一种真空包装装置
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及食品包装技术领域,具体而言,涉及一种真空包装装置。
背景技术
在各种行业中,多需要采用自动化或者半自动化包装,尤其是食品行业,食品行业往往还需要真空包装,目前市场上的真空包装机结构复杂,同时包装袋中的空气去除效果差,包装时间长。
目前,一般的小型真空包装机主要功能是抽真空,有些还带有热熔密封包装胶袋的功能。这种真空包装机通常以体积小、适合家用而为广大消费者青睐。但是,操作者在操作该种真空包装机时,因包装机本身的功能缺陷,机器的封口设计简单,常常造成包装袋封口密封性差,不够紧密和牢固。且传统的真空包装机的上盖通常采简单的锁扣方式固定于机体上,在运输过程中,上盖容易受到外力被打开,容易受损。
发明内容
本发明的目的在于提供一种真空包装装置,对包装袋进行密封,防止包装袋封口密封性差,影响包装袋抽真空的效果。
本发明的实施例是这样实现的:
本申请实施例提供一种真空包装装置,包括机架、用于封装包装袋的热熔件、用于挤压包装袋的挤压机构和用于排尽包装袋内气体的抽气组件,挤压机构和抽气组件均设置在机架内,热熔件位于挤压机构挤压端。
在本发明的一些实施例中,挤压组件包括弧形板、承载板和驱动组件,弧形板通过驱动组件转动设置机架内,承载板位于弧形板的下方,且弧形板与承载板相切,弧形板的外侧壁与热熔件连接。
在本发明的一些实施例中,驱动组件包括连接杆和驱动电机,驱动电机固定于机架内,连接杆的任意一端与驱动电机的输出端连接,连接杆的另一端与弧形板连接。
在本发明的一些实施例中,弧形板与机架相对的两个侧壁上均设有导向块,机架的侧壁上开设有与导向块匹配的导向槽。
在本发明的一些实施例中,抽气组件包括气泵、箱体和抽气管,箱体与机架可拆卸连接,气泵位于箱体内,气泵的抽气端与气泵的进气端均穿设于箱体的侧壁,抽气管设置与机架内,抽气管与气泵的抽气端连通。
在本发明的一些实施例中,箱体与机架相对的侧壁上沿箱体的长度方向开设有若干个滑槽,机架与箱体相对的侧壁上设有与若干滑槽匹配的滑块。
在本发明的一些实施例中,还包括用于包装袋的固定组件,固定组件位于挤压机构和抽气组件之间。
在本发明的一些实施例中,固定组件包括多个弹簧和固定件,固定件滑动设置在机架内,弹簧的任意一端与机架连接,弹簧的另一端与固定件连接,弧形板的外侧壁与固定件搭接。
在本发明的一些实施例中,还包括两个支撑柱和底座,两个支撑柱均与机架可拆卸连接,两个支撑柱与底座可拆卸连接。
在本发明的一些实施例中,机架上设有供电组件,热熔件、抽气组件和挤压机构均与供电组件连接。
相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
本申请实施例提供一种真空包装装置,包括机架、用于封装包装袋的热熔件、用于挤压包装袋的挤压机构和用于排尽包装袋内气体的抽气组件,挤压机构和抽气组件均设置在机架内,热熔件位于挤压机构挤压端。本技术方案通过在机架内设有用于封装包装袋的热熔件、用于挤压包装袋的挤压机构和用于排尽包装袋内气体的抽气组件,通过各个部件的集合运作实现包装袋内食品的排气,将包装袋内的食品做真空保存。
本技术方案在实际使用时,先将食品等封装与所述包装袋内;然后操作人员将包装袋的开口端先穿过挤压机构,然后再将抽气组件的抽气端置于包装袋的开口端内;然后操作人员启动抽气组件,将包装袋内的空气尽可能的排出,当操作人员观察到包装袋的气体被导出的差不多时,操作人员在启动挤压组件,挤压组件将对包装袋位于机架内的部分施加挤压力,从而使包装袋内的气体被尽可能的排出,减小包位于包装袋内的食品与空气反应的几率。此时的抽气组件不会停止工作;当挤压组件运动至极限位置时,位于挤压机构挤压端上的热熔件将于包装袋接触,操作人员随即启动热熔件,此时的包装袋的开口将被塑封,对装袋内的食品做真空保存。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
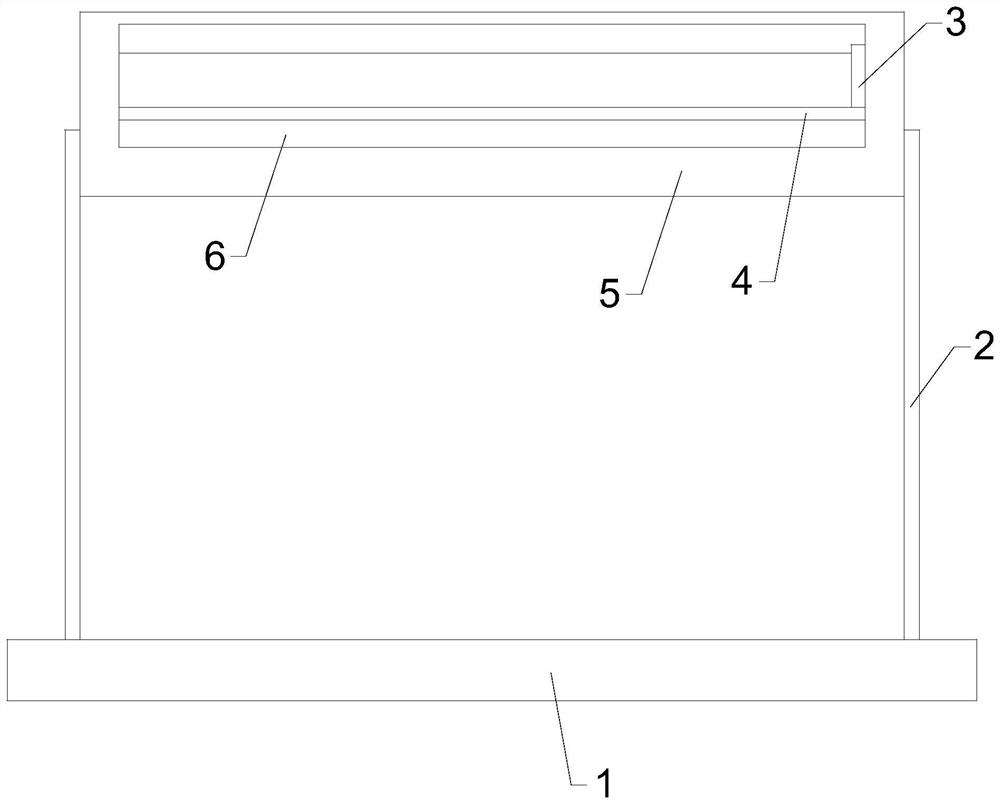
图1为本发明的主视结构示意图;
图2为本发明的后视结构示意图;
图3为本发明的剖视结构示意图。
图标:1-底座;2-支撑柱;3-连接杆;4-弧形板;5-机架;6-承载板;7-包装袋;8-固定件;9-弹簧;10-抽气管;11-气泵;12-箱体;13-滑块;14-热熔件;15-驱动电机。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明实施例的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,若出现术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本发明实施例的描述中,“多个”代表至少2个。
在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例
请参照图1-图3所示,图1为本发明的主视结构示意图;图2为本发明的后视结构示意图;图3为本发明的剖视结构示意图。
一种真空包装装置,包括机架5、用于封装包装袋7的热熔件14、用于挤压包装袋7的挤压机构和用于排尽包装袋7内气体的抽气组件,挤压机构和抽气组件均设置在机架5内,热熔件14位于挤压机构挤压端。本技术方案通过在机架5内设有用于封装包装袋7的热熔件14、用于挤压包装袋7的挤压机构和用于排尽包装袋7内气体的抽气组件,通过各个部件的集合运作实现包装袋7内食品的排气,将包装袋7内的食品做真空保存。
本技术方案在实际使用时,先将食品等封装与所述包装袋7内;然后操作人员将包装袋7的开口端先穿过挤压机构,然后再将抽气组件的抽气端置于包装袋7的开口端内;然后操作人员启动抽气组件,将包装袋7内的空气尽可能的排出,当操作人员观察到包装袋7的气体被导出的差不多时,操作人员在启动挤压组件,挤压组件将对包装袋7位于机架5内的部分施加挤压力,从而使包装袋7内的气体被尽可能的排出,减小包位于包装袋7内的食品与空气反应的几率。此时的抽气组件不会停止工作;当挤压组件运动至极限位置时,位于挤压机构挤压端上的热熔件14将于包装袋7接触,操作人员随即启动热熔件14,此时的包装袋7的开口将被塑封,对装袋内的食品做真空保存。
进一步的,调温型过胶机:这种塑封机的特点是压力和速度已经固定。温度可调。胶辊间压力、胶辊运转速度在出厂时已经固定,塑封温度可由使用者自行调节。证件的封合牢度由塑封温度控制。由于塑封机结构因不同厂家而异,所以塑封机上显示的温度不一定等于塑封温度。一般采用前胶辊加热的塑封机,其显示温度与塑封温度比较接近。对此种机型的操作应按工艺要求的程序逐条进行。当压力、速度一定时,速度大低塑封不牢,温度太高则出现变形、溢胶。胶辊间的压力太大也易出现溢胶。若温度反复调节仍然不能满足塑封要求时,该机型压力有一定可调范围,可参照产品说明卸开机盖,进行适当微调,以满足最佳塑封条件。
在本发明的一些实施例中,请参照图1-图3所示,挤压组件包括弧形板4、承载板6和驱动组件,弧形板4通过驱动组件转动设置机架5内,承载板6位于弧形板4的下方,且弧形板4与承载板6相切,弧形板4的外侧壁与热熔件14连接。通过设置的挤压组件能对包装袋7位于机架5内的部分施加挤压力,从而使包装袋7内的气体被尽可能的排出,减小包位于包装袋7内的食品与空气反应的几率;设置的弧形板4与承载板6配合使用时,能在弧形板4刚与承载板6接触直至与承载板6脱离接触时,弧形板4的外侧壁始终与承载板6的上表面接触,增加本装置对在包装袋7进行密封时的紧密性,避免空气进入包装袋7内,且当弧形板4运动至极限位置时,位于挤压机构挤压端上的热熔件14将于包装袋7接触,操作人员随即启动热熔件14,此时的包装袋7的开口将被塑封,对装袋内的食品做真空保存,设置机架5上的驱动组件将带动弧形板4在机架5内做圆周运动,保证弧形板4运动的精确性。
进一步的,以弧形板4所在圆的圆心画圆,弧形板4的周长为一个完整圆的四分之一,即弧形板4在驱动组件的驱动下运动的有效路径为以弧形板4所在圆的圆心画圆的周长的四分之一。
进一步的,弧形板4的有效长度大于包装袋7的有效长度。
进一步的,热熔件14的有效长与形板有效长度相等。
在本发明的一些实施例中,请参照图1-图3所示,驱动组件包括连接杆3和驱动电机15,驱动电机15固定于机架5内,连接杆3的任意一端与驱动电机15的输出端连接,连接杆3的另一端与弧形板4连接。设置的驱动电机15和连接杆3能够保证弧形板4在机架5内做圆周运动的效率,且弧形板4直接通过驱动电机15运转,能够减小不必要的操作时间,减小弧形板4在长此以往的运转中出现机械故障,影响本装置的正常使用。
进一步的,驱动电机15的本体与机架5通过螺栓可拆卸连接。连接杆3套接在驱动电机15的输出端上,当驱动电机15和连接杆3中的任意一个部件出现损坏是,可以将其中一个部件进行跟换,不需要将其所有进行跟换,且连接杆3与弧形板4也通过螺栓可拆卸连接。
进一步的,驱动电机15为伺服电机,能为使用者提供较高精度的驱动力,继而实现对弧形板4驱动时提供较为准确的运动距离。
进一步的,伺服电机实现了位置、速度和力矩的闭环控制;克服了步进电机失步的问题;高速性能好,一般额定转速能达到2000~3000转;抗过载能力强,能承受三倍于额定转矩的负载,对有瞬间负载波动和要求快速起动的场合特别适用;低速运行平稳,低速运行时不会产生类似于步进电机的步进运行现象。适用于有高速响应要求的场合;电机加减速的动态相应时间短,一般在几十毫秒之内;发热和噪音明显降低;于转子电阻大,与普通异步电动机的转矩特性曲线相比,有明显的区别。它可使临界转差率S0>1,这样不仅使转矩特性机械特性更接近于线性,而且具有较大的起动转矩。因此,当定子一有控制电压,转子立即转动,即具有起动快、灵敏度高的特点;正常运转的伺服电动机,只要失去控制电压,电机立即停止运转。当伺服电动机失去控制电压后,它处于单相运行状态,由于转子电阻大,定子中两个相反方向旋转的旋转磁场与转子作用所产生的两个转矩特性T1-S1、T2-S2曲线以及合成转矩特性T-S曲线;交流伺服电动机的输出功率一般是0.1-100W。当电源频率为50Hz,电压有36V、110V、220、380V;当电源频率为400Hz,电压有20V、26V、36V、115V等多种。交流伺服电动机运行平稳、噪音小。
在本发明的一些实施例中,请参照图1-图3所示,弧形板4与机架5相对的两个侧壁上均设有导向块,机架5的侧壁上开设有与导向块匹配的导向槽。在弧形板4与机架5相对的侧壁上设有导向块,机架5的侧壁上开设有与导向块匹配的导向槽。能够保证弧形板4运动的精确性,防止弧形板4在长期的运转过程中,出现机械故障,导致弧形板4不能更好的对包装袋7挤压,影响包装袋7内气体的排出,进而影响本装置的正常使用。
在本发明的一些实施例中,请参照图1-图3所示,抽气组件包括气泵11、箱体12和抽气管10,箱体12与机架5可拆卸连接,气泵11位于箱体12内,气泵11的抽气端与气泵11的进气端均穿设于箱体12的侧壁,抽气管10设置与机架5内,抽气管10与气泵11的抽气端连通。通过气泵11对包装袋7内的气体排出,能够在短时间内将包装袋7内的气体排出,避免本装置在对食品做真空处理时,操作过于繁复。
在本发明的一些实施例中,箱体12与机架5相对的侧壁上沿箱体12的长度方向开设有若干个滑槽,机架5与箱体12相对的侧壁上设有与若干滑槽匹配的滑块13。在箱体12与机架5相对的侧壁上沿箱体12的长度方向开设有若干个滑槽,机架5与箱体12相对的侧壁上设有与若干滑槽匹配的滑块13,能够使箱体12在机架5上沿机架5的长度方向滑动,避免抽气管10始终固定在通一位置上,只能对包装袋7内固定位置排气,不能将包装袋7内存在的气体尽可能的排出,现在将箱体12设计成可以在机架5上随意的滑动后,能保证排气管位于包装袋7内的部分,在包装袋7内沿机架5的长度方向移动,此时的排气管就能对包装袋7的任意位置进行排气处理从而保证了本装置对包装袋7真空处理的效果。
在本发明的一些实施例中,请参照图1-图3所示,还包括用于固定包装袋7的固定组件,固定组件位于挤压机构和抽气组件之间。在挤压机构和抽气组件之间设有用于固定包装袋7的固定组件,能够方便操作人员对包装袋7内的食品做真空处理,防止操作人员在操作时,包装袋7在机架5内随意的移动或晃动,造成本装置对包装袋7做真空处理时的处理效果不佳。
在本发明的一些实施例中,请参照图1-图3所示,固定组件包括多个弹簧9和固定件8,固定件8滑动设置在机架5内,弹簧9的任意一端与机架5连接,弹簧9的另一端与固定件8连接,弧形板4的外侧壁与固定件8搭接。设置的固定件8在机架5内沿机架5的高度方向滑动,在初始状态时,固定件8在弹簧9的作用下与承载板6脱离接触;当本装置需要对包装袋7进行压制时,弧形板4在驱动组件的驱动下在机架5内旋转,弧形板4的外侧壁与固定件8接触并对固定件8有个下压力,迫使固定件8始终对包装袋7的两侧压紧,防止包装袋7在机架5内松动。
进一步的,固定件8为横截面为U形,即固定件8为U形板,此时U形板的两个竖直段江包装袋7的两侧压紧,且弹簧9位于U形板的竖直段处。
进一步的,弹簧9的数量为4个,在U形板的两个竖直段上均设有两个弹簧9。避免U形板在运动时出现先偏差,导致U形板对包装袋7的两侧压制效果不佳。
在本发明的一些实施例中,请参照图1-图3所示,还包括两个支撑柱2和底座1,两个支撑柱2均与机架5可拆卸连接,两个支撑柱2与底座1可拆卸连接。通过在底座1上可拆卸设有两个支撑柱2,再将机架5与两个支撑柱2可拆卸连接,能够改变本装置的工作状态,即可将较大的包装袋7放置呈竖直状态,此时的本庄装置就能将较大的包装袋7进行排气处理。
进一步的,两个支撑柱2均与机架5可拆卸连接,即通过螺栓实现支撑柱2与机架5的连接,通过上述方式便于操作人员对本装置进行拆卸。
进一步的,在底座1上开设有两个与支撑柱2匹配的内螺纹孔,在支撑柱2上开设有与内螺纹口匹配的外螺纹,通过上述设计能将支撑柱2与底座1快速拆卸,便于收纳。
在本发明的一些实施例中,请参照图1-图3所示,机架5上设有供电组件,热熔件14、抽气组件和挤压机构均与供电组件连接。设置的供电组件为12V的蓄电池,设置的12V的蓄电池能够为热熔件14、抽气组件和挤压机构提供其工作电压,满足其正常工作。
综上所述,本发明的实施例提供一种真空包装装置,包括机架5、用于封装包装袋7的热熔件14、用于挤压包装袋7的挤压机构和用于排尽包装袋7内气体的抽气组件,挤压机构和抽气组件均设置在机架5内,热熔件14位于挤压机构挤压端。本技术方案通过在机架5内设有用于封装包装袋7的热熔件14、用于挤压包装袋7的挤压机构和用于排尽包装袋7内气体的抽气组件,通过各个部件的集合运作实现包装袋7内食品的排气,将包装袋7内的食品做真空保存。
本技术方案在实际使用时,先将食品等封装与所述包装袋7内;然后操作人员将包装袋7的开口端先穿过挤压机构,然后再将抽气组件的抽气端置于包装袋7的开口端内;然后操作人员启动抽气组件,将包装袋7内的空气尽可能的排出,当操作人员观察到包装袋7的气体被导出的差不多时,操作人员在启动挤压组件,挤压组件将对包装袋7位于机架5内的部分施加挤压力,从而使包装袋7内的气体被尽可能的排出,减小包位于包装袋7内的食品与空气反应的几率。此时的抽气组件不会停止工作;当挤压组件运动至极限位置时,位于挤压机构挤压端上的热熔件14将于包装袋7接触,操作人员随即启动热熔件14,此时的包装袋7的开口将被塑封,对装袋内的食品做真空保存。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种真空包装方法及真空包装装置
- 可调整真空包装承托装置及具有该装置的真空包装机