可热熔接的织物制粘扣带
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及能够与被粘附物热熔接的织物制粘扣带,更详细而言,涉及一种织物制粘扣带,其是能够与被粘附物热熔接(以下,有时简称为“熔接”)的粘扣带,其柔软性优异,并且与布帛、软质氯乙烯片等柔软的被粘附物也能够牢固地熔接,通过利用高频焊接,可以缩短熔接所需的时间,此外,该织物制粘扣带在熔接后也具有高钩合力。
背景技术
一直以来,作为将两个物体中的一个安装于另一个的方法,使用了下述方法:在两个物体中的任一物体的表面固定具有钩型钩合元件的钩粘扣带,并且在另一个物体的表面固定具有圈型钩合元件的圈粘扣带,将两个粘扣带的钩合元件面重合,使钩型钩合元件与圈型钩合元件钩合,从而将两个物体相互安装。
在两个物体(所谓的被粘附物)为布帛、树脂片的情况下,通过利用纱进行的缝制、使用了各种粘接剂的粘接等而将粘扣带固定在各物体的表面。在这样的固定方法的情况下,存在对被粘附物开缝纫孔、对缝纫孔施加很大的力而破坏被粘附物、粘接剂中包含的有机溶剂的毒性、环境负担的问题、粘接剂的干燥/固化需要时间等问题。
作为代替这样的方法的固定方法,使用了下述方法:在粘扣带的背面(设有钩合元件的表面的相反侧的表面,以下同样)预先涂布熔接性的树脂(所谓的热熔树脂),使粘扣带的热熔树脂涂布面与被粘附物的表面重合,对被粘附物的背面进行加热,使熔接性树脂熔融,由此,将粘扣带固定于被粘附物的表面。
例如,在专利文献1中记载了,通过将在背面具有由热熔粘接剂形成的粘接剂层的织物制粘扣带的背面与人造革(被粘附物)的背面重合并加热加压,从而借助该粘接剂层将粘扣带固定于人造革背面。
在现有的织物制粘扣带中,由于将钩合后的钩型钩合元件和圈型钩合元件脱钩合时的拉伸力,有时会将织入织物的钩合元件用纱从织物抽出。为了防止该情况,在织物制粘扣带的背面涂布了被称为底漆的粘接剂,但底漆中的粘接剂浸透至织物内部并固化,使织物制粘扣带整体变硬。如果在这样的变硬的织物制粘扣带的背面进一步涂布热熔树脂,则织物制粘扣带进一步硬化而成为板状。因此,在被粘附物为布帛、树脂片等的情况下,安装有织物制粘扣带的部分变得极硬,严重损害布帛、树脂片的柔软性、手感、外观等。另外,在被粘附物具有复杂的曲面的情况下,难以使硬的板状的织物制粘扣带严格地沿着这样的曲面。
作为消除在进行了这样的底漆涂布后的织物制粘扣带的背面进一步涂布热熔树脂时的问题的技术,专利文献2记载了在背面具有热熔树脂层的织物制粘扣带。即,记载了使用包含热熔纤维的纱作为纬纱而制作织物制粘扣带,将聚烯烃类热熔粘接剂的熔融层与背面重合,利用该熔融层的热使纬纱的热熔纤维熔融,将织入粘扣带的钩合元件用纱固定于织物。
确实,如果使用该技术,则不需要以往通常进行的被称为底漆的粘接剂的涂布,能够简化工序,并且防止织物制粘扣带由于底漆树脂而变硬。然而,为了使形成纬纱的热熔纤维熔融,涂布于背面的热熔粘接剂的热必须充分地到达织物内。为此,涂布于背面的热熔粘接剂需要渗透至织物内。其结果是,在织物制粘扣带的背面残留的热熔粘接剂的量变少,与被粘附物的热熔接变得不充分。
在为了增加残留于织物制粘扣带背面的热熔粘接剂的量而增加涂布于背面的热熔粘接剂的量时,与此相伴,渗透至织物制粘扣带内的热熔粘接剂的量增加,其结果是,织物制粘扣带变硬,省略底漆处理的效果减半。
此外,在形成织物制粘扣带的纤维为基于吸水的尺寸稳定性、耐光性优异的聚酯类纤维的情况下,专利文献2中使用的聚烯烃类热熔粘接剂也存在与粘扣带的粘接力并不一定高的问题。
如上所述,在专利文献2的技术中,形成粘扣带的纬纱的热熔纤维需要通过涂布于背面的热熔粘接剂的热而熔融。因此,热熔纤维的熔点需要与热熔粘接剂的熔点基本相同或低于该热熔粘接剂的熔点,因此,必须使用熔点较低的热熔纤维。实际上,在专利文献2中使用了熔点为80~150℃的热熔纤维和熔点接近80~140℃的低熔点的树脂作为涂布于背面的热熔粘接剂。
在用于纬纱的热熔纤维的熔点低的情况下,由于使粘扣带背面的热熔粘接剂层熔融而将粘扣带安装于被粘附物时的热,热熔纤维再次熔融。其结果是,钩合元件用纱的固定变得不充分,另外,熔融的热熔纤维会妨害钩合元件从粘扣带基布的表面立起,因此,粘扣带的钩合力有时会降低,进而损害粘扣带的形态。
使赋予至背面的热熔粘接剂层熔融而将织物制粘扣带固定于被粘附物时,工业上通常使用高频焊接。在热熔树脂熔融并固化所需的时间长的情况下,生产性降低,并且熔融的热熔树脂在固化前渗透至粘扣带的织物内。因此,粘扣带变硬,并且有助于与被粘附物固定的热熔树脂的量减少,固定变得不充分。此外,需要在熔融的热熔树脂固化为止的期间不损害得到的粘扣带的形态、钩合能力,需要额外的装置、工序。
现有技术文献
专利文献
专利文献1:日本特开2005-226172号公报
专利文献2:日本特开2002-317号公报
发明内容
发明所要解决的问题
本发明的目的在于提供一种可热熔接的织物制粘扣带,其具有下述的特征:
(a)柔软性优异,因此在为了固定而放置于被粘附物时,能够严格地沿着被粘附物的自由的形状;
(b)能够牢固地熔接固定于布帛、软质氯乙烯片等被粘附物;
(c)熔接固定后柔软性也优异;
(d)能够利用高频焊接在短时间内与被粘附物熔接;并且
(e)在与被粘附物熔接后也具有高钩合力。
解决问题的方法
本发明人等进行了深入研究,结果发现了以下详细说明的可热熔接的织物制粘扣带可实现上述目的。即,本发明提供下述1~5的可热熔接的织物制粘扣带及下述6和7的该可热熔接的织物制粘扣带的制造方法。
1.一种可热熔接的织物制粘扣带,其是包含织物制粘扣带及热熔接用树脂层(iii)的热熔接性粘扣带,
上述织物制粘扣带包含织物(i)和大量存在于该织物(i)的表面的钩合元件(ii),所述织物(i)由经纱、纬纱及钩合元件用纱制成,所述钩合元件(ii)由该钩合元件用纱制成且为钩状或圈状,
上述热熔接用树脂层(iii)层叠于该织物制粘扣带的背面,且由聚酯类热熔树脂(A)制成,
上述可热熔接的织物制粘扣带满足以下的条件(1)~(5),
(1)该纬纱是由以聚酯类热熔树脂(B)为鞘成分的芯鞘型长丝制成的复丝纱,钩合元件(ii)的根部通过与该聚酯类热熔树脂(B)熔接而固定于织物(i);
(2)热熔接用树脂层(iii)的单位面积重量为60~200g/m
(3)聚酯类热熔树脂(B)的熔点为170~200℃,比聚酯类热熔树脂(A)的熔点高50~110℃;
(4)热熔接用树脂层(iii)与形成织物(i)的经纱熔接在一起,但不与纬纱熔接;以及
(5)在织物(i)的背面直接层叠有热熔接用树脂层(iii)。
2.根据上述1所述的可热熔接的织物制粘扣带,其中,
聚酯类热熔树脂(A)的熔点为80~130℃。
3.根据上述1或2所述的可热熔接的织物制粘扣带,其中,
经纱、纬纱的芯成分及钩合元件用纱均为聚酯类的纱。
4.根据上述3所述的可热熔接的织物制粘扣带,其中,
上述聚酯具有比聚酯类热熔树脂(B)的熔点高20~120℃的熔点。
5.一种可热熔接的织物制粘扣带的制造方法,该方法包括:
使用经纱、纬纱及钩合元件用纱纺织成织物制粘扣带,
在该织物制粘扣带的背面放置由聚酯类热熔树脂(A)制成的单位面积重量60~200g/m
将该熔融片在该状态下直接冷却固化,在该织物制粘扣带的背面形成热熔接用树脂层(iii),
所述织物制粘扣带包含织物(i)和大量存在于该织物(i)的表面的钩合元件(ii),所述织物(i)由该经纱、该纬纱及该钩合元件用纱制成,所述钩合元件(ii)由该钩合元件用纱制成且为钩状或圈状,
该纬纱是由以具有170~200℃的熔点的聚酯类热熔树脂(B)为鞘成分的芯鞘型长丝制成的复丝纱,
钩合元件(ii)的根部通过与聚酯类热熔树脂(B)熔接而固定于织物(i),
在该织物制粘扣带的背面,经纱以包围的方式覆盖了纬纱。
6.根据上述5所述的可热熔接的织物制粘扣带的制造方法,该方法包括:
将上述熔融片加热至聚酯类热熔树脂(A)的熔点以上且比聚酯类热熔树脂(B)的熔点高10℃的温度以下的温度,放置于所述织物制粘扣带的背面。
发明的效果
在本发明的织物制粘扣带中,作为构成织物(i)的纬纱,使用由以聚酯类热熔树脂(B)(以下,有时简称为“热熔树脂(B)”)为鞘成分的芯鞘型长丝制成的复丝。钩合元件(ii)的根部通过与该聚酯类热熔树脂(B)熔接而被固定于织物(i)。因此,不会像现有的普通粘扣带那样在背面涂布底漆用的粘接剂,因此,不需要涂布底漆树脂并将其干燥的工序,制造工序简略。另外,由于不需要涂布底漆树脂,因此,本发明的可热熔接的织物制粘扣带与现有的普通粘扣带相比,柔软性优异,从能够沿着被粘附物的表面形状的方面考虑是优异的。
在与被粘附物熔接前的可热熔接的织物制粘扣带中,热熔接用树脂层(iii)与构成织物(i)的经纱熔接在一起,但基本上不与纬纱熔接,因此,热熔接用树脂层(iii)的存在不会大幅损害织物(i)的柔软性。而且,在熔接前,聚酯类热熔树脂(A)(以下,有时简称为“热熔树脂(A)”)基本上未渗透至织物(i)内,因此,热熔接用树脂层(iii)中的热熔树脂(A)的大部分被用于与被粘附物的熔接,因此,可热熔接的织物制粘扣带与被粘附物的熔接非常牢固。另外,热熔接用树脂层(iii)的单位面积重量限定于60~200g/m
用于纬纱的热熔树脂(B)的熔点为170~200℃,比形成热熔接用树脂层(iii)的热熔树脂(A)的熔点高50~110℃,即,热熔树脂(A)的熔点比热熔树脂(B)的熔点低50~110℃。因此,将由热熔树脂(A)形成的热熔接用树脂层(iii)放置于织物制粘扣带背面并进行层叠时,热熔树脂(B)(纬纱的鞘成分)基本上不熔融。因此,不会损害利用纬纱利用热熔树脂(B)进行的钩合元件用纱的固定,熔融的热熔树脂(B)也不会妨害钩合元件从织物(i)表面立起,不会损害粘扣带的形态,因此,也不会降低得到的可热熔接的织物制粘扣带的钩合力。
在本发明中,由于使用聚酯类热熔树脂(A),因此,使用高频焊接将可热熔接的织物制粘扣带与被粘附物熔接所需的时间短。因此,生产性提高,并且能够尽量减少熔融的热熔树脂(A)在固化为止渗透至织物(i)内,其结果是,能够防止由渗透的树脂导致的粘扣带的变硬。此外,热熔树脂(A)的大部分有助于与被粘附物熔接,可更牢固地熔接,进而不需要用于在固化为止期间保持粘扣带的形状的特别的装置、工序。
附图说明
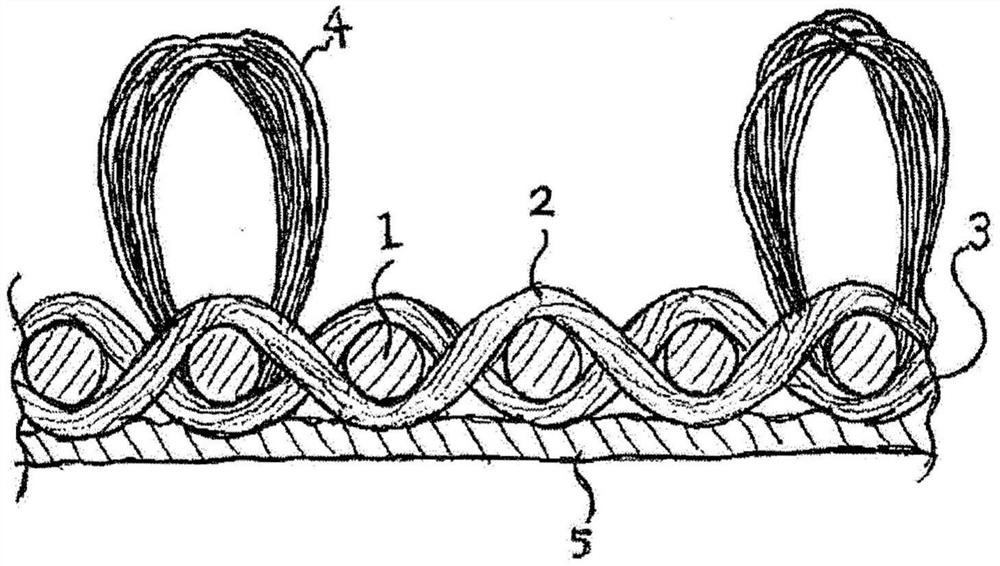
图1是示意性地示出本发明的可热熔接的织物制粘扣带的一例的剖面图。
图2是示意性地示出赋予热熔接用树脂层(iii)之前的织物制粘扣带的背面的图。
符号说明
1:纬纱
2:经纱
3:织物(i)
4:钩合元件(ii)
5:热熔接用树脂层(iii)
具体实施方式
以下,基于附图对本发明详细地进行说明。图1是示意性地示出本发明的可热熔接的织物制粘扣带的一例的剖面图。在图中,1表示纬纱,2表示经纱,3表示织物(i),4表示钩合元件(ii),5表示热熔接用树脂层(iii)。图1示出了粘扣带的钩合元件(ii)为圈状钩合元件的情况。图2是示意性地示出赋予热熔接用树脂层(iii)之前的织物制粘扣带的背面的图,1表示纬纱,2表示经纱或钩合元件用纱。在图2的情况下,钩合元件(ii)是使用复丝形成的圈状钩合元件。
本发明的可热熔接的织物制粘扣带可以是钩粘扣带、圈粘扣带、以及混合存在有钩/圈的粘扣带中的任意粘扣带。
钩粘扣带主要由钩状钩合元件用单丝纱、经纱及纬纱形成。
与钩粘扣带钩合的圈粘扣带主要由圈状钩合元件用复丝纱、经纱及纬纱形成。
钩状钩合元件和圈状钩合元件在同一面混合存在的混合存在有钩/圈的粘扣带主要由钩状钩合元件用单丝纱、圈状钩合元件用复丝纱、经纱及纬纱形成。
根据需要,也可以在这些粘扣带中织入除上述以外的纱。
作为经纱,优选为聚酯类、特别是聚对苯二甲酸乙二醇酯类的复丝纱。优选复丝纱由24~48根长丝形成,且总粗度为120~180dtex。从纬纱中使用的热熔树脂(B)能够高效地固定钩合元件用纱的方面考虑,优选经纱为加捻后的纱。
为了将钩状钩合元件用纱或圈状钩合元件用纱牢固地固定于织物(i),优选在纬纱进行热熔接时经纱收缩而捆紧钩状钩合元件及圈状钩合元件的根部。为此,用作经纱的纱优选为在热处理条件下发生热收缩的纤维。具体而言,可以适当使用在180℃下的干热收缩率为5~10%的复丝纱。
作为纬纱,如上所述,使用由以聚酯类热熔树脂(B)为鞘成分的芯鞘型长丝(芯鞘型热熔接性纤维)形成的复丝纱。当然也可以混合有除此以外的纱。该聚酯类热熔树脂(B)可列举共聚聚酯,特别是使间苯二甲酸20~40摩尔%共聚而成的聚对苯二甲酸乙二醇酯、或使间苯二甲酸20~40摩尔%共聚而成的聚对苯二甲酸丁二醇酯。其熔点为170~200℃的范围。在低于170℃的情况下,将热熔接用树脂层(iii)层叠时,粘合剂效果减少,在超过200℃的情况下,使热熔树脂(B)熔融而将钩合元件用纱固定于织物(i)时,有时粘扣带的形状会因热而发生变化。
作为纬纱的芯成分,使用熔点远高于热熔树脂(B)的树脂,优选使用聚酯,更优选使用聚对苯二甲酸乙二醇酯。芯成分与鞘成分的比率以重量比计优选为60/40~80/20的范围。纬纱优选为由18~36长丝形成、且总粗度为80~120dtex的复丝纱。需要说明的是,从防止粘扣带的翘起的方面考虑,优选以折回后的纬纱与折回前的纬纱平行地排列的方式进行编织。在该情况下,在得到的织物中,纬纱看起来具有上述粗度的加倍的粗度。
纬纱也与经纱同样,优选在热熔接时收缩而捆紧钩状钩合元件及圈状钩合元件(ii)的根部。因此,用作纬纱的纱优选为在热处理条件下大幅发生热收缩的纤维。具体而言,可以适当使用180℃下的干热收缩率为15~25%的复丝纱。
在本发明中,如上所述,在织物(i)的背面上,需要将热熔接用树脂层(iii)与构成织物(i)的经纱熔接在一起,但不与纬纱熔接。作为用于形成这样的状态的方法之一,可举出以纬纱的干热收缩率大于经纱的干热收缩率的方式选择纬纱和经纱的方法。具体而言,优选以上述180℃下的纬纱的干热收缩率比经纱大5~18%的方式使用经纱与纬纱的组合。
需要说明的是,本发明中所述的“热熔接用树脂层(iii)与构成织物(i)的经纱熔接在一起,但不与纬纱熔接”是指,除热熔接用树脂层(iii)与纬纱完全不熔接的情况以外,还包括热熔接用树脂层(iii)虽然不与在背面露出的纬纱的大部分熔接但与一部分熔接的情况。特别是在相邻的多根经纱(包含钩合元件用纱)相对于纬纱存在相同的隆起/下沉关系的情况下,在这样的部位,纬纱在背面露出的面积必然变大。热熔接用树脂层(iii)可能会与这样的纬纱的露出面熔接。在发生了这样的熔接的部位存在的情况下,必须使热熔接用树脂层(iii)与纬纱的露出面熔接的面积在粘扣带整体中为微少的量。
热熔接用树脂层(iii)是否与纬纱熔接可以通过下述方法容易地判断:拍摄与设有热熔接用树脂层(iii)的粘扣带的经纱平行、且经纱隆起的顶部部位或最下沉的底部部位的截面的显微镜照片,观察热熔接用树脂层(iii)与纬纱之间是否形成了空间。
对于构成钩粘扣带或混合存在有钩/圈的粘扣带的钩状钩合元件而言,要求在弱力下钩形状不伸长的所谓的钩形状保持性和刚直性,因此,将粗的单丝纱用作钩状钩合元件用纱。特别是使用由钩形状保持性优异的聚酯、优选由聚对苯二甲酸乙二醇酯或聚对苯二甲酸丁二醇酯形成、且在使上述纬纱热熔接时的温度下不会熔融的纱。这样的由聚酯形成的钩状钩合元件用单丝纱的粗度优选为250~400dtex。
构成圈粘扣带或混合存在有钩/圈的粘扣带的圈状钩合元件用纱也与钩状钩合元件用纱同样,由聚酯、优选由聚对苯二甲酸乙二醇酯或聚对苯二甲酸丁二醇酯形成。优选形成圈状钩合元件用纱的复丝纱由5~10长丝形成,且总粗度为130~300分特。在本发明中,经纱、纬纱的芯成分、以及钩合元件用纱均由具有比热熔树脂(B)的熔点高20~120℃的熔点的聚酯形成,这能够可靠地进行后述的热处理,因此优选。
以下,对本发明的可热熔接的织物制粘扣带的制造方法进行说明,只要能够获得本发明的效果即可,并不限定于下述的制造方法。
首先,由上述的经纱、纬纱、钩状钩合元件用单丝纱或圈状钩合元件用复丝纱织成织物制粘扣带用织物。作为织物的织物组织,优选为使用了钩状钩合元件用单丝纱或圈状钩合元件用复丝纱作为经纱的一部分的平纹组织。在圈粘扣带的情况下,由经纱、纬纱及圈状钩合元件用复丝纱织成织物,在钩粘扣带的情况下,由经纱、纬纱及钩状钩合元件用单丝纱织成织物,在混合存在有钩/圈的粘扣带的情况下,由经纱、纬纱、钩状钩合元件用单丝纱及圈状钩合元件用复丝纱织成织物。
在得到的织物中,将钩状钩合元件用纱与经纱平行地织入织物,在织物表面隆起,接着,一边形成圈,一边跳过了1~3根经纱后形成在经纱间下沉的织物组织,这能够将钩状钩合元件用圈的一脚高效地切断,进而使得到的钩状钩合元件与圈状钩合元件容易钩合,因此优选。
圈状钩合元件用纱不跳过经纱而在织物上形成圈,形成该圈与经纱平行地存在的织物组织,这使得到的钩状钩合元件与圈状钩合元件容易钩合,因此优选。
在混合存在有钩/圈的粘扣带的情况下,钩状钩合元件用纱及圈状钩合元件用纱分别形成了上述的织物组织,这能够将钩状钩合元件用圈的一脚侧部高效地切断,进而使得到的钩状钩合元件与圈状钩合元件容易钩合,因此优选。
经纱的编织密度为45~70根/cm,纬纱的编织密度为15~25根/cm,以及经纱的编织根数为纬纱的编织根数的2.5~3.5倍,这能够在织物(i)背面使经纱以包围的方式覆盖纬纱、或者能够在后续工序中使热熔接用树脂层(iii)与形成织物(i)的经纱熔接在一起但不与纬纱熔接,因此优选。另外,在织物制造中,不对经纱过度施加张力,另一方面对纬纱施加高的张力,这能够在织物(i)背面使经纱以包围的方式覆盖纬纱,因此优选。
相对于构成织物的钩状钩合元件用纱或圈状钩合元件用纱、经纱及纬纱的总重量,纬纱的重量比例优选为30~40%。在混合存在有钩/圈的粘扣带用的织物的情况下,相对于钩状钩合元件用纱、圈状钩合元件用纱、经纱及纬纱的总重量,优选为30~40%。
相对于20根经纱(包括钩状钩合元件用单丝纱或圈状钩合元件用复丝纱),钩状钩合元件用单丝纱及圈状钩合元件用复丝纱的织入根数分别优选为3~5根。在混合存在有钩/圈的粘扣带的情况下,相对于20根经纱(包括钩状钩合元件用单丝纱及圈状钩合元件用复丝纱),钩状钩合元件用单丝纱及圈状钩合元件用复丝纱的总织入根数优选为3~5根,钩状钩合元件用单丝纱与圈状钩合元件用复丝纱的根数比优选为40:60~60:40。
对这样得到的织物制粘扣带用织物进行热处理,使芯鞘型热熔接性纤维(纬纱)的鞘成分熔融,同时使经纱和纬纱、特别是纬纱大幅收缩,将钩状钩合元件用单丝纱及圈状钩合元件用复丝纱牢固地固定于织物。由此,不需要现有的粘扣带制造中进行的底漆处理,能够省略涂布底漆用粘接剂并进行干燥的工序,并且能够防止由底漆用粘接剂导致的粘扣带的变硬。此外,通过该热处理,钩状钩合元件用圈的形状被固定,因此,随后将钩状钩合元件用圈的一脚切断而得到的钩状钩合元件也保持钩形状,可获得足够的钩合强度。
热处理温度优选为形成纬纱的鞘成分的热熔树脂(B)熔融、但除此以外的纱不熔融的温度,并且是将钩状钩合元件用单丝纱进行热固定的温度,更优选为185~210℃。通过使织物制粘扣带用织物在加热气体氛围中行进而不加压,从而进行热处理。
接下来,在钩粘扣带或混合存在有钩/圈的粘扣带的情况下,将从如上所述地进行了热处理后的织物制粘扣带用织物的表面突出的钩状钩合元件用圈的一脚切断,制成钩状钩合元件,由此得到包含织物(i)和钩合元件(ii)的织物制粘扣带。钩状钩合元件的高度为从织物(i)的表面起1.5~2.0mm,并且圈状钩合元件的高度为从织物(i)的表面起2.0~2.8mm,这使得钩合力强,进而钩状钩合元件不易倒卧,因此优选。
将织物(i)的表面积作为基准,钩粘扣带中的钩状钩合元件的密度、圈粘扣带中的圈状钩合元件的密度、混合存在有钩/圈的粘扣带中的钩状钩合元件和圈状钩合元件的总密度分别优选为40~70个/cm
这样得到的织物制粘扣带具有由经纱、纬纱及钩合元件用纱制成的织物(i)、和从该织物(i)的表面立起的多个钩状或圈状的钩合元件(ii)。该纬纱是由以具有170~200℃的熔点的聚酯类热熔树脂(B)为鞘成分的芯鞘型长丝制成的复丝纱,钩合元件(ii)的根部通过热熔树脂(B)的熔融而被固定于织物(i)。
在织物(i)的背面,经纱以包围的方式覆盖了纬纱。将该背面的状态示意性地示于图2。即,织物(i)的背面基本上被经纱2(包括钩合元件用纱)覆盖,纬纱1是仅能从经纱2之间的间隙观察到的程度,纬纱1处于基本上被经纱2掩盖的状态。具体而言,在从正上方拍摄背面的照片等中,相对于经纱2(包括钩合元件用纱)的面积和纬纱1的面积的总计,优选经纱2的面积为75~95%,纬纱1的面积为5~25%。
在这样得到的织物制粘扣带的背面放置由聚酯类热熔树脂(A)制成的单位面积重量60~200g/m
在本发明中,如上所述,需要在织物(i)的背面直接层叠热熔接用树脂层(iii)。“直接层叠”是指,不实施在现有的普通粘扣带制造中进行的底漆涂布,而对织物(i)的背面直接赋予热熔接用树脂层(iii)。
需要说明的是,本发明中所述的熔点是指利用DSC测定的熔解峰的温度,在不表示利用DSC测定的熔解峰的情况下,是指通过东洋精机株式会社制造的HDT测试器在负载1kg下测得的软化温度。
在本发明中,热熔树脂(A)必须为聚酯类树脂。热熔树脂具有聚酰胺类、聚烯烃类、聚氨酯类等很多种类。在本发明中,由于存在以下优点而使用聚酯类树脂:能够使用高频焊接在短时间内熔接于被粘附物;熔接后的织物(i)与热熔接用树脂层(iii)的接合力大;以及,赋予了热熔接用树脂层(iii)后的粘扣带不会因吸水等而卷曲等。
聚酯类热熔树脂(A)包含选自对苯二甲酸、间苯二甲酸、1,4-环己烷二甲酸等中的二羧酸成分、与选自二乙二醇、三乙二醇、1,4-丁二醇、1,9-壬二醇、聚四亚甲基二醇等中的二醇成分形成的共聚聚酯,是熔点为80~130℃的树脂。
聚酯类热熔树脂(A)的熔点(熔点A)需要比形成纬纱的鞘成分的聚酯类热熔树脂(B)的熔点(熔点B)低50~110℃。在熔点B与熔点A之差小于50℃的情况下,将由热熔树脂(A)形成的熔融片与织物制粘扣带的背面重合时,固定织物的鞘成分再次溶出,损害粘扣带的形态,严重损害织物(i)的柔软性,钩合力降低。在熔点B与熔点A之差超过110℃的情况下,热熔树脂(A)容易因随后的热处理、将产品与被粘附物接合时的加热而溶出,因此,对被粘附物的接合力降低,或者使被粘附物的性能变差。
可以在热熔树脂(A)中添加滑石、二氧化硅、氧化钛等无机微粒作为成核剂。此外,可以添加抗氧剂、紫外线吸收剂等稳定剂、染料、颜料等着色剂。另外,也可以少量添加其它树脂、纤维状物等。
在经纱以包围的方式覆盖了纬纱的织物(i)的背面放置这样的聚酯类热熔树脂(A)的熔融片,将该熔融片在该状态下直接冷却固化。作为在织物的表面形成树脂层的通常的方法,具有如下方法,例如:涂布将树脂溶解而得到的低粘度溶液并进行干燥的方法;涂布熔融的树脂液,并进行加压而使树脂液含浸至织物内的方法等各种方法。在本发明中,如上所述,在织物(i)的背面放置聚酯类热熔树脂(A)的熔融片(以下,有时简称为“熔融片”),在该状态下直接冷却固化。具体而言,将熔融后的热熔树脂(A)从注塑挤出机以片状挤出,得到熔融片,在树脂保持熔融状态的期间,将熔融片放置于织物(i)的背面,不进行加压等其它操作,而直接在该状态下使其冷却固化,由此得到本发明的可热熔接的织物制粘扣带。
通过利用这样的方法,可以获得聚酯类热熔树脂(A)不深度渗透至织物(i)内、且热熔接用树脂层(iii)与织物(i)背面的经纱熔接在一起但不与纬纱熔接的状态。其结果是,与被粘附物熔接前的可热熔接的织物制粘扣带具有优异的柔软性,能够严格地跟随被粘附物的自由的形状。因此,也能够牢固地熔接固定于布帛、软质氯乙烯片等柔软的被粘附物。
在本发明中,在织物(i)的背面放置的由热熔树脂(A)制成的熔融片的温度优选为热熔树脂(A)的熔点以上、且比热熔树脂(B)的熔点高10℃的温度以下的温度。通过设为这样的温度范围,对于放置后的热熔树脂(A)的熔融片而言,纬纱的鞘成分树脂(热熔树脂(B))基本上不熔融,不会发生由热熔树脂(B)的再熔融所导致的问题。具体优选为150~195℃的温度范围。
热熔接用树脂层(iii)的单位面积重量为60~200g/m
对于将热熔接用树脂层(iii)与织物(i)的背面整体熔接而得到的本发明的可热熔接的织物制粘扣带而言,热熔接用树脂层(iii)直接层叠于织物(i)的背面,而且热熔接用树脂层(iii)与形成织物(i)的经纱熔接在一起但不与纬纱熔接,因此,柔软性优异,能够严格地沿着被粘附物的自由的表面形状,能够牢固地熔接固定于被粘附物,此外,即使在熔接固定后,柔软性也优异,能够利用高频焊接在短时间内熔接于被粘附物,具有高钩合力。
本发明的可热熔接的织物制粘扣带可以通过高频焊接而熔接于氯乙烯制的片、成形体的表面。例如,将本发明的可热熔接的织物制粘扣带熔接固定于形成汽车的地面的氯乙烯制地面材料(被粘附物)。通过将在背面安装有能够与可热熔接的织物制粘扣带钩合的粘扣带的垫等(对象材料)与固定于地面材料的可热熔接的织物制粘扣带进行钩合,从而可以将垫等固定于汽车的地面。此外,也可以在表面热熔接有本发明的可热熔接的织物制粘扣带的布帛、无纺布的片、氯乙烯片等安装表面具有能够与可热熔接的织物制粘扣带钩合的粘扣带的对象材料。
本发明的可热熔接的织物制粘扣带可以用于使用现有的普通粘扣带的用途领域,例如,可以用于鞋、袋、手套、衣服、血压计、护具、各种玩具、土木建筑用片的固定材料、各种面板、壁材的固定材料等广泛的领域。本发明的可热熔接的织物制粘扣带可以以钩粘扣带、圈粘扣带、或混合存在有钩/圈的粘扣带的形式使用。
实施例
以下,通过实施例对本发明进行说明。需要说明的是,在实施例中,干热收缩率(长丝收缩率B法)按照JIS-L-1013法进行测定,可热熔接的织物制粘扣带(以下,有时简称为“粘扣带”)的钩合力通过JIS-L-3416法进行测定,粘扣带与被粘附物的接合力通过引用了JIS-K-6854法的方法(加热熔接的情况下的熔接长度:60mm、高频焊接熔接的情况下的熔接长度:5mm、剥离速度:每分钟300mm)进行测定。
实施例1
作为构成粘扣带的织物及钩合元件的经纱、纬纱、钩状钩合元件用单丝纱、以及圈状钩合元件用复丝纱,使用了以下的纱。
[经纱]
·由熔点260℃的聚对苯二甲酸乙二醇酯制成的复丝纱
·总分特及长丝根数:167dtex、30根
·180℃下的干热收缩率:7.2%
[纬纱(由芯鞘型复合纤维制成的复丝热熔接性纱)]
·芯成分:聚对苯二甲酸乙二醇酯(熔点:260℃)
·鞘成分:间苯二甲酸25摩尔%共聚聚对苯二甲酸丁二醇酯(熔点:190℃)
·芯鞘比率(重量比):70:30
·总分特及长丝根数:110dtex、24根
·180℃下的干热收缩率:21.2%
[钩状钩合元件用单丝纱]
·聚对苯二甲酸乙二醇酯制的单丝纱(熔点:260℃)
·纤度:330dtex(直径:0.18mm)
[圈状钩合元件用复丝纱]
·由聚对苯二甲酸丁二醇酯制成的复丝纱(熔点:220℃)
·总分特及长丝根数:265dtex、7根
使用上述4种纱,在以下的条件下制造了织物制粘扣带(钩粘扣带及圈粘扣带)。
[钩粘扣带]
使用上述经纱、纬纱及钩状钩合元件用单丝,织成了编织密度(热收缩处理后)为经纱58根/cm、纬纱20根/cm的平织物。以4根经纱中1根的比例将钩状钩合元件用单丝纱平行地织入地经纱,在将3根纬纱隆起/下沉后,形成圈,同时在跳过3根经纱后,下沉至经纱间,在织物上形成了圈。
对于如上所述地得到的钩粘扣带用织物,在仅纬纱的鞘成分发生热熔融、且经纱、钩钩合元件用单丝及纬纱的芯成分不发生热熔融的温度范围、即200℃下实施了热处理。纬纱及经纱发生收缩,特别是纬纱大幅收缩,并且鞘成分熔融而将邻近存在的纱熔接。其结果是,织物在纬纱方向上收缩了10%。然后,将得到的织物冷却后,将钩状钩合元件用圈的一脚切断,形成了钩状钩合元件。得到的钩状钩合元件的根部通过该鞘成分的熔接被固定于织物。
得到的钩粘扣带的钩状钩合元件密度为62个/cm
[圈粘扣带]
使用上述经纱、纬纱及圈状钩合元件用复丝纱,织成了编织密度(热收缩处理后)为经纱58根/cm、纬纱20根/cm的平纹梭织。以4根经纱中1根的比例将圈状钩合元件用复丝平行地织入经纱而不跳过经纱,将5根纬纱隆起/下沉后,在织物上形成了圈。
在仅纬纱的鞘成分热熔融、且经纱、圈钩合元件用复丝及纬纱的芯成分不发生热熔融的200℃下,对如上所述地得到的圈粘扣带用织物进行了热处理。经纱及纬纱、特别是纬纱大幅收缩,并且鞘成分熔融,使邻近存在的纱熔接。其结果是,织物在纬纱方向上收缩了13%。对得到的织物进行冷却而得到的圈粘扣带的圈状钩合元件密度为46个/cm
将聚酯类热熔树脂(东洋纺株式会社制Byron GA6400、熔点:96℃)从注塑挤出机中挤出,得到了树脂片。
将该树脂片在180℃下加热熔融而成的熔融片(单位面积重量:100g/m
用显微镜对得到的可热熔接的织物制粘扣带(钩粘扣带及圈粘扣带)的截面进行了观察,结果是观察到热熔接用树脂层与构成织物的经纱熔接在一起,但不与纬纱熔接。
这样得到的可热熔接的织物制钩粘扣带及可热熔接的织物制圈粘扣带尽管在背面存在热熔接用树脂层,但均是柔软的,也能够严格地沿着被粘附物表面的曲面。
作为被粘附物,选择单位面积重量200g/m
得到的带有粘扣带的被粘附物与熔接前相比,柔软性稍有降低,但仍具有能够自由弯曲的柔软性。此外,为了测定粘扣带与被粘附物的接合力,通过拉伸试验机测定了将被粘附物与钩粘扣带或圈粘扣带剥离所需要的强度,结果是,在钩粘扣带和圈粘扣带的情况下基本上没有差别,其平均值为21.6N/cm。对剥离部分进行了观察,结果是被粘附物均发生了内部破坏,发生了剥离。
此外,可知与被粘附物熔接后的粘扣带的钩合力与熔接前完全没有变化,得到了非常优异的可热熔接的织物制粘扣带。需要说明的是,对于钩合力而言,将上述钩粘扣带与圈粘扣带进行钩合,测定了其钩合力。初始钩合强度在熔接前为剪切强度10.3N/cm
在上述可热熔接的织物制钩粘扣带的背面侧重合0.3mm厚度的软质氯乙烯片,使用Yamamoto Vinita公司制造的焊接机,在电流0.20A、焊头直径25mm×5mm、冷却时间3.0秒钟的条件下进行了高频熔接。其结果可知,在1.5秒钟的通电时间内能够牢固地熔接,可以通过高频焊接在短时间内进行熔接。可热熔接的织物制钩粘扣带与被粘附物的接合力也为29N/cm,非常高,是优异的。
实施例2
在实施例1中,作为热熔接用树脂层用的热熔树脂,使用了熔点为112℃的聚酯树脂(东洋纺株式会社制Byron GM900),除此以外,与实施例1同样地在钩粘扣带及圈粘扣带的背面形成了热熔接用树脂层。通过截面的显微镜观察确认了得到的各个可热熔接的织物制粘扣带与实施例1的情况同样,热熔接用树脂层与构成织物的经纱熔接在一起,但不与纬纱熔接,
此外,除了将熔接温度变更为130℃以外,与实施例1同样地熔接于被粘附物(棉布)。得到的带粘扣带的被粘附物与实施例1同样地具有能够自由弯曲的柔软性。另外,与被粘附物的接合力在钩粘扣带和圈粘扣带的情况下基本上没有差别,其平均值为19.7N/cm。对剥离部分进行了观察,结果是均因被粘附物的内部破坏而导致了剥离。此外可知,与被粘附物熔接后的粘扣带的钩合力也与实施例1同样,非常优异,得到了优异的可热熔接的织物制粘扣带。此外,与实施例1同样地调查了对于软质氯乙烯片的熔接性,结果是接合力为19.7N/cm,非常高,是优异的可热熔接的织物制粘扣带。
比较例1
作为热熔接用树脂层用的热熔树脂,使用了熔点为166℃的聚酯树脂(东洋纺株式会社制Byron GM925),并将熔融片的加热熔融温度变更为195℃,除此以外,与实施例1同样地在钩粘扣带及圈粘扣带的背面形成了热熔接用树脂层。将得到的带有热熔接用树脂层的钩粘扣带及圈粘扣带与实施例1同样地熔接于被粘附物(棉布)。
其结果是,成为粘扣带的圈状钩合元件及钩状钩合元件大量倒下而附着于织物的状态,钩合力非常低,无法作为粘扣带使用。另外,与实施例1相比,各粘扣带的柔软性也显著受损。可以认为其原因是在进行加热压接时,粘扣带的织物在加压的状态下被固定。
比较例2
作为热熔接用树脂层用的热熔树脂,使用了熔点为90℃的尼龙类热熔树脂(东洋油墨株式会社制PR F-915G),并将熔融片的加热熔融温度改变为170℃,除此以外,与实施例1同样地在钩粘扣带及圈粘扣带的背面形成了热熔接用树脂层。将得到的带有热熔接用树脂层的钩粘扣带及圈粘扣带与实施例1同样地熔接于被粘附物(棉布)。
得到的带粘扣带的被粘附物也与实施例1同样地具有能够自由弯曲的柔软性,但粘扣带与被粘附物的接合强度在钩粘扣带和圈粘扣带的情况下基本上没有差别,其平均值仅为2.0N/cm。对剥离部分进行了观察,结果是均在被粘附物与热熔接用树脂层的界面发生了剥离。
实施例3、4及比较例3、4
将热熔接用树脂层的单位面积重量分别变更为40g/m
在实施例3中,可热熔接的织物制粘扣带与被粘附物(棉布)的接合力为11.8N/cm,低于实施例1,但在实际使用上是充分优异的接合力。而且,将被粘附物替换为软质氯乙烯片,与实施例1同样地进行了熔接,结果是接合力为17.3N/cm,具有与实施例1基本同等优异的接合力。
在实施例4中,与被粘附物(棉布)的接合力为35.5N/cm,非常高,是优异的。剥离是因热熔接用树脂层的内部破坏导致的。可以认为热熔接用树脂渗透至织物内,粘扣带稍微变硬,这方面比实施例1稍差。在除此以外的方面与实施例1没有变化,能够满足。
将被粘附物替换为软质氯乙烯片,与实施例1同样地进行了熔接,结果是接合力为19.2N/cm,得到了与实施例1基本同等的优异的接合力。
另一方面,在比较例3中,与被粘附物的接合力以钩粘扣带和圈粘扣带的平均值计为2.9N/cm,非常低,容易从被粘附物(棉布)剥离。剥离在被粘附物与热熔接用树脂层的接合面发生。通过显微镜对截面进行了观察,结果可知,热熔接用树脂的大部分渗透至织物内,可视为热熔接用树脂层的部分少。
在比较例4中,与被粘附物的接合力高至32.7N/cm,是优异的,剥离是因热熔接用树脂层的内部破坏导致的。然而,粘扣带非常硬,如塑料板一样,严重损害棉布的手感。
比较例5
在实施例1的圈粘扣带的制造中,分别使用180℃下的干热收缩率为13.3%的经纱、180℃下的干热收缩率为12.8%的纬纱,以编织密度达到经纱25根/cm、纬纱24根/cm的方式进行了编织。编织时,提高经纱张力,同时降低纬纱张力。此外,以相对于2根经纱为1根的比例织入了圈状钩合元件用纱。除此以外的条件与实施例1相同。对得到的圈粘扣带的背面进行了观察,结果是,经纱没有以包围的方式覆盖纬纱,经纱和纬纱以相同程度在背面交替地露出。在得到的圈粘扣带的背面与实施例1同样地层叠了热熔接用树脂层。
对得到的层叠有热熔接用树脂层的圈粘扣带的背面进行了观察,结果是观测到热熔接用树脂层基本均等地与构成织物的经纱和纬纱这两者熔接在一起。即,经纱和纬纱均被背面的热熔接用树脂层固定,与实施例1的可热熔接的织物制圈粘扣带相比,柔软性明显变差。因此,可以容易地预测难以严格地沿着具有复杂曲面的被粘附物的表面进行粘贴。
比较例6
在实施例1中,使用了聚氨酯类热熔树脂(Japan Miractran公司制E790HSJR)作为热熔接用树脂(A),除此以外,同样地制造了在背面具有热熔接用树脂层的钩粘扣带。在该带有热熔接用树脂层的钩粘扣带的背面侧重叠0.3mm厚度的软质氯乙烯片,使用YamamotoVinita公司制造的焊接机在与实施例1同样的条件下进行了高频熔接。其结果可知,熔接需要4秒钟以上,为了在工业上实施需要过长的时间。而且接合力与实施例1相比为一半左右,在这方面也不能满足。
比较例7
在实施例1的钩粘扣带的制造中,在得到的钩粘扣带的背面以单位面积重量成为40g/m
将熔点90℃的尼龙类热熔树脂(东洋油墨株式会社制PR F-915G)的片在170℃下加热熔融,得到了熔融片(单位面积重量130g/m
对于得到的热熔熔接性钩粘扣带而言,底漆树脂渗透至织物内,经纱、纬纱及钩状钩合元件用纱被固定,非常硬,为板状,难以严格地沿着具有复杂曲面形状的被粘附物的表面。
尝试了通过与实施例1同样的方法将该热熔熔接性钩粘扣带熔接于棉布及软质氯乙烯片。在棉布的情况下,与实施例1相比,以同等的接合力进行了熔接,但在软质氯乙烯片的情况下,完全无法熔接,可在软质氯乙烯片与热熔层的界面简单地剥离,无法实际使用。
比较例8
在实施例1中,使用了聚己内酯类的聚酯类树脂(熔点:60℃)来代替上述聚酯类热熔树脂,除此以外,与实施例1同样地制造了在背面具有热熔接用树脂层的钩粘扣带。可以判断该带有热熔接用树脂层的钩粘扣带在气体氛围的温度超过50℃时,与被粘附物的接合力急剧降低。因此,可以容易地预想到,在夏天的高温时,接合力降低,因此,该带有热熔接用树脂层的钩粘扣带不适于汽车构件、建筑构件的用途,没有通用性。
实施例5、6及比较例9、10
在实施例1中,将用于纬纱的芯鞘型复合纤维的鞘成分替换成熔点155℃的聚酯(比较例9)、熔点182℃的聚酯(实施例5)、熔点197℃的聚酯(实施例6)、熔点215℃的聚酯(比较例10),并将圈粘扣带用织物的热处理温度分别变更为比上述聚酯的熔点高10℃的温度,除此以外,与实施例1同样地得到了在背面具有热熔接用树脂层的4种圈粘扣带。
聚酯(共聚聚对苯二甲酸丁二醇酯)的熔点通过变更间苯二甲酸的共聚比例及将二醇成分的一部分置换成二乙二醇而进行了调整。
在实施例5及实施例6的带有热接用树脂层的圈粘扣带中,背面的纬纱及经纱与热熔接用树脂层的熔接状态与实施例1完全相同。此外,在与被粘附物(棉布及软质氯乙烯片)的接合力及粘扣带的钩合力等性能方面,也与实施例1为相同程度,是非常优异的可热熔接的织物制圈粘扣带。
另一方面,对于比较例9的带热熔接用树脂层的圈粘扣带而言,层叠热熔接用树脂层时,纬纱的鞘成分的一部分熔融,鞘成分的粘合剂效果减小。其结果是,仅重复100次钩合/剥离,圈状钩合元件就被从织物抽出,钩合力降低。此外,不均匀地伸长的圈状钩合元件从织物面突出,粘扣带的外观也差。
在比较例10中,将鞘成分的聚酯树脂熔融而将钩合元件用纱固定于织物时,钩合元件用纱的一部分也发生熔融,并且大量钩合元件未从织物面立起。因此,得到的带有热熔接用树脂层的圈粘扣带基本上不具有钩合能力。
- 可热熔接的织物制粘扣带
- 含热塑易熔纱线的织物、制作含热塑易熔纱线的织物的方法、以及由含热塑易熔纱线的织物形成的纺织品