一种激光焊接锡球密封锂离子电池注液孔的方法
文献发布时间:2023-06-19 12:10:19
技术领域
本发明涉及锂离子电池技术领域,尤其涉及一种激光焊接锡球密封锂离子电池注液孔的方法。
背景技术
目前,锂离子电池注液孔的密封方法主要采用钢珠密封的方式,即在注液孔上方放入一个钢珠,使用砸平工装将钢珠砸入注液孔中,其中钢珠为圆球形,不锈钢材质,注液孔为圆筒形,铝材质。这种密封方法存在的问题主要有:(1)、钢珠与注液孔的接触面为直线,接触面积不足,存在钢珠脱落造成漏液的风险;(2)、钢珠的硬度大于注液孔硬度,钢珠出现砸偏时会将注液孔挤变形造成漏液,影响电池安全。
发明内容
基于背景技术存在的技术问题,本发明提出了一种激光焊接锡球密封锂离子电池注液孔的方法。
本发明提出的一种激光焊接锡球密封锂离子电池注液孔的方法,包括:在保护气氛下采用激光熔化将锡球融化,并施加气压,使融化的锡球在重力的作用下落入注液孔中,将注液孔填满,待锡球冷却,即可。
所述激光焊接锡球密封锂离子电池注液孔的方法,包括以下步骤:
S1、提供激光焊接锡球装置,包括具有中空腔体的激光头,所述激光头腔体的顶端设有激光发射器,底端设有发射口,侧壁设有锡球进料通道和进气口;
移动锂离子电池,使激光焊接锡球装置的发射口位于锂离子电池注液孔的正上方,通过锡球进料通道将锡球送入激光头腔体内,使其卡在发射口位置;
S2、通过进气口向激光头腔体内通入氮气加压,使腔体内为正压状态;
S3、启动激光发射器发射激光光束,将锡球融化,融化后的锡球在气压和重力的作用下落入注液孔中,将注液孔填满,待锡球冷却,即可。
优选地,所述锡球的直径大于发射口的直径。
优选地,所述锡球的体积大于注液孔的体积。
优选地,所述激光头为锥形,所述注液孔为倒圆台形。
优选地,所述进气口通过管道与氮气供气系统连接。
优选地,所述锡球进料通道与锡球自动上料系统连接。
优选地,所述步骤S3中,待锡球冷却后,在其表面涂覆密封胶,固化形成密封胶层,即可。
优选地,所述密封胶为UV密封胶,固化方法为紫外光照射固化。
本发明的有益效果如下:
本发明采用激光焊接锡球装置对注液孔进行密封,通过发射激光,使锡球加热融化,并在锡球融化过程中通入氮气加压维持正压状态,可以在气压和重力的作用下使融化的锡球落入注液孔中,将注液孔填满,待锡球冷却后与注液孔内壁进行粘接,起到密封效果,氮气还起到保护作用,防止融化过程中锡球氧化。进一步地,通过在冷却后的锡球表面涂覆密封胶,固化形成密封胶层,可以对锡球进行保护,防止氧化,改善密封效果。本发明的注液孔密封方法采用锡球融化填充的方式密封注液孔,不仅可以增大填充物与注液孔的接触面积,而且融化的锡与铝粘接后更牢固,稳定性更高,可以改善目前钢珠密封效果差的问题,提高密封效果,流程简单、容易实现。
附图说明
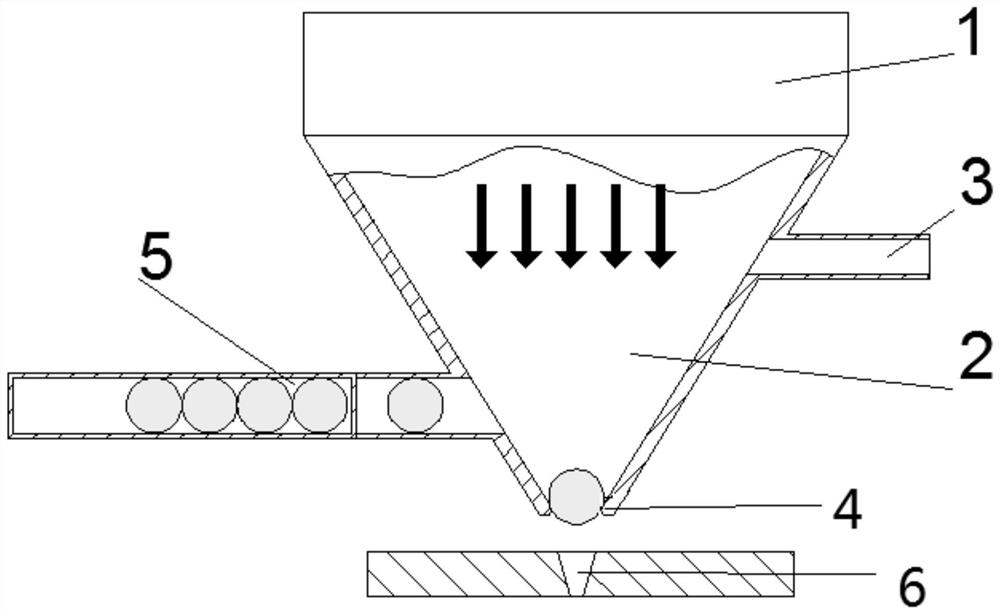
图1为本发明提出的方法所采用的的激光焊接锡球装置示意图。
图2为锂离子电池注液孔位置示意图。
图3为锡球密封后的注液孔示意图。
具体实施方式
下面,通过具体实施例对本发明的技术方案进行详细说明。
实施例1
如图1所示,图1为本发明提出的方法所采用的的激光焊接锡球装置示意图。
参照图1,本发明提出的激光焊接锡球密封锂离子电池注液孔方法,包括下述步骤:
S1、提供激光焊接锡球装置,包括具有中空腔体的锥形激光头2,所述激光头2腔体的顶端设有激光发射器1,底端设有发射口4,侧壁设有锡球进料通道5和进气口3,进气口3通过管道与氮气供气系统连接,锡球进料通道5与锡球自动上料系统连接;
移动锂离子电池,使激光焊接锡球装置的发射口4位于锂离子电池注液孔6的正上方,通过锡球进料通道5将锡球送入激光头2的腔体内,使其卡在发射口4的位置,锡球的直径大于发射口4的直径;
S2、启动氮气供气系统,通过进气口3向激光头2的腔体内通入氮气加压,使腔体内为正压状态;
S3、启动激光发射器1发射激光光束,将锡球融化,融化后的锡球在气压和重力的作用下落入注液孔6中,将注液孔6填满,待锡球冷却,在其表面涂覆UV密封胶,紫外光照射固化形成密封胶层,即可。
其中,注液孔6为倒圆台形,其体积计算公式为V
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种激光焊接锡球密封锂离子电池注液孔的方法
- 金属壳锂离子电池注液后定容前注液孔密封塞