用于扣合的机械臂和用于扣合的装置
文献发布时间:2023-06-19 12:14:58
技术领域
本申请涉及空调装配技术领域,尤其涉及一种用于扣合的机械臂和用于扣合的装置。
背景技术
目前空调行业中,格栅零件的预装生产模式均为人工手动进行,需员工先将格栅扣合到零件上,并按压四周6个卡扣,使格栅嵌入外罩,再使用辅助工具“细棍”轻轻上挑一下,完成格栅的扣合作业,通过人工进行预装,造成生产效率低且质量稳定性差。
发明内容
为克服相关技术中存在的问题,本申请提供一种用于扣合的机械臂,该用于扣合的机械臂,能够实现空调格栅和外罩的自动扣合,提高生产效率和质量稳定性。
本申请第一方面提供一种用于扣合的机械臂,包括:
机械手臂和夹具体;
该夹具体与该机械手臂的末端连接;
该夹具体包括:中心夹爪部和外围扣合部;
该外围扣合部包括:扣合驱动件、连接件和M个扣合臂,该M为大于或等于2的整数;
M个该扣合臂分别设置在该连接件的四周;
该连接件包括相互平行的抓取连接面和机械手臂连接面,该中心夹爪部设置在该抓取连接面上,该中心夹爪部用于抓取待扣合件;
该扣合驱动件为M个该扣合臂提供垂直于该抓取连接面的扣合力。
在第一方面的第一种可能实现的机械臂中,该外围扣合部还包括:M个扣合块;
M个该扣合块分别与M个该扣合臂的末端连接;
该中心夹爪部包括:N个夹爪和抓取驱动件,该N为大于或等于2的整数;
该抓取驱动件设置在该N个夹爪的中心,用于驱动该N个夹爪伸缩;
该扣合臂和该连接件形成星形结构。
结合第一方面的第一种可能实现的机械臂,在第二种可能实现的机械臂中,该夹爪为直角形状或倒勾形状;
N个该夹爪设置为圆形均匀排布;
M个该扣合臂为圆形均匀排布;
该抓取驱动件用于驱动N个该夹爪同时伸缩,该扣合驱动件用于驱动M个该扣合块在该扣合力方向上同时伸缩。
结合第一方面的第一或第二种可能实现的机械臂,在第三种可能实现的机械臂中,该夹爪包括:K个尖角凸起,该K个尖角凸起之间存在间隙,该K个尖角凸起平齐排布,该K为大于或等于2的整数。
结合第一方面的第三种可能实现的机械臂,在第四种可能实现的机械臂中,
该扣合块的侧面为直角梯形,该侧面为该扣合块上与该扣合臂的长中心线平行的侧面;
该扣合驱动件为双轴气缸;
该扣合块通过该双轴气缸与该扣合臂的末端连接;
该直角梯形的斜腰所在面与该双轴气缸的双轴连接;
该M个扣合块的该直角梯形的直腰所在面均位于同一平面上
该直角梯形的上底所在面靠近该连接件。
结合第一方面的第一或第二种可能实现的机械臂,在第五种可能实现的机械臂中,该扣合块的扣合面与该待扣合件相适配,该扣合面为该扣合块与该待扣合件直接接触的面。
结合第一方面的第三种可能实现的机械臂,在第六种可能实现的机械臂中,该夹具体还包括:中心顶撑部,该中心顶撑部设置在该中心夹爪部的中心,用于辅助扣合;
该中心顶撑部包括压紧平面,该中心顶撑部的高度小于该尖角凸起的高度;
该外围扣合部还包括:限位插销和探针式检测开关;
该限位插销设置在该扣合臂末端,该限位插销在该机械手臂的旋转作用下带动该待扣合件发生旋转;
该探针式检测开关与该扣合臂连接,该探针式检测开关用于检测该待扣合件是否扣合成功。
本申请第二方面提供一种用于扣合的装置,包括:。
第一定位工装、第二定位工装以及第一方面任一该的用于扣合的机械臂;
该第一定位工装用于将第一待扣合件固定在第一位置,该第二定位工装用于将第二待扣合件固定在第二位置,该第一位置和该第二位置设置在该用于扣合的机械臂的工作范围内;
该用于扣合的机械臂用于将第一待扣合件抓取并移动到待扣合位置与第二待扣合件扣合。
在第二方面的第一种可能实现的装置中,该第二定位工装设置有底板和限宽定位板;
该底板上设置有中心定位凸起,该中心定位凸起与该第二待扣合件上用于安装该第一待扣合件的安装工位相适配;
该限宽定位板之间的距离与该第二待扣合件的宽度相适配;
该第一定位工装设置有底部限位板和侧边限位板;
该底部限位板设置有限位凸块和限位凹槽;
该侧边限位板设置有阶梯凹槽。
在第二方面的第二种可能实现的装置中,还包括:
双层循环回流式传输线;
该双层循环回流式传输线用于将固定有该第二待扣合件的该第二定位工装从上一工序加工位运输到与该第二位置对应的待装配位置,并将扣合完成后的该第二定位工装运输到下一工序加工位;
该双层循环回流式传输线包括:预装层和回流层;
所述双层循环回流式传输线的两端设置有升降推送装置,用于实现所述第二定位工装在所述预装层和所述回流层之间的循环回流;
所述预装层用于将扣合完成后的所述第二定位工装运输至其中一个升降推送装置,所述回流层用于将来自该升降装置的第二定位工装回流至另一个升降推送装置;
所述预装层设置有阻挡器和行程开关;
该行程开关在该第二定位工装到达该待装配位置时,会给该阻挡器发送一个阻挡信号;
该阻挡器在接受到该阻挡信号后,会将该第二定位工装阻挡在该待装配位置。
在第二方面的第三种可能实现的装置中,该中心定位凸起包括H个圆形凸起,该H个圆形凸起与不同规格的该安装工位相适配,该H为大于或等于2的整数;
该限宽定位板的顶端设置有倒角,该倒角用于保证该第二待扣合件准确滑入该第二位置;
该限宽定位板设置有凹槽。
结合第二方面的第二种可能实现的装置,在第四种可能实现的装置中,该阻挡器包括第一阻挡器和第二阻挡器,该阻挡器设置有阻挡杆和第一滚轮;
该阻挡杆在接收到该阻挡信号后,会发生伸出,使连接在该阻挡杆末端的该第一滚轮与该第二定位工装的发生接触实现阻挡;
该行程开关包括第一行程开关和第二行程开关,该行程开关设置有传动杆和第二滚轮;
该第二滚轮与该传动杆连接,该第二定位工装传输到该待装配位置时,会与该第二滚轮发生接触从而使得该传动杆产生位移,进而使得该行程开关内的线路闭合,产生该阻挡信号。
本申请提供的技术方案可以包括以下有益效果:
用于扣合的机械臂,设置有:机械手臂和夹具体;夹具体与机械手臂的末端连接;夹具体包括:中心夹爪部和外围扣合部;外围扣合部包括:扣合驱动件、连接件和M个扣合臂,M为大于或等于2的整数;M个扣合臂分别设置在连接件的四周;连接件包括相互平行的抓取连接面和机械手臂连接面,中心夹爪部设置在抓取连接面上,中心夹爪部用于抓取待扣合件;扣合驱动件为M个扣合臂提供垂直于抓取连接面的扣合力。通过中心夹爪部实现对格栅的稳定抓取,并移动到待扣合位置后,通过扣合驱动件提供的扣合力推动格栅进入扣合位置实现扣合,通过该用于扣合的机械手臂,实现自动化扣合,提高了生产效率和质量稳定性。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
附图说明
通过结合附图对本申请示例性实施方式进行更详细的描述,本申请的上述以及其它目的、特征和优势将变得更加明显,其中,在本申请示例性实施方式中,相同的参考标号通常代表相同部件。
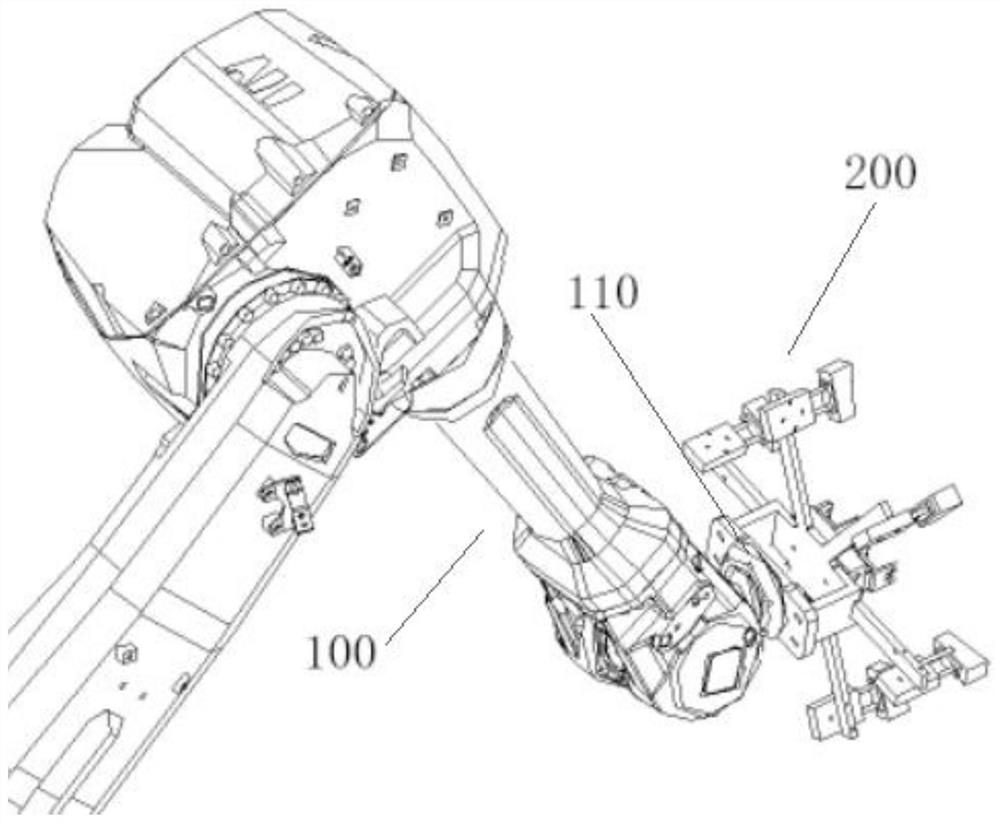
图1是本申请实施例示出的用于扣合的机械臂的结构示意图;
图2是本申请实施例示出的用于夹具体的结构示意图;
图3是本申请实施例示出的用于夹具体的另一结构示意图;
图4是本申请实施例示出的用于扣合的装置的结构示意图;
图5是本申请实施例示出的第一定位工装的结构示意图;
图6是本申请实施例示出的第二定位工装的结构示意图;
图7是本申请实施例示出的双层循环回流式传输线的结构示意图;
图8是本申请实施例示出的行程开关和阻挡器的结构示意图;
图9是本申请实施例示出的第一定位工装的细节结构示意图;
图10是本申请实施例示出的第一定位工装用于固定格栅时的结构示意图;
图11是本申请实施例示出的第二定位工装用于固定外罩时的结构示意图。
具体实施方式
下面将参照附图更详细地描述本申请的优选实施方式。虽然附图中显示了本申请的优选实施方式,然而应该理解,可以以各种形式实现本申请而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本申请更加透彻和完整,并且能够将本申请的范围完整地传达给本领域的技术人员。
在本申请使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本申请。在本申请和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
应当理解,尽管在本申请可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本申请范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
现有的空调装配工序中,空调的格栅和外罩的扣合是通过人工手动进行的,而通过人工进行预装,造成生产效率低且质量稳定性差。
针对上述问题,本申请实施例提供一种用于扣合的机械臂,能够提高扣合作业的生产效率和质量稳定性。
以下结合附图详细描述本申请实施例的技术方案。
图1是本申请实施例示出的用于扣合的机械臂的结构示意图;
图2是本申请实施例示出的夹具体的结构示意图;
图3是本申请实施例示出的夹具体的另一结构示意图;
参见图1至3,该用于扣合的机械臂在本申请实施例中包括:机械手臂100和夹具体200;夹具体200与机械手臂100的末端连接;夹具体200包括:中心夹爪部210和外围扣合部220;外围扣合部220包括:扣合驱动件221、连接件222和M个扣合臂223,M为大于或等于2的整数;M个扣合臂223分别设置在连接件222的四周;连接件222包括相互平行的抓取连接面2221和机械手臂连接面2222,中心夹爪部210设置在抓取连接面2221上,中心夹爪部210用于抓取待扣合件;扣合驱动件221为M个扣合臂223提供垂直于抓取连接面2221的扣合力。
可选的,一种可能实现的夹具体:设置有连接板240,连接板240上开有通孔或螺纹孔,一部分孔位与机械手臂100末端的夹具安装部110的孔位相适配,用于通过螺栓将夹具体200连接固定在机械手臂100的末端;一部分孔位与连接件222上的连接孔位相适配,用于与连接件222连接,实现连接板240与外围扣合部220的连接固定。
可选的,一种可能实现的连接件:连接件222为凹形结构,其中凹形结构的两侧凸起部分2223的顶面即机械手臂连接面2222用于与连接板240连接,凹形结构的凹槽底面2224设置有用于与中心夹爪部210连接的连接孔,凹形结构底面就是抓取连接面2221,中心夹爪部210与该面贴合连接。凹形结构底部的侧面2225用于与扣合臂223连接,扣合臂223分布连接在凹形结构底部的四个侧面2225上。
优化的,一种可能实现的外围扣合部:包括M个扣合块224;M个所述扣合块分别与M个所述扣合臂223的末端连接;
为了实现更好地扣合,在每个扣合臂的末端都设置一个扣合块,通过扣合驱动件为每个扣合块提供扣合力推动扣合件进行扣合。
进一步优化的,一种可能实现的外围扣合部:所述扣合块的侧面2241为直角梯形,所述侧面为所述扣合块上与所述扣合臂的长中心线平行的侧面;
所述M个扣合块224的所述直角梯形的直腰所在面2244设置在同一平面上;
所述扣合驱动件221用于驱动M个所述扣合块224在所述扣合力方向上同时伸缩;
所述扣合驱动件221为双轴气缸;
所述扣合块通过所述双轴气缸与所述扣合臂223的末端连接;
所述直角梯形的斜腰所在面与所述双轴气缸的双轴连接;
所述直角梯形的上底所在面2242靠近所述连接件。
扣合块为直角梯形体(可理解为由直角梯形拉伸得到的具有厚度的直角梯形),通过双轴气缸221与扣合臂223进行连接,双轴气缸的缸体2212与扣合臂垂直连接,双轴气缸的双轴2211轴心线所在平面与扣合臂平行,双轴气缸的双轴与直角梯形体的斜腰所在面2243连接,连接后需保证每个直角梯形体的直腰所在面2244都在同一平面上,且扣合块的直角梯形侧面2241与扣合臂223的长中心线平行,直角梯形体的上底面2242靠近连接件,需要扣合时,扣合臂223上的双轴气缸221同时为与其连接的扣合块224提供扣合力推动待扣合件发生扣合。
优化的,一种可能实现的扣合块:所述扣合块224的扣合面与所述待扣合件相适配,所述扣合面为所述扣合块224与所述待扣合件直接接触的面;
当待扣合件与扣合块224的接触面的形状不规则时,可将扣合块的扣合面设计成与接触面相适配,保证待扣合件在在被扣合时受力均匀。
具体的,一种可能实现的中心夹爪部:所述中心夹爪部210包括N个夹爪211和抓取驱动件212,所述N为大于或等于2的整数;
所述抓取驱动件212设置在所述N个夹爪211的中心,用于驱动所述N个夹爪211伸缩;
所述夹爪211为直角形状或倒勾形状;
N个所述夹爪211设置为圆形均匀排布;
所述夹爪211包括:K个尖角凸起2111,所述K个尖角凸起之间存在间隙,所述K个尖角凸起平齐排布,所述K为大于或等于2的整数;
所述抓取驱动件212用于驱动N个所述夹爪211同时伸缩;
抓取驱动件212的连接面2121与抓取连接面2221连接,抓取驱动件的驱动面2122设置有驱动滑块21221,驱动滑块21221与夹爪211连接,通过驱动滑块21221的滑动带动夹爪211进行收缩。为了能实现对待扣合件的抓取,中心夹爪部设置由2个以上的夹爪,夹爪可设计成直角形状或倒钩形状,以直角形状为例进行说明:一直角边所在部分用于与抓取驱动件连接,另一直角边所在部分用于插入待扣合件,为了能稳定地抓取,在短直角边所在部分设置2个以上的尖角凸起,尖角凸起之间存在间隙,尖角凸起平齐排布,间隙由凸起的顶部向底部逐渐变小,渐变的间隙可以在夹爪插入待扣合件后对其产生一定的夹紧力。间隙的实际大小根据待扣合件的形状尺寸确定,如待扣合件为空调格栅,需要对空调格栅进行抓取,则最大间隙应该设计成大于格栅栅条的尺寸,最小间隙小于格栅栅条的尺寸。在尖角凸起插入待扣合件后,抓取驱动件同时驱动多个夹爪向内收缩,因为夹爪为圆形均匀排布,即每个夹爪之间的角度差相等,所以多个夹爪会同时对待扣合件产生指向待扣合件中心的压紧力,以及夹爪和待扣合件之间接触产生的摩擦力,通过这两个力的同时作用实现对待扣合件的稳定抓取。
优化的,一种可能实现的外围扣合部:所述扣合臂223和所述连接件222形成星形结构;
M个所述扣合臂223为圆形均匀排布;
星形结构具有一个中心,中心的四周连接多个分支,中心和多个分支都设置在同一平面。
扣合臂223和连接件222形成星形结构是为了待扣合件在扣合时整体受力均匀,每个扣合臂的末端应与卡扣(卡口)的位置相对应,不能将扣合力集中在待扣合件的某一区域,当待扣合件为圆形结构时最优的设计方式是扣合臂223围绕连接件222圆形均匀排布,即相邻扣合臂223之间的角度差都相等,且扣合臂的末端与卡扣(卡口)的位置相对应,这样能提供均匀且准确的扣合力。
可选的,一种可能实现的夹具体:所述夹具体200还包括:中心顶撑部230,所述中心顶撑部230设置在所述中心夹爪部210的中心,用于辅助扣合;
所述中心顶撑部230包括压紧平面231,所述中心顶撑部230的高度小于所述尖角凸起2111的高度;
所述外围扣合部还包括:限位插销225和探针式检测开关226;
所述限位插销225设置在所述扣合臂223末端,所述限位插销225在所述机械手臂100的旋转作用下带动所述待扣合件发生旋转;
所述探针式检测开关226与所述扣合臂223连接,所述探针式检测开关用于检测所述待扣合件是否扣合成功;
中心顶撑部230设置有四个支撑脚232和与四个支撑脚连接的压紧平面231,四个支撑脚232与抓取驱动件的驱动面2122连接,压紧平面用于直接压紧待扣合件的中心区域,辅助扣合,压紧平面231的高度要设置的小于尖角凸起的高度,保证不会阻碍尖角凸起2111插入待扣合件,四个支撑脚232之间所形成的镂空空间用于保证驱动滑块21221在驱动面2122上的滑动不受阻碍。
示例性的:中心夹爪部上的抓取驱动件对称设置有两个驱动滑块,每个滑块上连接一个直角形状的夹爪,每个夹爪上设置三个平齐排布的尖角凸起,该示出的结构适用于将抓取圆形结构的空调格栅,抓取过程为:夹爪上的尖角凸起伸入格栅中部“圆盘”周围的缝隙中后,抓取驱动件驱动驱动滑块向内滑动,带动两个夹爪同时向内收缩,夹住格栅,实现抓取。
连接件为凹形结构,其两侧的凸起部分开有连接孔,通过螺栓与为长方体结构的连接板连接,其凹槽底部(凹槽底面和凹槽结构底面之间的区域)的侧面均匀连接着6根为长方体杆柱形的扣合臂,扣合臂末端到连接件中心的距离相等;每个扣合臂末端的侧面垂直连接一个双轴气缸,每个双轴气缸的双轴末端都连接一个为软胶垫的扣合块。该示出的结构适用于将圆形结构的空调格栅扣合进外罩,在扣合格栅的过程中,双轴气缸会先伸缩动作2次,最后按压至行程最大,此套“拍、按”格栅的动作可将格栅卡扣拍入外罩卡口内,结合中心顶撑部辅助按紧格栅的作用,实现格栅于外罩的紧密接触,在按紧格栅的同时,再通过机械手臂做适当角度的旋转动作,从而带动2根可刚好伸入格栅间隙内的限位插销推动格栅旋转完成扣合作业。再通过与扣合臂连接的探针式检测开关对外罩上的孔位进行探测,若扣合到位,预装孔会露出,检测无信号,识别为扣合成功,若扣合不到位,格栅会遮挡预装孔,检测有信号,识别为扣合不成功,实现了格栅扣合后的质量检测,实现不合格品的检出并报警。
本申请实施例提供的用于扣合的机械臂,设置有:机械手臂和夹具体;夹具体与机械手臂的末端连接;夹具体包括:中心夹爪部和外围扣合部;外围扣合部包括:扣合驱动件、连接件和M个扣合臂,M为大于或等于2的整数;M个扣合臂分别设置在连接件的四周;连接件包括相互平行的抓取连接面和机械手臂连接面,中心夹爪部设置在抓取连接面上,中心夹爪部用于抓取待扣合件;扣合驱动件为M个扣合臂提供垂直于抓取连接面的扣合力。通过中心夹爪部实现对格栅的稳定抓取,并移动到待扣合位置后,通过扣合驱动件提供的扣合力推动格栅进入扣合位置实现扣合,通过该用于扣合的机械手臂,实现自动化扣合,提高了生产效率和质量稳定性。
为了更好地理解本技术方案,以下提供一个用于扣合的装置的实施例,在本申请实施例中通过用于扣合的机械臂实现空调格栅和外罩的扣合进行示例性说明。
图4是本申请实施例示出的用于扣合的装置的结构示意图;
图5是本申请实施例示出的第一定位工装的结构示意图;
图6是本申请实施例示出的第二定位工装的结构示意图;
图7是本申请实施例示出的双层循环回流式传输线的结构示意图;
图8是本申请实施例示出的行程开关和阻挡器的结构示意图;
图9是本申请实施例示出的第一定位工装的细节结构示意图;
图10是本申请实施例示出的第一定位工装用于固定格栅时的结构示意图;
图11是本申请实施例示出的第二定位工装用于固定外罩时的结构示意图
参见图4至11,该用于扣合的机械臂在本申请实施例中包括:第一定位工装300、第二定位工装400以及实施例中示出的任一用于扣合的机械臂;
所述第一定位工装用于将第一待扣合件固定在第一位置,所述第二定位工装用于将第二待扣合件固定在第二位置,所述第一位置和所述第二位置设置在所述用于扣合的机械臂的工作范围内;
所述用于扣合的机械臂用于将第一待扣合件抓取并移动到待扣合位置与第二待扣合件扣合。
在本申请实施例中,根据格栅的形状特点为其设计一个可以将其以固定特定位置(第一位置)的工装(第一定位工装);根据外罩的形状特点为其设计一个可以将其固定在指定位置(第二位置)的工装(第二定位工装),然后将第一和第二位置的坐标输入到用于扣合的机械臂的控制系统中,用于扣合的机械臂在得到坐标后,通过中心夹爪部从第一位置抓取格栅并移动到与第二位置相对应的待扣合位置,通过外围扣合部所提供的扣合力将格栅推进扣合位置实现扣合。
具体的,一种可能实现的第二定位工装:设置有底板401和限宽定位板402;
所述底板401上设置有中心定位凸起4011,所述中心定位凸起4011与所述第二待扣合件上用于安装所述第一待扣合件的安装工位相适配;
所述限宽定位板402之间的距离与所述第二待扣合件的宽度相适配;
因为外罩700有一个用于安装格栅600的圆孔,且整体为一个矩形板,所以将第二定位工装设置成一个凹形结构,凹形底部即底板,凹形结构两边的凸起部分即限宽定位板,在底板上设置有中心定位凸起,中心定位凸起为圆形凸起,圆形凸起的尺寸与外罩上的圆孔相适配限宽定位板之间的距离与外罩的宽度相匹配,如此中心定位凸起限定了外罩移动自由度,两块限宽定位板限定了外罩的旋转自由度,两者结合实现了对外罩的固定,将外罩装上第二定位工装后,再将第二定位工装固定到与第二位置相对应的待装配位置,即可实现将外罩700固定在第二位置。
优化的,一种可能实现的第二定位工装:所述中心定位凸起包括H个圆形凸起,所述H个圆形凸起与不同规格的所述安装工位相适配,所述H为大于或等于2的整数;
当外罩700的外轮廓尺寸相同,而需要扣合的格栅600的尺寸不相同时,为了提高第二定位工装的通用性,将第二定位工装的中心定位凸起设置成阶梯型圆形凸起由多个不同尺寸的圆形凸起组成,圆形凸起的直径越小高度就越高且越靠近中心定位凸起的中心,圆形凸起的直径越大高度就越矮越远离中心定位的中心,且中心定位凸起的最高高度要小于限宽定位板的高度,保证不会妨碍格栅600进入扣合位置。
优化的,另一种可能实现第二定位工装:所述限宽定位板设置有凹槽;
为了防止第二定位工装将外罩卡的太紧同时为了方便外罩700的放进与取出,在限宽定位板上开设凹槽,如可开一个大凹槽4021,大凹槽可方便用手抓拿或用其他夹具夹取,大凹槽直接开通即完全将限宽定位板一段区间内的板完全去除使得底板的侧面4012直接漏出;再开两个小凹槽4022,小凹槽无需开通,只需开到一定深度,适当减少限宽定位板和外罩之间的接触面,以降低取出摩擦力。
优化的,另一种可能实现的第二定位工装:所述限宽定位板的顶端设置有倒角4023,所述倒角4023用于保证所述第二待扣合件准确滑入所述第二位置;
限宽定位板的顶端内侧设置有倒角,倒角设计提高了放入零件时的容错率,放置外罩时如果存在偏差,外罩仍可在自身重力的作用下通过斜面倒角滑入准确的定位位置中。
具体的,一种可能实现的第一定位工装:设置有底部限位板301和侧边限位板302;
为了保证用于扣合的机械臂能准确抓取格栅600,需要保证每件格栅600被抓取时的姿态上的一致性,结合格栅600的结构特点:格栅600为圆形结构,所以设置底部限位板将格栅600直立起来,再在两侧设置侧边限位板限制格栅不能移动和转动,侧边限位板所在高度大于底部限位板所在高度,且侧边限位板之间的距离小于或等于格栅的直径。
优化的,另一种可能实现的第一定位工装:所述底部限位板设置有限位凸块3011和限位凹槽3012;
所述侧边限位板设置有阶梯凹槽3021;
结合格栅的结构特点:格栅上有一个凹坑,所以在底部限位板上设置限位凸起,限位凸起包括大限位凸起和小限位凸起,大小限位凸起之间设置有限位凹槽,限位凸起插入格栅的凹坑,限位凹槽用于格栅边缘的直接嵌入,两者结合实现了格栅的角度定位,使格栅直立起来,但是为了保证格栅不会倾倒,在侧边限位板上开设阶梯凹槽,格栅的两侧可以刚好嵌入阶梯凹槽内,实现了格栅的位置定位。
进一步的,底部限位板上的限位凸起3011、限位凹槽3012和侧边限位板上的阶梯凹槽3021按等距阵列的方式设置在第一定位工装上,使得一个第一定位工装可以容纳多个格栅,供用于扣合的机械臂的多次抓取。
可选的,一种可能实现的用于扣合的装置:设置有双层循环回流式传输线500;
所述双层循环回流式传输线500用于将固定有所述第二待扣合件的所述第二定位工装从上一工序加工位运输到与所述第二位置对应的待装配位置,并将扣合完成后的所述第二定位工装运输到下一工序加工位;
所述双层循环回流式传输线包括:预装层503和回流层504;
所述双层循环回流式传输线的两端设置有升降推送装置,用于实现所述第二定位工装在所述预装层和所述回流层之间的循环回流;
所述预装层用于将扣合完成后的所述第二定位工装运输至其中一个升降推送装置,所述回流层用于将来自该升降装置的第二定位工装回流至另一个升降推送装置;
所述预装层设置有阻挡器501和行程开关502;
所述行程开关在所述第二定位工装到达与所述待装配位置时,会给所述阻挡器发送一个阻挡信号;
所述阻挡器501在接受到所述阻挡信号后,会将所述第二定位工装阻挡在所述待装配位置;
为了提高扣合的效率,应将扣合作业流水线化,所以在用于扣合的装置中加入双层循环回流式传输线,双层循环回流式传输线可实现第二定位工装的循环输送,上层为预装层,当第二定位工装移动至行程开关处时,形成开关生成一个阻挡信号并将阻挡信号发送给阻挡器,收到阻挡信号后阻挡器升起,阻挡第二定位工装移动将其固定在待装配位置,此时用于扣合的机械臂进行格栅扣合作业,当用于扣合的机械臂完成格栅扣合作业后,阻挡器下降,第二定位工装向后流动,执行后工序作业内容;下层为回流层,实现成品的回流及第二定位工装的回收,循环至线首,进行下一次预装作业。
双层循环回流式传输线实现循环回流的的方法:预装层和回流层之间通过升降推送装置(图中未示出)实现连接,预装层的从右向左流穿过用于扣合的机械臂的下方,回流层从右向左流穿过并设置在预装层的正下方,扣合作业完成后,第二定位工装被预装层运输到预装层的左端,然后从第二定位工装上卸下扣合件,空载的第二定位工装在传输带的作用下被推进左侧与预装层平齐的升降推送装置,升降推送装置在感知到第二定位工装完全进入后,降落到与回流层平齐的平面,然后将空载的第二定位工装推进回流层的的左端,回流层将空载的第二定位工装运输到回流层的右端,空载的第二定位工装在传输带的作用下被推进右侧与回流层平齐的升降推送装置,然后升降推送装置升到与预装层平齐的平面,在待扣合将装进第二定位工装后,升降推送装置将第二定位工装推进预装层的右端,预装层将装有待扣合件的第二定位工装运输到待装配位置进行扣合,如此达到循环回流。
优化的,另一种可能实现的双层循环回流式传输线:所述阻挡器包括第一阻挡器和第二阻挡器,所述阻挡器设置有阻挡杆5011和第一滚轮5012;
所述阻挡杆在接收到所述阻挡信号后,会发生伸出,使连接在所述阻挡杆末端的所述第一滚轮与所述第二定位工装的发生接触实现阻挡;
所述行程开关包括第一行程开关和第二行程开关,所述行程开关设置有传动杆5021和第二滚轮5022;
所述第二滚轮与所述传动杆连接,所述第二定位工装传输到所述待装配位置时,会与所述第二滚轮发生接触从而使得所述传动杆产生位移,进而使得所述行程开关内的线路闭合,产生所述阻挡信号;
当第二定位工装移动至行程开关上方时,对第二滚轮产生压力从而向左压下传动杆,此时行程开关内线路闭合,输送给PLC一个信号,通知PLC第二定位工装到位,PLC接收到信号后,程序上作出响应,输出信号控制电磁阀通气,阻挡器在低压空气的作用下,阻挡杆伸出,第二滚轮与第二定位工装上的大凹槽位置的底板侧面接触,完成第二定位工装的阻挡定位。用于扣合的机械臂扣合作业完成后,用于扣合的机械臂输送给PLC一个信号,通知PLC已经完成格栅的扣合,PLC接收到信号后,程序上做出响应,输出信号控制电磁阀断气,阻挡器上的阻挡杆缩回,第二定位工装继续向前流动。阻挡杆和传动杆顶部均设置一个滚轮,是因为滚动摩擦阻力最小,可使第二定位工装在其上部顺畅流动。
第一行程开关和第一阻挡器配合实现将第二定位工装固定在待装配位置,配合用于扣合的机械臂完成格栅的扣合作业,第二行程开关和第二阻挡器用于实现2个第二定位工装的分离,防止前一个第二定位工装还没有完成扣合作业,后一个第二定位工装和前一个第二定位工装紧紧贴合,导致阻挡器在落下升起时顶起后一个第二定位工装,影响后续的扣合作业。
本申请实施例,通过在第一定位工装上设置与格栅结构特征相适配的限位凸块、限位凹槽和阶梯凹槽,保证了每个待扣合的格栅在第一定位工装上的姿态一致性,每次以固定的方式进行抓取,无需根据格栅的姿态进行动态调整,提高了抓取的速度;通过在第二定位工装上设置与外罩结构特征相适配的中心定位凸起和限宽定位板,保证了外罩放置位置的精准度,用于扣合的机械臂在抓取到格栅后每次都移到同一个位置进行扣合,无需进行对扣合位置进行识别,提高扣合速度;中心夹爪部根据格栅的结构特征进行设计保证了抓取的稳定性;外围扣合部通过扣合臂和扣合块的为格栅提供均匀的扣合力,保证了扣合的稳定性,通过探针式检测开关实现了扣合情况的监控,综上,可实现格栅和外罩的自动化扣合,提高了生产效率和质量稳定性。
上文中已经参考附图详细描述了本申请的方案。在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其他实施例的相关描述。本领域技术人员也应该知悉,说明书中所涉及的动作和模块并不一定是本申请所必须的。另外,可以理解,本申请实施例方法中的步骤可以根据实际需要进行顺序调整、合并和删减,本申请实施例装置中的模块可以根据实际需要进行合并、划分和删减。
本领域技术人员还将明白的是,结合这里的申请所描述的各种示例性逻辑块、模块、电路和算法步骤可以被实现为电子硬件、计算机软件或两者的组合。
以上已经描述了本申请的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
- 用于扣合的机械臂和用于扣合的装置
- 一种用于扣合螺纹式空心胶囊的扣合机