真空高效电弧熔炼炉系统
文献发布时间:2023-06-19 12:24:27
技术领域
本发明属于电弧熔炼炉设备技术领域,具体涉及真空高效电弧熔炼炉系统。
背景技术
真空电弧炉是熔炼金属的专用设备,是将金属材料及其它辅助材料投入炉中熔化并调质,炉料在高温炉内物料发生一定的物理、化学变化,产出粗金属或合金的冶金过程,熔炼坩埚是熔炼物化反应的容器。
现有技术中的设备存在的技术问题如下:首先,在最初的器械上,坩埚与套筒并不是一体的,是通过螺纹进行连接,这就导致每次套筒与坩埚的拆卸都会在螺纹缝隙产生污垢,灰尘,影响整体的气密性,降低抽真空的速率。其次,最初的器械,冷却水路也存在于真空炉体内部,这就导致一旦发生漏水,真空带来的压力差会使得冷却水泄露进入炉体内部。再次,现有技术中,坩埚与真空炉体连接所用的螺纹孔位于炉体内部,螺纹孔洞与间隙容易存在积累污渍,夹杂粉尘,吸附气体难以扩散,难以清理等问题。
另外,现有设备在吸铸过程中,由于软管直连设计导致设备结构的局限性,容易直接堵塞吸铸气管的问题,实验的成功率较低,现场往往需要花费大量时间对设备进行维护,费时费力。
电弧炉焊枪的套筒杆和球芯在球铰链处,密封状况并不理想。在一般情况下,套筒杆处密封较常见,也是最易进行密封的部位,但却忽略了球芯处于球状滚动状况下的真空密封,导致存在较严重的漏气问题,导致高温电弧炉抽真空的过程消耗大量的时间。目前行业内未查阅到解决上述提到的球状滚动状况下的真空密封性差的技术问题,更未查阅到相应的技术方案。
综上所述,如何研发真空高效电弧熔炼炉系统,提高设备长期的可靠使用性能,具有重要的现实意义。
发明内容
针对现有技术中存在的气密性差的技术问题,本发明的目的在于提供真空高效电弧熔炼炉系统。
本发明采取的技术方案为:
真空高效电弧熔炼炉系统,包括氩气罐、电弧炉、扩散泵、真空泵,氩气罐通过气体管路和电弧炉连接,通过氩气罐向电弧炉内充氩气,电弧炉的顶端通过摇杆底座和摇杆连接,电弧炉的底端通过坩埚连接铜帽,电弧炉的侧部通过管路和扩散泵连接,电弧炉通过气体管路和真空泵连接,电弧炉上的真空切换阀阀盖设置为一体式结构,通过开启真空泵控制电弧炉抽真空。
进一步的,所述铜帽包括连接端口、收集腔和抽气管道,所述收集腔的上端设置为连接端口,通过连接端口和熔炼炉连接;所述抽气管道设置在收集腔的一侧壁上,抽气管道的自由端部设置为抽气出口,抽气出口和抽气泵连接;抽气管道的基部设置为抽气入口,抽气管道通过抽气入口和收集腔连接形成一体式结构,通过抽气泵控制抽气管道在吸铸过程中侧向吸气,进而控制下流至收集腔的气固混合物分离。
更进一步的,所述铜帽选择高导热系数铜材质制备而成,控制分流下的固体熔融物沿着收集腔着壁时散热;所述抽气管通的内部设置为管状结构,抽气管通过抽气出口和抽气管道插合,抽气出口的自由端部外侧壁设置为渐变式端口,渐变式端口自外向内设置为呈圆台状渐扩式入口;抽气管道的抽气出口的高度位置≥抽气入口的高度位置≥收集腔的上端位置。
进一步的,所述坩埚包括坩埚本体,坩埚本体的顶端连接电弧熔炼炉,坩埚本体的顶端中心位置设置有吸铸坩埚,吸铸坩埚的四周排布设置有熔炼坩埚,吸铸坩埚的底部向下呈一体式延伸设置为模具腔;
坩埚本体的底端设置有冷却水通道,冷却水通道以模具腔外壁为中心呈同轴排布设置为环形迷宫式结构;
模具腔的底端外侧壁向外凸起设置为连接底部,坩埚本体的底端通过连接底部连接铜帽,通过铜帽收集熔融物。
更进一步的,所述坩埚本体采用纯铜材质制备形成一体式件,所述坩埚本体和电弧熔炼炉之间间隔形成真空密封槽,真空密封槽沿着坩埚本体的外侧壁底部向连接盘中内嵌延伸设置为环形槽结构;所述连接底部的上端呈环形内嵌设置为水密封槽。
更进一步的,还设置有水封底座,坩埚本体的四周向外延伸设置为连接盘,连接盘上等间距排布设置有螺孔,坩埚本体通过连接盘的螺孔和水封底座连接,坩埚本体和水封底座之间密封间隔形成冷却水通道;所述水封底座设置为中心开设通孔的套筒结构,其套设在模具腔的外侧,套筒的上端向外延伸设置为与连接盘相互适配的环形连接结构。
进一步的,还设置有基于PEEK密封骨架的摇动真空密封装置,其包括摇杆、球芯、上骨架、中骨架、下骨架,所述上骨架、中骨架、下骨架自上而下呈同轴排布设置,上骨架、中骨架、下骨架自上而下相互邻接形成密封腔体,密封腔体设置为与球芯外形相互匹配的球形腔,球芯嵌设于密封腔体内,球芯上端和摇杆连接,摇杆的上端延伸至密封腔体的外侧。
更进一步的,所述上骨架设置为环形结构,上骨架的外侧壁呈环形排布设置有上外密封槽,上骨架的内侧壁设置为上弧形部,上弧形部的弧度设置为与球芯外壁弧度一致,沿着上弧形部的内壁呈环形排布设置有内嵌式上内密封槽,几条密封圈分别嵌设在上内密封槽和上外密封槽内;
所述中骨架设置为环形结构,中骨架的外侧壁呈环形排布设置有中外密封槽,中骨架的内侧壁设置为中弧形部,中弧形部的弧度设置为与球芯外壁弧度一致,沿着中弧形部的内壁呈环形排布设置有内嵌式中内密封槽,几条密封圈分别嵌设在中内密封槽和中外密封槽内;
所述下骨架设置为环形结构,下骨架的外侧壁呈环形排布设置有下外密封槽,密封圈嵌设在下外密封槽内,下骨架的内侧壁自上而下依次设置为下弧形部和下倾斜部,下弧形部的弧度设置为与球芯外壁弧度一致,下倾斜部与球芯外切线之间的夹角设置为锐角,下倾斜部整体呈外扩式结构,下倾斜部的内径大于球芯的下端口的外径。
进一步的,还设置有基于聚氨酯密封圈的真空设备摇动密封装置,其包括摇杆、球芯、上定位圈、上密封圈、下密封圈、刮尘圈、下定位圈,所述上定位圈、上密封圈、下密封圈、刮尘圈自上而下呈同轴排布设置,上定位圈、上密封圈、下密封圈、刮尘圈自上而下相互邻接形成密封腔体,密封腔体设置为与球芯外形相互匹配的球形腔,球芯嵌设于密封腔体内,球芯上端和摇杆连接,摇杆的上端延伸至密封腔体的外侧。
更进一步的,所述上定位圈设置为环形结构,上定位圈的内侧壁自上而下依次设置为上倾斜部和上弧形部,上弧形部的弧度设置为与球芯外壁弧度一致,上倾斜部与球芯外切线之间的夹角设置为锐角,上倾斜部整体呈外扩式结构;所述下定位圈设置为环形结构,沿着下定位圈的外侧壁呈环形排布设置有外密封槽,下定位圈的内侧壁自上而下依次设置为下弧形部和下倾斜部,下弧形部的弧度设置为与球芯外壁弧度一致,密封圈嵌设在外密封槽内,下倾斜部与球芯外切线之间的夹角设置为锐角,下倾斜部整体呈外扩式结构;
所述上密封圈和下密封圈结构设置一致,其均设置为环形结构,沿着上密封圈的上端面和下密封圈的下端面分别呈环形排布设置有上密封唇和下密封唇,所述上密封圈和下密封圈的横截面均设置为“Y”型结构;
所述刮尘圈设置为环形结构,刮尘圈靠近球芯的一侧的刮尘内侧壁向内延伸设置为刮尘臂,刮尘臂设置为与球芯外侧壁相互适配的弧形曲面结构,刮尘圈远离球芯的一侧的刮尘外侧壁设置为圆筒体结构,刮尘内侧壁和刮尘外侧壁之间沿着刮尘圈的下底面向内凹陷设置有刮尘槽。
本发明的有益效果为:
1.通过合理的法兰设计,有效减少了真空腔体内的螺纹孔洞与间隙(螺纹间隙等容易积累污渍,夹杂粉尘,增大表面积,吸附气体难以扩散,难以清理等);同时实现了冷却水通道与真空腔体的合理分离,使得漏水也不再影响真空效率。
2.通过合理的侧向吸气铜帽,在吸铸过程中侧向吸气使得下流的气固混合物得以分离,从而不直接堵塞铸气管,可有效克服软管直连设计的应用堵塞问题,提高设备的可靠性,提高成功率,节约应用维护时间与资金;选择高导热系数铜材质制备,使得分流下的固体熔融物着壁时能及时散热而不粘结在分流帽体中,从而实现长期的可靠使用。
3.通过下骨架、中骨架、上骨架三个密封圈的组合,可以有效的保证真空炉内的气密性,降低抽真空的时间,使得密封装置可以使用标准的O圈来实现有效的摇动接触密封,可有效提高使用可靠性。PEEK具有足够的刚度,这种材质的硬度既保证了我们对于气密性的要求,同时又不至于因过大的硬度导致划伤球芯,影响气密性。
4.通过合理接触变形过盈配合设计,实现了摇动过程中的有效密封;通过多条密封唇的选择有效提高使用可靠性;聚氨酯具有耐污染的特征,不易吸附扩散污渍,提高了应用对象的可靠性,极大减少维护时间。
真空系统每个环节的泄露都会造成整体真空效率的下降,本专利所提综合系统设计的提升熔炼炉的高真空抽气时间从30分钟每次到1分钟每次。巨大节约了科研工作者的时间。
附图说明
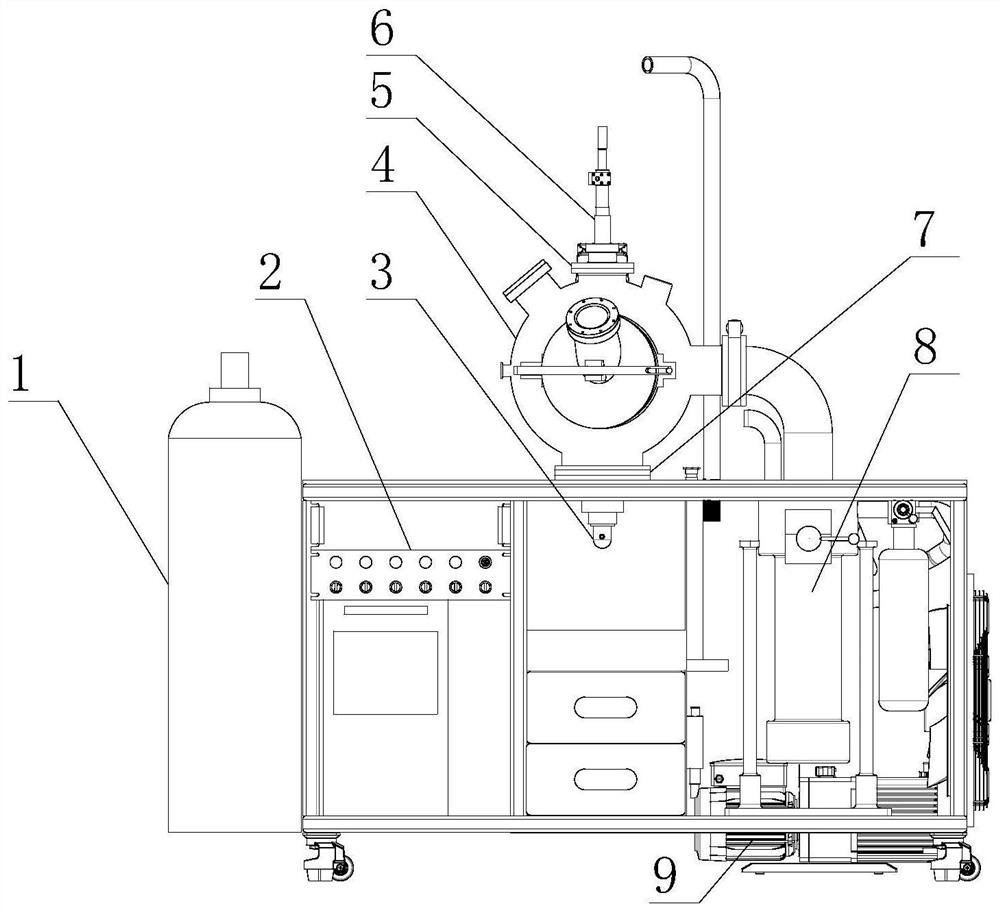
图1为本发明中真空高效电弧熔炼炉系统的整体结构示意图。
图2为本发明中真空高效电弧熔炼炉系统的正视图。
图3为本发明中真空高效电弧熔炼炉系统的俯视图。
图4为本发明中铜帽的整体结构示意图;
图5为本发明中铜帽的正视图;
图6为本发明中铜帽的剖视图;
图7为本发明中坩埚的整体结构示意图a;
图8为本发明中坩埚的整体结构示意图b;
图9为本发明中坩埚的正视图;
图10为图9中A-A方向的剖视图;
图11为本发明中坩埚本体和水封底座相互装配的整体结构示意图;
图12为图11中的剖视图;
图13为本发明中摇杆、球芯和基于PEEK密封骨架的摇动真空密封装置相互装配的整体结构示意图;
图14为图13中A-A方向剖视图;
图15为本发明中上骨架的整体结构示意图;
图16为本发明中上骨架的的剖视图;
图17为本发明中中骨架的整体结构示意图;
图18为本发明中中骨架的剖视图;
图19为本发明中下骨架的整体结构示意图;
图20为本发明中下骨架的剖视图;
图21为本发明中摇杆、球芯和基于聚氨酯密封圈的摇动真空密封装置相互装配的剖视图;
图22为本发明中上定位圈和下定位圈的整体结构示意图;
图23为本发明中上定位圈和下定位圈的剖视图;
图24为本发明中上密封圈的整体结构示意图;
图25为本发明中上密封圈的剖视图;
图26为本发明中下密封圈的整体结构示意图;
图27为本发明中刮尘圈的整体结构示意图;
图28为本发明中刮尘圈的剖视图;
图29为图28中的II的局部放大图;
图30是本发明中真空切换阀阀盖的结构示意图;
图31是本发明中真空切换阀阀盖的剖视图;
其中,1、氩气罐;2、操控面板;3、铜帽;4、电弧炉;5、摇杆底座;6、摇杆;7、坩埚;8、扩散泵;9、真空泵;10、球芯;11、螺帽;
3-1、连接端口;3-2、抽气出口;3-3、抽气管道;3-4、抽气入口;3-5、收集口;3-6、收集腔;3-61、第一弧形部;3-62、第二弧形部;3-63、第三弧形部;3-64、第一竖直部;3-65、第二竖直部;
7-1、模具腔;7-2、连接底部;7-3、水密封槽;7-4、连接盘;7-5、坩埚本体;7-6、熔炼坩埚;7-7、吸铸坩埚;7-8、冷却水通道;7-81、通水孔a;7-82、通水孔b;7-9、模具腔外壁;7-10、螺孔;7-11、真空密封槽;7-12、水封底座;
A-1、上骨架;A-11、上外密封槽;A-12、上内密封槽;A-13、上弧形部;A-2、中骨架;A-21、中外密封槽;A-22、中内密封槽;A-23、中弧形部;A-3、下骨架;A-31、下外密封槽;A-32、下弧形部;A-33、下倾斜部;
B-1、上定位圈;B-11、上倾斜部;B-12、上弧形部;B-2、上密封圈;B-21、上密封唇;B-3、下密封圈;B-31、下密封唇;B-4、刮尘圈;B-41、刮尘槽;B-42、刮尘臂;B-43、刮尘间隙;B-5、下定位圈;B-51、外密封槽;B-52、下弧形部;B-53、下倾斜部。
具体实施方式
下面结合附图进一步说明本发明。
实施例1
如图1、图2和图3所示,真空高效电弧熔炼炉系统,包括氩气罐1、电弧炉4、扩散泵8、真空泵9,氩气罐1通过气体管路和电弧炉4连接,通过氩气罐1向电弧炉4内充氩气,电弧炉4的上方设置有操控面板2,通过操控面板2对电弧炉4进行操控,电弧炉4的顶端通过摇杆底座5和摇杆6连接,电弧炉4的底端通过坩埚7连接铜帽3,电弧炉4的侧部通过管路和扩散泵8连接,电弧炉4通过气体管路和真空泵9连接,电弧炉4上的真空切换阀阀盖12设置为一体式结构,通过开启真空泵9控制电弧炉4抽真空。
本发明的又一实施例,如图4、图5和图6所示,一种应用于吸铸熔炼炉的防堵塞侧向吸气铜帽装置,包括连接端口3-1、收集腔3-6和抽气管道3-3,
所述收集腔3-6的上端设置为连接端口3-1,通过连接端口3-1和熔炼炉连接;所述抽气管道3-3设置在收集腔3-6的一侧壁上,抽气管道3-3的自由端部设置为抽气出口3-2,抽气出口3-2和抽气泵连接;抽气管道3-3的基部设置为抽气入口3-4,抽气管道3-3通过抽气入口3-4和收集腔3-6连接形成一体式结构,通过抽气泵控制抽气管道3-3在吸铸过程中侧向吸气,进而控制沿着收集口3-5下流至收集腔3-6的气固混合物分离。
选择高导热系数铜材质制备而成,控制分流下的固体熔融物沿着收集腔3-6着壁时散热。该铜质底帽材质为纯铜,导热系数为386.4w/(m.k),相比于黄铜(导热系数为108.9/(m.k)),铍铜(导热系数为195w/(m.k)),以及传统的不锈钢(导热系数为10~30w/(m·℃)),均展现出高导热性。
本发明的又一实施例,如图4、图5和图6所示,抽气管通的内部设置为管状结构,抽气管通过抽气出口3-2和抽气管道3-3插合,抽气出口3-2的自由端部外侧壁设置为渐变式端口,渐变式端口自外向内设置为呈圆台状渐扩式入口。该端口的特殊结构设计,可保证插合快速便捷,同时增大抽气管与端口的接触面积,避免发生脱落现象,密封效果好。
抽气管道3-3的抽气出口3-2的高度位置≥抽气入口3-4的高度位置≥收集腔3-6的上端位置。抽气管道3-3用于传输吸出气体,抽气管道3-3的抽气入口3-4和抽气出口3-2用于将真空仓内气体抽出,抽气管道3-3呈水平或倾斜向上式结构设计,避免收集腔3-6内的收集物随气流流出,同时可保证良好的抽气效果。
本发明的又一实施例,如图4、图5和图6所示,收集腔3-6向接近抽气入口3-4的端部延伸设置为第一弧形部3-61,收集腔3-6向远离抽气入口3-4的端部延伸设置为第三弧形部3-63,第一弧形部3-61和第三弧形部3-63的上端和抽气入口3-4相互齐平,第一弧形部3-61和第三弧形部3-63的下端之间通过第二弧形部3-62连接形成半球形空腔。收集腔3-6用于收集液态残留物,并进行冷却凝固,其为一体式结构,便于加工制作,同时也可以提高抽气过程的密封效果。
本发明的又一实施例,如图4、图5和图6所示,连接端口3-1沿着收集腔3-6的顶端向外呈环形延伸设置为外凸缘,所述第一弧形部3-61向上延伸设置为第一竖直部3-64,所述第三弧形部3-63向上延伸设置为第二竖直部3-65,第一竖直部3-64和第二竖直部3-65的顶端和连接端口3-1的外凸缘呈垂直连接。第一竖直部3-64和第二竖直部3-65起到引流的作用,同时可提高固体熔融物沿着收集腔3-6着壁时散热效果。
本发明又一实施例,如图7至图10所示,一种应用于电弧熔炼炉的真空高效一体铜坩埚,包括坩埚本体7-5,
坩埚本体7-5的顶端连接电弧熔炼炉,坩埚本体7-5的顶端中心位置设置有吸铸坩埚7-7,吸铸坩埚7-7的四周排布设置有熔炼坩埚7-6,吸铸坩埚7-7的底部向下呈一体式延伸设置为模具腔7-1;
坩埚本体7-5的底端设置有冷却水通道7-8,冷却水通道7-8以模具腔外壁7-9为中心呈同轴排布设置为环形迷宫式结构;
模具腔7-1的底端外侧壁向外凸起设置为连接底部7-2,坩埚本体7-5的底端通过连接底部7-2连接铜帽,通过铜帽收集熔融物。
具体运行过程为:使用时,一体铜坩埚与真空熔炼炉相连,在高温下,固态金属融化为液态金属,盛放于熔融坩埚。在模具腔7-1装入模具后,打开外置真空泵阀,开始吸铸,用器具将熔融坩埚内的熔融金属移动进入吸铸坩埚7-7,熔融态金属顺孔留入模具腔7-1内的模具,冷却成型。
本发明中的模具腔用于盛放吸铸模具,通过熔炼坩埚熔化金属,通过吸铸坩埚盛放即将被吸铸熔融态金属;水密封槽的特殊结构可确保冷却水可以在铜坩埚外侧循环而不泄露。
本发明的又一实施例,熔炼坩埚7-6和吸铸坩埚7-7均设置为半球体结构,熔炼坩埚7-6用于熔化金属,吸铸坩埚7-7用于盛放即将被吸铸熔融态金属,吸铸坩埚7-7的底部和模具腔7-1上端相互连接为一体式结构,吸铸坩埚7-7和模具腔7-1相互连通形成顶部开设通孔的内置容腔,用于盛放吸铸模具。
坩埚本体7-5和电弧熔炼炉之间间隔形成真空密封槽7-11,真空密封槽7-11沿着坩埚本体7-5的外侧壁底部向连接盘7-4中内嵌延伸设置为环形槽结构,真空密封槽7-11与上方真空炉相连,可确保气密性。
连接底部7-2的上端呈环形内嵌设置为水密封槽7-3,水密封槽7-3自上而下等间距排布设置为数个环形槽,其与水封底座7-12相互配合形成水密封,大大提高了密封效果。
本发明中的真空密封槽与上方真空炉相连,可确保气密性,有效减少了真空腔体内的螺纹孔洞与间隙,本发明中的坩埚一体化结构与水封底座设计,克服了现有技术中螺纹间隙等容易积累污渍,夹杂粉尘,吸附气体难以扩散,难以清理等技术问题。
本发明的又一实施例,如图11和图12所示,还设置有水封底座7-12,坩埚本体7-5的四周向外延伸设置为连接盘7-4,连接盘7-4上等间距排布设置有螺孔7-10,坩埚本体7-5通过连接盘7-4的螺孔7-10和水封底座7-12连接,坩埚本体7-5和水封底座7-12之间密封间隔形成冷却水通道7-8。
如图11和图12所示,所述水封底座7-12设置为中心开设通孔的套筒结构,其套设在模具腔7-1的外侧,套筒的上端向外延伸设置为与连接盘7-4相互适配的环形连接结构(环形连接部),环形连接部上等间距排布设置有螺孔7-10,通过螺孔7-10和连接盘7-4相互连接,安装方便快捷,环形连接部上表面呈环形内嵌设置有真空密封槽7-11,真空密封槽7-11沿着冷却水通道7-8的外侧设置,起到双重密封效果。连接处位于真空密封的外侧,有效改善了气密性,极大程度增加了抽真空速率。
如图7至图12所示,冷却水通道7-8自内向外呈同轴圆环状排布设置,至少包括内环冷却水通道和外环冷却水通道,内环冷却水通道和外环冷却水通道的一外侧壁沿纵向呈对称式分别排布设置有通水孔a7-81和通水孔b7-82,通水孔a7-81和通水孔b7-82设置为方形通槽或孔型通槽。
水封底座7-12上分别设置有冷却水入口和冷却水出口,冷却水入口和冷却水出口均和冷却水通道7-8相互连通。
本发明中的冷却水通道采用迷宫式结构使得水流充分接触一体铜坩埚表面,起到了良好的散热作用;同时实现了冷却水通道与真空腔体的合理分离,使得漏水也不再影响真空效率。
具体运行过程为:水流沿着冷却水入口进入水封底座7-12内,分别沿着内环冷却水通道和外环冷却水通道形成的迷宫式结构进行注入,即先沿着冷却水入口进入内环冷却水通道,内环冷却水通道内的水注满后,经过通水孔a7-81向外环冷却水通道注入,直至外环冷却水道注满后,再沿着直至将冷却水通道7-8注满,再沿着通水孔b7-82向外注入,直至将整个冷却水通道7-8注满后,冷却水沿着冷却水出口流动出来,依次形成冷却水循环,对坩埚本体7-5进行降温,可提高固体熔融物着壁时散热效果。
坩埚本体7-5采用纯铜材质制备形成一体式件,铜质底帽材质为纯铜,导热系数为386.4w/(m.k),相比于黄铜(导热系数为108.9/(m.k)),铍铜(导热系数为195w/(m.k)),以及传统的不锈钢(导热系数为10~30w/(m·℃)),均展现出高导热性。一体式结构便于加工制作,同时也可以提高抽气过程的密封效果。
本发明又一实施例,本发明设置的PEEK密封骨架的摇动真空密封装置,如图13和图14所示,一种PEEK密封骨架的摇动真空密封装置,包括摇杆6、球芯10、上骨架A-1、中骨架A-2、下骨架A-3,所述上骨架A-1、中骨架A-2、下骨架A-3自上而下呈同轴排布设置,上骨架A-1、中骨架A-2、下骨架A-3自上而下相互邻接形成密封腔体,密封腔体设置为与球芯10外形相互匹配的球形腔,球芯10外侧整体设置为球体结构,球芯10嵌设于密封腔体内,摇杆6设置为中空圆柱体套筒结构,球芯10内部设置有与摇杆6内腔相互一致的中空圆柱形腔体,即球芯10上端和摇杆6连接,摇杆6的套筒内腔延伸至球芯10内,摇杆6的上端延伸至密封腔体的外侧。
上骨架A-1、中骨架A-2、下骨架A-3自上而下分别通过其上开设的上外密封槽A-11、中外密封槽A-21、下外密封槽A-31安装在摇杆底座5内,上骨架A-1、中骨架A-2、下骨架A-3均设置为环形结构,上骨架A-1、中骨架A-2、下骨架A-3三者相邻的上下端面之间呈相切式邻接;摇杆底座5的上端通过螺纹旋拧螺帽11,通过螺帽11对上骨架A-1进行卡合,球芯10通过密封条嵌设在密封腔体内,可沿着密封腔体进行旋转,起到了良好的密封效果。
具体使用过程如下:
使用时,摇杆底座5通过其上开设的螺孔与真空熔炼炉上部相连,一体铜坩埚与真空熔炼炉下部相连。开启电源后,电弧枪头部迅速升温,通过摇杆底座5内部的球芯10(球铰链)旋动电弧枪,将其头部对准需要融化的固态金属,固态金属在高温下融化为液态金属,盛放于熔融坩埚。在模具腔装入模具后,打开外置真空泵阀,开始吸铸,用器具将熔融坩埚内的熔融金属移动进入吸铸坩埚,熔融态金属顺孔留入模具腔内的模具,冷却成型。
对比例
设计与球芯10外壁形状一致的独立密封套,独立密封套的内侧设置为一个弧形球面结构,通过弧形球面结构与球芯10进行贴合。
实验结果:该独立密封套易吸附灰尘,影响气密性,三个月不到就得对气密系统进行维护,更换。
本发明设置的PEEK密封骨架的摇动真空密封装置,不易吸附灰尘,气密性较好,长期使用性能好,不需要定期花费时间对气密系统进行维护,更换。
如图13和图14所示,还设置有摇杆底座5,摇杆底座5上端部设置为中空圆筒体,上骨架A-1、中骨架A-2和下骨架A-3依次通过同步嵌设密封条的上外密封槽A-11、中外密封槽A-21、下外密封槽A-31安装在摇杆底座5内,上骨架A-1、中骨架A-2、下骨架A-3三者相邻的上下端面之间呈相切式邻接。
摇杆底座5的下端部内侧向内呈环形延伸设置有内环形挡边,摇杆底座5通过内环形挡边卡合在球芯10的下端外侧;摇杆底座5的下端部外侧向外呈环形延伸设置有连接凸缘,连接凸缘上呈环形等间距排布设置有螺孔,通过螺孔和熔炼炉连接。
还设置有螺帽11,螺帽11通过螺纹旋拧在摇杆底座5的上端外侧壁,沿着螺帽11上端口向内呈环形延伸设置有外环形挡边,螺帽11通过外环形挡边卡合在球芯10的上端外侧部。
本发明的技术方案将下骨架A-3、中骨架A-2、上骨架A-1三个经过特殊设计的密封圈从下至上同轴放置,三者环绕于球芯10四周,下骨架A-3、中骨架A-2、上骨架A-1三个密封圈的组合,可以有效的保证真空炉内的气密性,下骨架A-3的材质采用聚四氟制备,将该整体密封系统固定在摇杆底座5内部,同时也起到了一定的密封作用;中骨架A-2和上骨架A-1均采用peek材质制备,这种材质的硬度既保证了我们对于气密性的要求,同时又不至于因过大的硬度导致划伤球芯10,影响气密性。同时,在中骨架A-2和上骨架A-1上分别设有密封槽,用于放置常见的密封O型圈。位于外侧的O型圈用于摇杆底座5与密封圈之间的密封,位于内侧的O型圈用于密封圈与球芯10之间的密封,这确保了装置整体的气密性。
本发明的又一实施例,如图15和图16所示,所述上骨架A-1设置为环形结构,上骨架A-1的外侧壁设置为圆柱筒体结构,沿着上骨架A-1的外侧壁呈环形排布设置有上外密封槽A-11,上骨架A-1的内侧壁设置为上弧形部A-13,上弧形部A-13的弧度设置为与球芯10外壁弧度一致,上弧形部A-13设置为与球芯10外侧壁相互适配的弧形曲面结构,沿着上弧形部A-13的内壁呈环形排布设置有内嵌式上内密封槽A-12,密封条嵌设在上内密封槽A-12和上外密封槽A-11内。
如图17和图18所示,所述中骨架A-2设置为环形结构,中骨架A-2的外侧壁设置为圆柱筒体结构,沿着中骨架A-2的外侧壁呈环形排布设置有中外密封槽A-21,中骨架A-2的内侧壁设置为中弧形部A-23,中弧形部A-23的弧度设置为与球芯10外壁弧度一致,中弧形部A-23设置为与球芯10外侧壁相互适配的弧形曲面结构,沿着中弧形部A-23的内壁呈环形排布设置有内嵌式中内密封槽A-22,几条密封圈分别嵌设在中内密封槽A-22和中外密封槽A-21内。
如图19和图20所示,所述下骨架A-3设置为环形结构,下骨架A-3的外侧壁设置为圆柱筒体结构,沿着下骨架A-3的外侧壁呈环形排布设置有下外密封槽A-31,下骨架A-3的内侧壁自上而下依次设置为下弧形部A-32和下倾斜部A-33,下弧形部A-32的弧度设置为与球芯10外壁弧度一致,下弧形部A-32设置为与球芯10外侧壁相互适配的弧形曲面结构,,密封圈嵌设在下外密封槽A-31内,下倾斜部A-33与球芯10外切线之间的夹角设置为锐角,下倾斜部A-33整体呈外扩式结构,下倾斜部A-33的内径大于球芯10的下端口的外径。
本发明又一实施例,如图21所示,一种基于聚氨酯密封圈的真空设备摇动密封装置,包括摇杆6、球芯、上定位圈B-1、上密封圈B-2、下密封圈B-3、刮尘圈B-4、下定位圈B-5,所述上定位圈B-1、上密封圈B-2、下密封圈B-3、刮尘圈B-4自上而下呈同轴排布设置,上定位圈B-1、上密封圈B-2、下密封圈B-3、刮尘圈B-4自上而下相互邻接形成密封腔体,密封腔体设置为与球芯外形相互匹配的球形腔,球芯嵌设于密封腔体内,球芯上端和摇杆6连接,摇杆6的上端延伸至密封腔体的外侧。
摇杆底座5的下端部内侧向内呈环形延伸设置有内环形挡边,摇杆底座5通过内环形挡边卡合在球芯的下端外侧;摇杆底座5的下端部外侧向外呈环形延伸设置有连接凸缘,连接凸缘上呈环形等间距排布设置有螺孔,通过螺孔和熔炼炉连接。
还设置有螺帽,螺帽通过螺纹旋拧在摇杆底座5的上端外侧壁,沿着螺帽上端口向内呈环形延伸设置有外环形挡边,螺帽通过外环形挡边卡合在球芯的上端外侧部。
具体使用过程如下:
使用时,摇杆底座5通过其上开设的螺孔与真空熔炼炉上部相连,一体铜坩埚与真空熔炼炉下部相连。开启电源后,电弧枪头部迅速升温,通过摇杆底座5内部的球芯(球铰链)旋动电弧枪,将其头部对准需要融化的固态金属,固态金属在高温下融化为液态金属,盛放于熔融坩埚。在模具腔装入模具后,打开外置真空泵阀,开始吸铸,用器具将熔融坩埚内的熔融金属移动进入吸铸坩埚,熔融态金属顺孔留入模具腔内的模具,冷却成型。
本发明设置的基于聚氨酯密封圈的真空设备摇动密封装置,与对比例相比,不易吸附灰尘,气密性较好,长期使用性能好,不需要定期花费时间对气密系统进行维护,更换。
本发明的又一实施例,如图21所示,本发明的技术方案将上定位圈B-1、上密封圈B-2、下密封圈B-3、刮尘圈B-4自上而下呈同轴排布设置,上定位圈B-1、上密封圈B-2、下密封圈B-3、刮尘圈B-4自上而下相互邻接形成密封腔体,环绕于球芯四周。
还设置有摇杆底座5,摇杆底座5上端部设置为中空圆筒体,上定位圈B-1和上密封圈B-2邻接,上密封圈B-2和下密封圈B-3的端面之间呈相切式邻接,下密封圈B-3和刮尘圈B-4邻接,刮尘圈B-4和下定位圈B-5的端面之间呈相切式邻接,下定位圈B-5通过嵌设密封条的外密封槽B-51安装在摇杆底座5内;摇杆底座5的上端通过螺纹旋拧螺帽,通过螺帽对上定位圈B-1进行卡合,球芯通过密封条嵌设在密封腔体内,可沿着密封腔体进行旋转,起到了良好的密封效果。
本发明的又一实施例,如图22、图23所示,上定位圈B-1、上密封圈B-2、下密封圈B-3、刮尘圈B-4经过特殊设计的从上至下同轴放置,可以有效的保证真空炉内的气密性,即将该整体密封系统固定在摇杆底座5内部,同时也起到了一定的密封作用;上密封圈B-2、下密封圈B-3和刮尘圈B-4采用聚氨酯材质制备而成,不易吸附灰尘,这种材质的硬度既保证了我们对于气密性的要求,同时又不至于因过大的硬度导致划伤球芯,上定位圈B-1和下定位圈B-5采用聚四氟材质制备而成,通过上定位圈B-1和下定位圈B-5固定整体密封套装的位置。最大限度的减少了O型圈的使用,密封圈可以独立应用于密封,不需要O型圈的辅助密封,只在下定位圈B-5上装有密封槽用于放置O型圈,是冗余密封设计。
如图22、图23所示,上定位圈B-1设置为环形结构,上定位圈B-1的内侧壁自上而下依次设置为上倾斜部B-11和上弧形部B-12,上弧形部B-12的弧度设置为与球芯外壁弧度一致,上弧形部B-12设置为与球芯外侧壁相互适配的弧形曲面结构,上倾斜部B-11与球芯外切线之间的夹角设置为锐角,上倾斜部B-11整体呈外扩式结构,上倾斜部B-11的内径大于球芯的上端口的外径。通过上定位圈B-1固定整体密封套装的位置。
如图22、图23所示,下定位圈B-5设置为环形结构,下定位圈B-5的外侧壁设置为圆柱筒体结构,沿着下定位圈B-5的外侧壁呈环形排布设置有外密封槽B-51,下定位圈B-5的内侧壁自上而下依次设置为下弧形部B-52和下倾斜部B-53,下弧形部B-52的弧度设置为与球芯外壁弧度一致,下弧形部B-52设置为与球芯外侧壁相互适配的弧形曲面结构,密封圈嵌设在外密封槽B-51内,下倾斜部B-53与球芯外切线之间的夹角设置为锐角,下倾斜部B-53整体呈外扩式结构,下倾斜部B-53的内径大于球芯的下端口的外径。通过下定位圈B-5固定整体密封套装的位置。
如图24、图25和图26所示,上密封圈B-2和下密封圈B-3结构设置一致,其均设置为环形结构,沿着上密封圈B-2的上端面和下密封圈B-3的下端面分别呈环形排布设置有上密封唇B-21和下密封唇B-31,使得上密封圈B-2和下密封圈B-3的横截面设置为“Y”型结构。上密封圈B-2和下密封圈B-3采用弹性材质制备而成,当其安装在摇杆底座内时,上密封圈B-2和下密封圈B-3的两侧受到挤压力作用,上密封唇B-21和下密封唇B-31的V型开口进行压合,此时,上密封圈B-2和下密封圈B-3的内侧壁均设置为弧形壁,弧形壁设置为与球芯外侧壁相互适配的弧形曲面结构;上密封圈B-2和下密封圈B-3的外侧壁贴合在摇杆底座内,起到良好的密封效果。
如图27、图28和图29所示,刮尘圈B-4设置为环形结构,刮尘圈B-4靠近球芯的一侧的刮尘内侧壁向内延伸设置为刮尘臂B-42,刮尘臂B-42设置为与球芯外侧壁相互适配的弧形曲面结构,刮尘圈B-4远离球芯的一侧的刮尘外侧壁设置为圆筒体结构,刮尘内侧壁和刮尘外侧壁之间沿着刮尘圈的下底面向内凹陷设置有刮尘槽B-41。
刮尘槽B-41沿着刮尘圈B-4的下端面向内呈凹弧形结构,刮尘臂B-42的自由端部高于刮尘外侧壁的下底边,且二者之间的高度差形成刮尘间隙B-43,刮尘间隙B-43和刮尘槽B-41相互连通。沿着刮尘间隙B-43向刮尘槽B-41内呈渐扩式延伸形成刮尘收集腔,用于收集从球芯上刮下来的灰尘,即通过增加了刮尘圈B-4,可去除球芯上的灰尘。
具体运行过程为:
球芯沿着密封腔体旋转时,刮尘臂B-42将球芯底部的灰尘进行刮除,灰尘沿着刮尘臂B-42下端的刮尘间隙B-43进入刮尘槽B-41内,球芯外壁的灰尘通过该结构进行收集、去除,避免了球芯外壁的灰尘向上进入密封圈内,进而保证了密封腔体内的密封性。
本发明的又一实施例,如图30和图31所示,真空切换阀阀盖包括上端部阀盖和下端部底座,上端部阀盖和下端部底座之间为一体式连接而成,保证了气密性。上端部阀盖和下端部底座均为中空圆柱筒体结构,下端部底座的内腔体和上端部阀盖的内腔体相互连通,下端部底座的外径大于上端部阀盖的外径,下端部底座的内壁嵌设有密封片,通过在移动轴处增设几组密封片作为轴封,保证了轴处密封效果,一体化真空切换阀阀盖提高了切换过程中的可靠性,并方便使用。
以上所述并非是对本发明的限制,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明实质范围的前提下,还可以做出若干变化、改型、添加或替换,这些改进和润饰也应视为本发明的保护范围。
- 真空高效电弧熔炼炉系统
- 一种应用于电弧熔炼炉的真空高效一体铜坩埚