具有铆接壳体的烟火装置
文献发布时间:2023-06-19 12:02:28
本发明总体涉及旨在安装在机动车辆的烟火装置,例如烟火开关。
此类装置通常包括两个或若干个部分的壳体,该两个或若干个部分通过夹紧、螺栓或铆钉彼此紧固,以便包封烟火致动器。文献CN205943939示出了具有壳体的此类装置。继而,具有多个部分的壳体的此系统即具有存在弱点的缺点,因此难以提供良好的密封以及对操作期间由烟火致动器产生的压力的良好抗性。因此,其制造方法是复杂的,因为必须考虑部件的薄弱。文献EP0929090(A2)公开了一种烟火断路器,该烟火断路器具有铆接到壳体部分上的支撑托架。
本发明的目的是应对上文提及的背景技术文献的缺点,并且具体地首先提出一种具有若干部分的壳体的烟火装置,该烟火装置获得良好的密封和对操作压力的良好抗性,同时保持易于组装。
因此,本发明的第一方面涉及烟火开关,该烟火开关包括:
-壳体,该壳体由第一壳体部分和第二壳体部分形成;
-至少一个铆钉,该第一壳体部分通过该至少一个铆钉与该第二壳体部分铆接在一起(或铆接到该第二壳体部分上)以便形成该壳体;
-至少一个烟火致动器,该至少一个烟火致动器布置在该壳体中;
其特征在于:
该第一壳体部分或该第二壳体部分中的至少一者包括金属插件和包覆成型到该金属插件上的塑料主体,
该金属插件包括用于该铆钉的通道开口,
并且该铆钉与该金属插件的该通道开口接触。根据上文的实施方式,铆钉与金属插件接触,使得铆钉搁置在由具有抗性的金属制成的部件上。因此,塑料主体不接收铆接力或位置保持力。塑料件的薄弱不再是问题。
有利的是,铆钉一方面与第一壳体部分接触,并且另一方面与第二壳体部分接触。换句话讲,铆钉的第一端与第一壳体部分接触,并且铆钉的第二端与第二壳体部分接触。
有利的是,铆钉与通道开口的侧壁接触。即,铆钉的膨胀由金属插件的通道开口承受。
有利的是,铆钉的整个外周与通道开口的侧壁接触。因此,铆钉被最佳地保持。
有利的是,铆钉包括与具有通道开口的接触区域相对的基部,该基部具有垂直于铆钉的轴向方向的肩部,以便在第一壳体部分或第二壳体部分中的另一者上形成支撑件或形成用于该另一者的支撑件。此类带肩部的基部获得大的支撑表面,这因此限制了接触压力。垂直肩部防止在第一壳体部分或第二壳体部分中的另一者的开口中产生径向应力。
按照本专利申请中的惯例,基部形成铆钉尾部,并且在组装烟火开关之前已经形成。与基部相对,铆钉的头部最初是圆柱形的,以便插入通道开口中。在组装时,铆接工具使头部变形以变平和变宽。
有利的是,铆钉不与第一壳体部分或第二壳体部分中的包括金属插件的所述至少一者的塑料主体完全接触,金属插件具体地在壳体的位于金属插件和铆钉的基部之间的区域中具有与铆钉接触的通道开口。换句话讲,铆钉仅接触包括铆钉的壳体部分的金属插件。因此,由铆接操作产生的径向力首先并且主要由金属插件承受。铆钉的头部一旦变形,在铆钉的头部与壳体之间提供接触,或在该高度处提供凹部(例如沉孔)。
有利的是,在通道开口的高度处,金属插件具有通道,该通道具有小于围绕第一壳体部分或第二壳体部分中的包括金属插件的所述至少一者的铆钉的通道的尺寸。换句话讲,插件具有尺寸小于塑料主体的通道孔的通道孔,这确保铆钉不与塑料主体接触。这确保了铆钉在变形时首先接触金属插件。具体地,插件具有通道孔,该通道孔的直径小于在塑料主体中执行的直径。
有利的是,金属插件包括多个包覆成型开口,以便能够实现金属插件的两侧的塑料主体的包覆成型,并且使塑料主体的材料能够通过包覆成型开口实现连续。因此,塑料主体与金属插件紧密接合,并且制造方法(通常通过注射成型)仍然易于实施。
有利的是,铆钉的与通道开口接触的区域是在组装烟火开关时通过铆接操作而变形的区域。通常,铆接操作是压接操作、径向压接或径向铆接、或轨道压接或轨道铆接、或甚至旋转铆接。卡扣模具(相对于铆钉倾斜的圆柱形工具)被推到铆钉的头部上以通过塑性变形来将它压碎、变平和径向变宽。通过此操作,开口中的铆钉部分从大致圆柱形形状变为大致圆锥形形状。
有利的是,第一壳体部分或第二壳体部分中的包括具有与铆钉接触的通道开口的金属插件的所述至少一者之外的另一者仅经由诸如塑料材料的电绝缘材料与铆钉接触。
有利的是,第一壳体部分或第二壳体部分中的包括具有与铆钉接触的通道开口的金属插件的所述至少一者之外的另一者具有用于铆钉的另一个通道开口,并且在另一个通道开口的高度处不含金属插件。换句话讲,另一个壳体部分(其与铆钉的基部接触)完全由塑料制成,因为不需要插件。
有利的是,另一个通道开口具有大于金属插件的通道截面的通道截面。
有利的是,烟火开关包括穿过壳体并布置在第一壳体部分和第二壳体部分之间的电导体。
有利的是,电导体被夹置并压缩在第一壳体部分和第二壳体部分之间。因此,铆钉对电导体(夹置在第一壳体部分和第二壳体部分之间,它们自身通过铆钉彼此紧固)施加压缩力。
有利的是,电导体包括由铆钉穿过的通道开口。此外,由绝缘材料(例如包覆成型或附接的塑料)制成的环可设置在铆钉和电导体之间。
本发明的第二方面涉及机动车辆,该机动车辆包括根据本发明第一方面的烟火开关。
本发明的第三方面涉及制造根据本发明的第一方面的烟火开关的方法,该方法包括以下步骤:
-将第一壳体部分与第二壳体部分联接、组装或定位在一起,
-使铆钉的自由端穿过通道开口,
-通过压接操作使自由端变形,以便使铆钉在其整个外周上接触通道开口。
有利的是,使自由端变形的步骤足够长以便使自由端在通道开口的高度处径向变形,并且足够短以便不使铆钉的与自由端相对定位并且面向另一个通道开口的基部径向变形。
有利的是,在使自由端变形的步骤之前是由平坦化或朝向彼此压缩壳体部分组成的步骤。可使用被称为“坯件保持器”的工具,该工具安装在弹簧上并且与铆接工具(卡扣模具)同时下降,并且在铆接工具接触待压接或变形的铆钉之前接触壳体部分中的一者。
因此,以更一般的方式,本发明涉及烟火装置,该烟火装置包括:
-壳体,该壳体由第一壳体部分和第二壳体部分形成;
-至少一个铆钉,该第一壳体部分通过该至少一个铆钉铆接到该第二壳体部分上以便形成该壳体;
-至少一个烟火致动器,该至少一个烟火致动器布置在该壳体中;
其特征在于:
该第一壳体部分或该第二壳体部分中的至少一者包括金属插件和包覆成型到该金属插件上的塑料主体,
该金属插件包括用于该铆钉的通道开口,
并且该铆钉与该金属插件的该通道开口接触。
有利的是,烟火装置形成烟火开关。
通常,烟火开关可为用于切断电路、或用于闭合机动车辆的电路的元件。
通过阅读本发明的实施方案的详细描述,本发明的其他特征和优点将变得更加显而易见,本发明的实施方案以举例的方式提供,但绝不限于此,并通过附图进行了说明,其中:
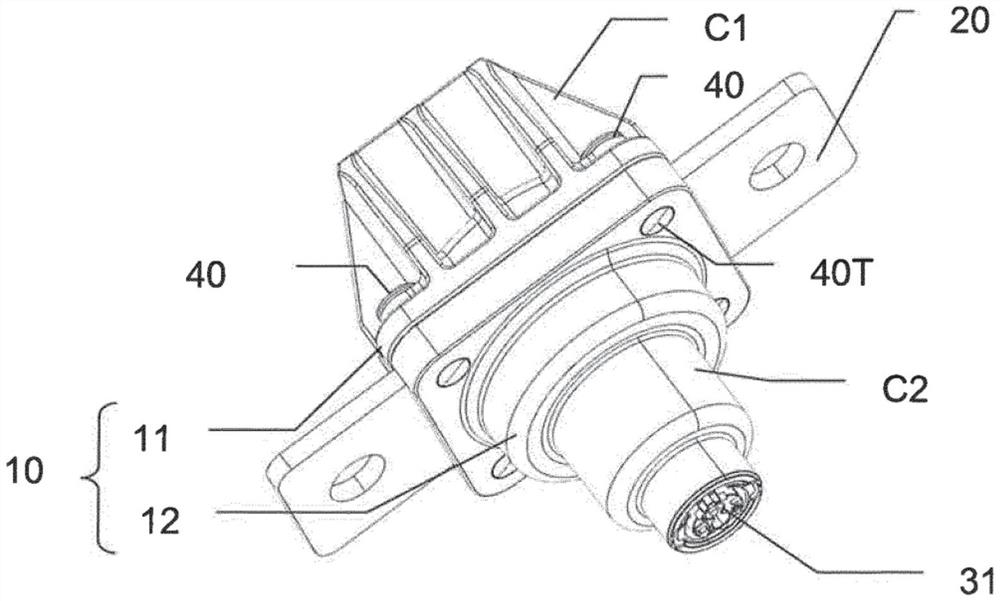
-图1描绘了根据本发明的烟火装置的透视图;
-图2描绘了图1的烟火装置的截面视图;
-图3描绘了图1的装置的另一个截面视图;
-图4描绘了图1的装置的金属插件的视图;
-图5描绘了处于第一制造阶段的图1的烟火装置的壳体的一部分的截面;
-图6描绘了处于第二制造阶段的图1的烟火装置的壳体的一部分的截面;
-图7描绘了图1的烟火装置的制造替代方案。
图1描绘了根据本发明的烟火装置的透视图,该烟火装置包括由第一壳体部分11和第二壳体部分12形成的壳体10。电导体20被夹置在第一壳体部分11和第二壳体部分12之间。
图1的下部部分示出了安装在壳体10中并示于图3中的烟火致动器32的连接接口31。
此图3示出了烟火装置的内部结构,烟火装置在本文中被布置成开关,该开关旨在在必要时切断电导体20(例如,在发生事故的情况下切断车辆的电源电路)。
为此目的,电导体20保持包覆成型的引导件21,该引导件形成其中放置冲头33的孔,并且该引导件与第二壳体部分12一起形成面向烟火致动器32的燃烧室C(烟火致动器本文中为电烟火点火器,但是如果需要,可考虑附加的烟火继电器)。在图3中,冲头33处于静止位置。
第一壳体部分11包括面向冲头33并且在电导体20的另一侧上的相反形式的部件34,该相反形式的部件可以被认为是砧座或模具。
因此有必要切断电导体20,点燃烟火致动器32,这导致燃烧室中的压力大幅增加,使得冲头33根据从静止位置朝向其中电导体20已被切断的最终位置的平移运动被推向图3的顶部。
考虑到烟火装置旨在甚至在若干年的使用寿命之后也能够操作,并且在操作中,预期几十巴或更大的压力,根据所描绘的示例,具有垫圈13和14的密封构件旨在位于第一壳体部分11、第二壳体部分12、引导部分21之间。密封垫圈15也旨在位于冲头33和第二壳体部分12之间。
因此,确保第一壳体部分11和第二壳体部分12之间的良好紧固被理解。然而,为了确保良好的电绝缘,还必须提供的是使壳体10在例如电导体20和车辆的质量块之间不导电。为了满足此最后条件,每个壳体部分11和12具有塑料主体C1或C2。为了满足此紧固条件,借助于图1和图2所示的铆钉40,预期将壳体部分11和12铆接在一起。在组装壳体之前,并且通过组装壳体确保电导体20的有效维护和装置的密封,第一壳体部分11和第二壳体部分12不接触。
图2描绘了铆钉40的高度处的截面以示出组件。具体地,旨在将金属插件16布置在第二壳体部分12中,以便限制此第二壳体部分12的塑料主体上的应力。
铆钉40是带肩部的铆钉。即,在铆接之前,它们具有基部40E和圆柱形主体,以便能够插入到每个壳体部分11和12中,该壳体部分具有用于铆钉40的通道开口。然后,每个铆钉40在其头部40T的高度处变形以便完成组装,从而确保装置的密封并防止所有后续拆卸。根据此实施方式,头部40T被埋置在第二壳体部分12的表面下方或与其齐平。
在实践中,在此铆接操作期间,每个铆钉40的基部40E紧靠基部工具,并且可根据特定运动而移动以便相对于铆钉40的轴线至少暂时倾斜的卡扣模具(铆接工具)接触铆钉40的头部40T以便在其上施加竖直力,以便通过卡扣模具的旋转和/或摆动运动通过塑性变形来压碎和加宽头部40T。
铆接操作致使头部40T变形,以便确保第二壳体部分12的轴向停止,而不使铆钉40的整个圆柱形部分即在基部40E的高度处变形。
如图2所见,第二壳体部分12的塑料主体C2具有大于金属插件16的通道开口的通道开口,使得铆钉40在头部40E的高度处仅经由金属插件16接触第二壳体部分12。因此,铆钉40不向塑料主体C2施加径向力。因此避免了塑料破裂、破损、损坏的风险。换句话讲,塑料主体C1和C2中铆钉40的通道直径大于金属插件16中的通道直径。
此实施方式确保铆钉40仅经由金属插件16接触第二壳体部分12,并且其柄部的直径的膨胀不导致铆钉40与塑料主体C1或C2中的一者或另一者接触。
此外,由于铆钉40在其基部40E的高度处不变形,因此根据优选的和任选的实施方式,不必在第一壳体部分11中提供金属插件以便抵抗铆接操作。因此,根据此实施方式,第一壳体部分仅由塑料主体C1组成。
图4示出了金属插件16的示例,该金属插件具有孔16T(在图4、图5和图6中可见),以便实现第二壳体部分12的塑料主体C2的塑料材料的连续,以便促进包覆成型操作并获得实心塑料主体C2。
金属插件16可以由DC04-1.0338类型的冲压钢制成(Re:210MPa至220MPa,Rm:270MPa至350MPa,A%>38%)。
第一壳体部分11的塑料主体C1可由诸如聚酰胺(PA、PA6.6、PA6.12)或聚甲醛(POM)的聚合物制成,任选地例如按重量计以25%至35%的比例充载诸如玻璃纤维的加强纤维。铆钉40可由具有明显断裂伸长率(例如,A%>20%)的钢、铜、铝制成。
对于第二壳体部分12,其由两种塑料材料制成:由第一塑料材料制成的第一部分12a和由第二塑料材料制成的第二部分12B。
因此,连接接口31在第二壳体部分12的第二部分12B中执行,第二部分由第二塑料材料制成,并且可使用例如聚酰胺(PA、PA6、PA6-12、PA6-6),并且其包含按重量计介于10%和50%之间的增强纤维,例如玻璃纤维。具体地,可选择具有按重量计30%的玻璃纤维的聚酰胺PA6。因此,可提供小尺寸但在连接接口31的高度处精确的形状(凹槽、凹部),所选择的第二塑料材料易于注射到具有复杂形状的模具中。此外,所选择的第二材料也可正确地耐受由于添加的增强纤维而存在于燃烧室C中的压力。
此外,第二壳体部分12的由第一塑料材料制成的第一部分12A可旨在在开关的操作中暴露于其中形成电弧的介质。根据图的此类情况,第一塑料材料的一部分被布置成通过烧蚀移除,并且第一塑料材料选自聚邻苯二甲酰胺(PPA)、聚甲醛(POM)、聚(甲基丙烯酸甲酯)(PMMA)。
图5示出了在第一注射成型操作之后的第二壳体部分12,在第一注射成型操作期间,第一部分12A已用第一塑料材料注射成型。
图6表示在第二注射成型操作之后的第二壳体部分12,在第二注射成型操作期间,第二部分12B已用第二塑料材料注射成型。
图5还示出了第一塑料材料被模制到金属插件16的肩部的高度,其中金属插件16的两侧之间具有极限F的偏移。实际上,(图5中金属插件16的下侧的)下限Fi具有小于另一侧的上限Fs的内径。该构造提供若干益处。实际上,金属插件16的肩部不含孔,并且结合极限的偏移,这使得能够获得第二壳体部分12的良好刚度和弱变形。这限制了破损、分层和破裂的风险。
还可提及的是,用于第二塑料材料的第二注射成型操作的制造模具可以在极限F的高度处搁置在第一塑料材料的表面12As和/或12Ai上,这也简化了制造。
关于金属插件16,金属插件具有在图4、图5和图7中可见的孔16T,该孔包括孔16T1和16T2(这些孔各自专用于使第一塑料材料和第二塑料材料分别连续)。最后,金属插件16在其示于图6中的下部部分中包括肩部16E,该肩部具有用于烟火致动器32的通道孔16P(为清楚起见,烟火致动器在图3中可见而在图6中不可见)。肩部16E不含除通道孔16P之外的孔或凹部,以便在操作期间(即,由于燃烧室C中的压力)对此区域中存在的力和应力具有合适的抗性。
图7描绘了制造替代方案,由此首先注射第二塑料材料。同时,极限F仍然包括金属插件16的两侧与具有连续周边的支撑表面12Bs、12Bi之间的偏移(Fs,Fi),以在制造模具上获得密封的支撑以用于后续的包覆成型操作。
应当理解,在不脱离本发明范围的情况下,可对本说明书中描述的本发明的不同实施方案进行对本领域技术人员而言显而易见的不同修改和/或改进。
- 具有铆接壳体的烟火装置
- 具有塑料壳体的烟火装置