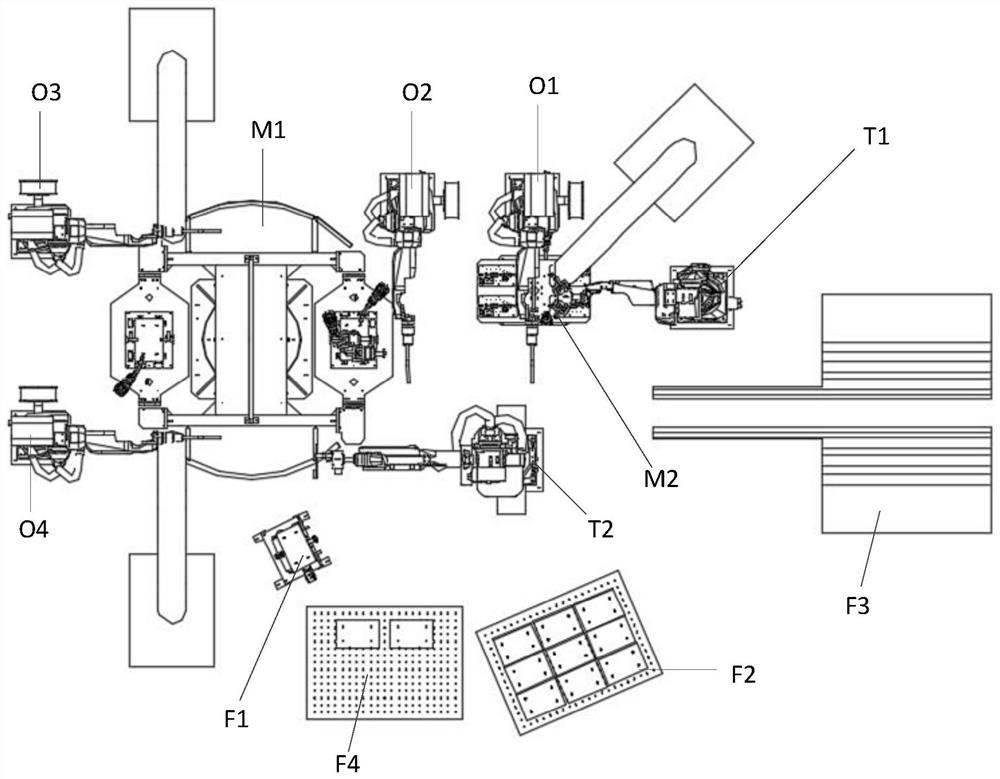
图1是本发明实施例的一种幕墙钢件自动焊接系统的俯视图;
图2是本发明实施例的一种幕墙钢件自动焊接系统的立体图。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”等是用于区别不同的对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
下面通过具体实施例,分别进行详细的说明。
请参考图1和图2,本发明实施例提供一种幕墙钢件自动焊接系统,该系统包括以下装置:两台抓夹机械手臂T1、T2,四台焊接机械手臂O1、O2、O3和O4,焊接变位机平台M1,钢筋头焊接平台M2,钢板定位装置F1,成品托盘F2,自动送料机F3,以及,原材料钢板托盘F4。以上各装置按照如图1所示的布局进行布置。其中,钢筋头焊接平台M2包括一转台和设置在转台上的1号至4号共四个夹具,四个夹具记为1号、2号、3号和4号夹具,转台可根据需要转动例如每次转动90°。焊接变位机平台M1也可以转动,根据需要可每次转动180°。
其中,抓夹机械手臂T1、T2,焊接机械手臂O1、O2,环绕钢筋头焊接平台M2布置;焊接机械手臂O2、O3和O4,抓夹机械手臂T2,环绕焊接变位机平台M1布置;抓夹机械手臂T1位于钢筋头焊接平台M2和自动送料机F3之间;钢板定位装置F1,成品托盘F2,以及原材料钢板托盘F4,位于抓夹机械手臂T2周边。
其中各个装置的功能为:
抓夹机械手臂T1用于从自动送料机F3处抓取短钢筋和长钢筋放置到钢筋头焊接平台M2的夹具内;
焊接机械手臂O1用于对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第一侧面进行焊接;
焊接机械手臂O2用于对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第二侧面进行焊接,第二侧面与第一侧面相对;
抓夹机械手臂T2用于从原材料钢板托盘F4处吸取钢板,放置到钢板定位装置F1上进行定位,然后再次吸取定位好的钢板,放置到焊接变位机平台M1上;还用于从钢筋头焊接平台M2的夹具内抓取焊接好的钢筋组合,将钢筋组合插入到焊接变位机平台M1上的钢板的圆孔中;
焊接机械手臂O2还用于对钢板和钢筋组合进行焊接;
焊接机械手臂O3和焊接机械手臂O4用于围绕钢板上的每个圆孔处的钢筋组合做圆弧焊接;
抓夹机械手臂T2还用于从焊接变位机平台M1上吸取焊接好钢筋组合的钢板,放置到成品托盘F2中。
所述幕墙钢件自动焊接系统,是用来焊接诸如预埋件、埋件、单元支座、单元挂件、框架幕墙的钢挂件等的焊接系统。该系统利用焊接机械手臂、抓夹机械手臂、焊接变位机平台、钢筋头焊接平台、自动送料机等机器人装置,实现对幕墙钢件的自动上料、搬运和焊接,焊接件质量可靠,节省了人力,有助于降低人工成本,缩短加工周期,改善工人的工作环境,提高产品质量。
本发明实施例还提供一种幕墙钢件自动焊接方法,该方法应用于如图1所述的幕墙钢件自动焊接系统,由该系统具体实施。
该方法包括以下步骤:
(1)抓夹机械手臂T1多次执行抓取动作,每次从自动送料机F3处抓取一短钢筋和一长钢筋放置到钢筋头焊接平台M2的一个夹具内,直到钢筋头焊接平台M2上的1号至4号共四个夹具各自被放置一短钢筋和一长钢筋。
该步骤(1)具体包括:
Step1:抓夹机械手臂T1从原始安全点移动到自动送料机F3中的短钢筋正上方,固定安全点;
Step2:抓夹机械手臂T1向下移动至正好抓取短钢筋,固定一个抓取点;
Step3:抓夹机械手臂T1抓取一根短钢筋返回上一个安全点,其机械手指旋转180°;
Step4:抓夹机械手臂T1移动致自动送料机F3中的长钢筋正上方,固定一个安全点;
Step5:抓夹机械手臂T1向下移动至正好抓取长钢筋,固定一个抓取点;
Step6:抓夹机械手臂T1返回上一个安全点;
Step7:抓夹机械手臂T1移动至钢筋头焊接平台M2的1号夹具的正上方,固定一个安全点;
Step8:抓夹机械手臂T1旋转180°将短钢筋放到1号夹具上,返回上一个安全点,旋转180°,将长钢筋放到1号夹具上,使长钢筋在短钢筋上方。
Step9:抓夹机械手臂T1回到上一个安全点,返回原始安全点,依次继续抓取短钢筋和长钢筋放置到钢筋头焊接平台M2的其它夹具上,直至1号至4号夹具均被放置短钢筋和长钢筋。
(2)焊接机械手臂O1依次对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第一侧面进行焊接。
该步骤(2)具体包括:
Step10:钢筋头焊接平台M2的1号夹具固定长、短钢筋,焊接机械手臂O1开始工作;
Step11:焊接机械手臂O1从原始安全点,焊接手指旋转焊接角度;向下移动靠近钢筋头焊接平台M2的1号夹具,固定一个安全点,开始摆焊;即,对1号夹具内的短钢筋和长钢筋从第一侧面进行焊接;
Step13:焊接机械手臂O1摆焊结束,焊接机械手臂O1后退3-5cm,向上移动5-10cm,固定一个安全点;
Step14:焊接机械手臂O1移动至钢筋头焊接平台M2的2号夹具,固定一个安全点,开始摆焊;焊接机械手臂O1摆焊结束,后退3-5cm,向上移动5-10cm,固定一个安全点;
Step15:焊接机械手臂O1依次继续对3号夹具和4号夹具内的长、短钢筋进行摆焊。
说明:焊接机械手臂O1从1号夹具依次焊接至4号夹具,直至每个夹具内的短钢筋和长钢筋的第一侧面均完成焊接后,焊接机械手臂O1回到原始安全点,然后钢筋头焊接平台M2旋转180°。
(3)焊接机械手臂O2依次对钢筋头焊接平台M2上每个夹具内的短钢筋和长钢筋从第二侧面进行焊接,第二侧面与第一侧面相对;至此,得到焊接好的4个钢筋组合。
该步骤是在各夹具内长、短钢筋第一侧面焊接完毕,钢筋头焊接平台M2旋转180°后,焊接机械手臂O2开始工作,继续焊接各夹具内长、短钢筋夹缝的第二侧面。
该步骤(3)具体包括:
Step16:焊接机械手臂O2从原始安全点旋转焊接手指,旋转至焊接角度;
Step17:焊接机械手臂O2向下移动靠近钢筋头焊接平台M2的4号夹具,固定一个安全点;
Step18:焊接机械手臂O2缓慢移动致长、短钢筋夹缝之间1-2mm处,开始摆焊;
Step19:焊接机械手臂O2摆焊结束,焊接机械手臂O2后退3-5cm,向上移动5-10cm,固定一个安全点;
Step20:焊接机械手臂O2移动至钢筋头焊接平台M2的3号夹具,固定一个安全点;缓慢移动致长短钢筋夹缝之间1-2mm处,开始摆焊;摆焊结束,焊接机械手臂O2后退3-5cm,向上移动5-10cm,固定一个安全点;
Step21:焊接机械手臂O2继续对钢筋头焊接平台M2上2号和1号夹具内的长、短钢筋进行摆焊,直至每个夹具内的短钢筋和长钢筋的第二侧面均完成焊接后,焊接机械手臂O2回到原始安全点,同时各夹具松开焊接好的钢筋组合。
说明:焊接机械手臂O2焊接第三个夹具(即2号夹具)时,抓夹机械手臂T2即可开始工作。焊接机械手臂O2依次焊接完四个夹具后,回到原始安全点;同时各个夹具松开焊接好的钢筋组合。
(4)抓夹机械手臂T2从原材料钢板托盘F4处吸取一钢板,放置到钢板定位装置F1上进行定位,然后再次吸取定位好的钢板,放置到焊接变位机平台M1上。
该步骤(4)具体包括:
Step22:机械手臂T2从原始安全点移动至原材料钢板托盘F4的正上方,固定一个安全点,吸盘吸取钢板中心;
Step23:抓夹机械手臂T2回到原始安全点,后移动到钢板定位装置F1上方,固定一个安全点,缓慢放下钢板,抓夹机械手臂放回上一个安全点;
Step24:抓夹机械手臂T2再次吸取钢板,回到原始安全点,后移动到焊接变位机平台M1;
Step25:抓夹机械手臂T2缓慢放下钢板到焊接变位机平台M1上,后回到原始安全点。
(5)抓夹机械手臂T2执行多次抓取动作,每次从钢筋头焊接平台M2的一个夹具内抓取一焊接好的钢筋组合,移动到焊接变位机平台M1处,将钢筋组合插入到钢板的一个圆孔中,由焊接机械手臂O2移动到焊接变位机平台M1处,对钢板和钢筋组合从第一侧面进行焊接,直到4个钢筋组合分别被插入并焊接到钢板的四个圆孔中。
该步骤(5)具体包括:
Step26:抓夹机械手臂T2移动到钢筋头焊接平台M2的4号夹具的上方,固定一个安全点,T2向下移动正好可以夹住钢筋组合,固定一个抓取点;
Step27:抓夹机械手臂T2抓取焊接好的钢筋组合,回到上一个安全点,后回到原始安全点;
Step28:抓夹机械手臂T2移动到焊接变位机平台M1,固定一个安全点,将钢筋组合未焊接的一段垂直插到钢板的一个圆孔中;
Step29:焊接机械手臂O2从原始安全点旋转焊接角度,后移动到钢筋与钢板的交接缝中,距离1~3mm;
Step30:焊接机械手臂O2开始点焊,点焊结束,回到上一个安全点,等待抓夹机械手臂T2抓取钢筋组合;
Step31:抓夹机械手臂T2松开焊接在钢板上的钢筋组合,回到原始安全点,后移动到钢筋头焊接平台M2,固定一个安全点,缓慢向下移动至刚好抓取焊接的钢筋组合;
Step32:抓夹机械手臂T2移动至原始安全点,后移动到焊接变位机平台,垂直插入钢板上的圆孔中;
Step33:焊接机械手臂O2从原始安全点移动至钢筋组合与钢板交接处,固定一个安全点,后缓慢靠近交接缝隙,距离1~3mm;
Step34:焊接机械手臂O2开始点焊,焊接结束;回到原始安全点;
Step35:直到4个钢筋组合分别被插入并焊接到钢板的四个圆孔结束后。
(6)焊接变位机平台M1旋转180°,焊接机械手臂O3和O4开始工作,依次围绕钢板上的每个圆孔处的钢筋组合做圆弧焊接。
该步骤(6)具体包括:
Step36:焊接变位机平台M1旋转180°,焊接机械手臂O3和O4开始工作,各自从原始安全点旋转成焊接角度,后移动至钢筋组合与钢板交接处,固定一个安全点,缓慢靠近交接缝隙1~3mm;
Step37:焊接机械手臂O3和O4围绕钢筋组合做圆弧焊接;
Step38:依次焊接完钢板上的4个圆孔处的钢筋组合后,焊接机械手臂O3和O4回到原始安全点。
(7)焊接变位机平台M1旋转180°,抓夹机械手臂T2从焊接变位机平台M1上吸取焊接好钢筋组合的钢板,放置到成品托盘F2中。
该步骤(7)具体包括:
Step39:焊接变位机平台M1旋转180°;
Step40:抓夹机械手臂T2从原始安全点旋转成吸盘在下方,后移动到焊接变位机平台M1上钢板的正上方,固定安全点;
Step41:抓夹机械手臂T2缓慢向下移动吸住焊接好钢筋组合的钢板,后移动到原始安全点;
Step42:抓夹机械手臂T2移动到成品托盘F2上方,固定安全点,缓慢放下钢板,回到安全点;
Step43:抓夹机械手臂T2回到原始安全点。
接下来,还可以包括:
Step44:抓夹机械手臂T2移动至原材料钢板托盘F4上的钢板正上方,吸取下一块钢板继续进行焊接。
如上所述,本发明的幕墙钢件自动焊接方法,利用包括焊接机械手臂、抓夹机械手臂、焊接变位机平台、钢筋头焊接平台、自动送料机等机器人装置的幕墙钢件自动焊接系统,实现对幕墙钢件的自动上料、搬运和焊接,焊接件质量可靠,节省了人力,有助于降低人工成本,缩短加工周期,改善工人的工作环境,提高产品质量。
以上,通过具体实施例对本发明的技术方案进行了详细说明。在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其它实施例的相关描述。
应当理解,上述各实施例仅用以说明本发明的技术方案,而非对其限制;本领域的普通技术人员,可以对上述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和保护范围。
- 一种幕墙钢件自动焊接系统和方法
- 一种自动装配焊接系统及自动装配焊接方法