一种变速箱轴承装配销钉的装置及使用方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及机械制造技术领域,具体涉及一种变速箱轴承装配销钉的装置及使用方法。
背景技术
现有的变速箱轴承在轴承外径靠近端面处有孔装入销钉,为过盈配合,要求销钉必须垂直轴承轴线方向,销钉装配后凸出轴承外径尺寸高度准确。
现有的轴承安装销钉方法采用一人用镊子将销钉固定在销钉孔处,另一人用锤子对销钉进行打击,使销钉装入孔内,但在安装的过程中用镊子固定不稳固,常常滑落销钉,从而导致销钉与孔位置对不正,并且由于使用手锤,敲击装配销钉,力不能保证与轴承轴线垂直,力量大小不一致,装入销钉后,出现歪钉,装配销钉高度不符合要求,销钉高度不是过大,就是过小,合理率紧为30%~40%,且装配销钉时需2人以上配合,1人无法安装销钉。
综上所述,现有的轴承安装销钉方法无法保证销钉与孔位置对正,并且采用人工使用手锤的方式,将销钉装配到轴承上,无法保证每次力量大小一直,从而导致装配的合格率较低,且需要两个同时操作,费时费力,工作效率较低的问题。
发明内容
本发明为解决现有的轴承安装销钉方法无法保证销钉与孔位置对正,并且采用人工使用手锤的方式,将销钉装配到轴承上,无法保证每次力量大小一直,从而导致装配的合格率较低,且需要两个同时操作,费时费力,工作效率较低的问题,而提出一种变速箱轴承装配销钉的装置及使用方法。
本发明的一种变速箱轴承装配销钉的装置,其组成包括导向套、底座、固定架、定位柱、固定轴、导向柱和压模体;
底座的上表面的两端中部分别设有一个通孔,压模体的下表面两端中部分别设有一个通孔,且底座上表面的两个通孔和压模体下表面的两个通孔的内部分别设有一个导向套,且底座上每个导向套的内部设有一个导向柱,其中一个导向柱的顶端插入压模体的下表面一端的导向套的内部,另一个导向柱的顶端插入压模体的下表面另一端的导向套的内部,底座与压模体之间设有一个固定架,且固定架的底部与底座上表面中部固定连接,固定架的上表面中部设有一个通孔,且固定架的正面中部设有一个矩形盲孔,该矩形盲孔的内部设有固定轴,固定架侧壁的中部设有一个通孔,且该通孔内部设有定位柱;
进一步的,所述的压模体的截面为T型;
进一步的,所述的底座的上表面沿长边的边缘中部设有标记线9;
进一步的,所述的固定轴的一端与固定架正面中部的矩形盲孔的底面固定连接;
进一步的,所述的固定架的底部通过螺栓与底座上表面中部固定连接;
进一步的,所述的定位柱的外表面上设有防滑纹;
本发明的一种变速箱轴承装配销钉装置的使用方法,具体方法如下:
步骤一、安装销钉时,将轴承外圈套入导向柱的外表面上,将轴承外圈的销钉孔对正标记线,将轴承外圈推入固定架内,推不动为止,轴承外圈的销钉孔轴线与固定架上表面中部的通孔的中线重合;
步骤二、用定位柱塞入固定架侧壁上中部的通孔内部,测试及校准轴承外圈的销钉孔与固定架上表面中部的通孔是否对齐,然后拔出定位柱,并将销钉放入到固定架上表面中部通孔的内部;
步骤三、将带着轴承外圈的固定架、底座和压模体组合在一起,利用导向柱,将导向柱送入导向套内;
步骤四、利用压力机向压模体的上表面进行施加压力,加压后,完成安装销钉过程;
步骤五、再将固定架与底座分开,拿出轴承外圈,从而完成销钉的安装。
本发明与现有技术相比具有以下有益效果:
本发明克服了现有技术的缺点,采用底座与压模体之间设有一个固定架,且固定架的底部与底座上表面中部固定连接,固定架的上表面中部设有一个通孔,且固定架的正面中部设有一个矩形盲孔,且固定架正面的矩形沉孔的内部设有固定轴,固定架侧壁上中部设有一个通孔,且该通孔内部设有定位柱;利用定位柱将轴承固定到固定架内部的固定轴上,并使用定位柱对轴承的位置进行调节,实现对轴承外圈的销钉孔与固定架上表面中部的通孔进行位置的校对,保证轴承的销钉孔的轴线与固定架上表面中部通孔的轴线重合,从而保证销钉与孔位置对正的精度,并将销钉放入到固定架上表面中部通孔的内部,利用压模体与底座之间的导向柱,再利用压力机向压模体的上表面进行施加压力,使压模体的下表面与销钉的顶部接触,使销钉精准的安装到轴承外圈的销钉孔内,从而提高轴承装配的合格率,采用此种装置安装,只需要一位人员进行操作即可,提高工作效率。
附图说明
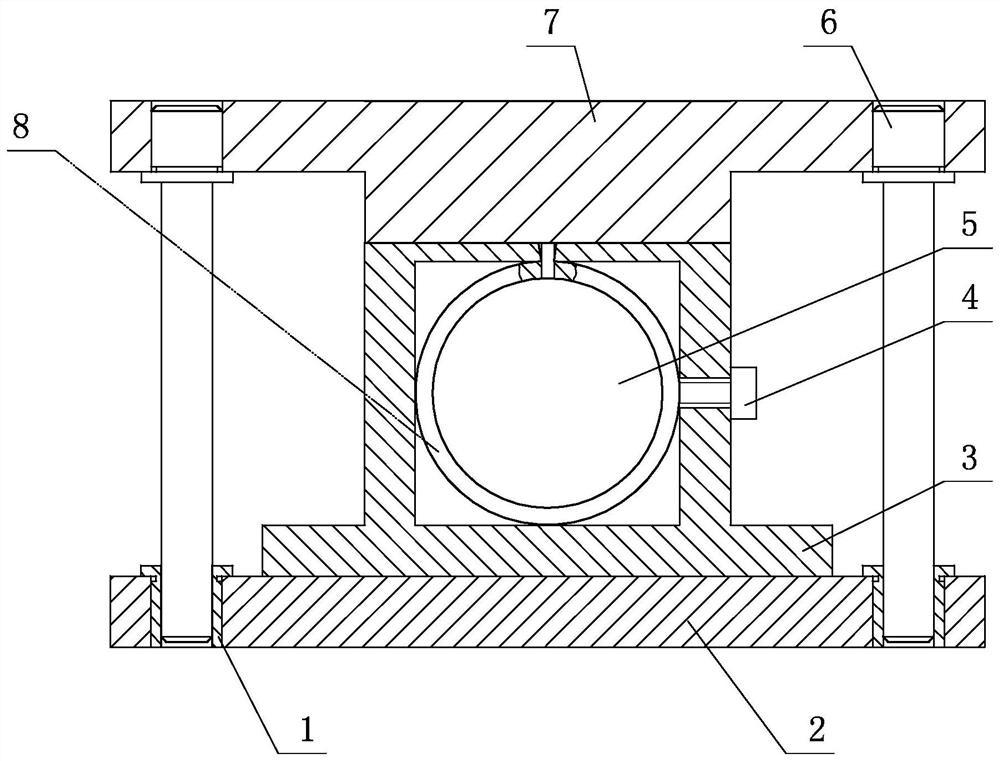
图1是本发明所述的一种变速箱轴承装配销钉的装置的剖视图;
图2是本发明所述的一种变速箱轴承装配销钉的装置中底座的俯视图。
具体实施方式
具体实施方式一:结合图1和2说明本实施方式,本实施方式所述的一种变速箱轴承装配销钉的装置包括导向套1、底座2、固定架3、定位柱4、固定轴5、导向柱6和压模体7;
底座2的上表面的两端中部分别设有一个通孔,压模体7的下表面两端中部分别设有一个通孔,且底座2上表面的两个通孔和压模体7下表面的两个通孔的内部分别设有一个导向套1,且底座2上每个导向套1的内部设有一个导向柱6,其中一个导向柱6的顶端插入压模体7的下表面一端的导向套1的内部,另一个导向柱6的顶端插入压模体7的下表面另一端的导向套1的内部,底座2与压模体7之间设有一个固定架3,且固定架3的底部与底座2上表面中部固定连接,固定架3的上表面中部设有一个通孔,且固定架3的正面中部设有一个矩形盲孔,该矩形盲孔的内部设有固定轴5,固定架3侧壁的中部设有一个通孔,且该通孔内部设有定位柱4;
本具体实施方式,采用底座与压模体之间设有一个固定架,且固定架的底部与底座上表面中部固定连接,固定架的上表面中部设有一个通孔,且固定架的正面中部设有一个矩形盲孔,且固定架正面的矩形沉孔的内部设有固定轴,固定架侧壁上中部设有一个通孔,且该通孔内部设有定位柱;利用定位柱将轴承固定到固定架内部的固定轴上,并使用定位柱对轴承的位置进行调节,实现对轴承外圈的销钉孔与固定架上表面中部的通孔进行位置的校对,保证轴承的销钉孔的轴线与固定架上表面中部通孔的轴线重合,从而保证销钉与孔位置对正的精度,并将销钉放入到固定架上表面中部通孔的内部,利用压模体与底座之间的导向柱,再利用压力机向压模体的上表面进行施加压力,使压模体的下表面与销钉的顶部接触,使销钉精准的安装到轴承外圈的销钉孔内,从而提高轴承装配的合格率,采用此种装置安装,只需要一位人员进行操作即可,提高工作效率。
具体实施方式二:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的装配工具的进一步的限定,本实施方式所述的一种变速箱轴承装配销钉的装置,所述的压模体7的截面为T型。
具体实施方式三:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的装配工具的进一步的限定,本实施方式所述的一种变速箱轴承装配销钉的装置,所述的底座2的上表面沿长边的边缘中部设有标记线9;
本具体实施方式,采用底座2的上表面沿长边的边缘中部设有标记线9,提高安装的精准度。
具体实施方式四:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的装配工具的进一步的限定,本实施方式所述的一种变速箱轴承装配销钉的装置,所述的固定轴5的一端与固定架3正面中部的矩形盲孔的底面固定连接。
具体实施方式五:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的装配工具的进一步的限定,本实施方式所述的一种变速箱轴承装配销钉的装置,所述的固定架3的底部通过螺栓与底座2上表面中部固定连接。
具体实施方式六:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的装配工具的进一步的限定,本实施方式所述的一种变速箱轴承装配销钉的装置,所述的定位柱4的外表面上设有防滑纹;
本具体实施方式,采用定位柱4的外表面上设有防滑纹,避免人为操作时间出现打滑的现象。
具体实施方式七:结合图1和2说明本实施方式,本实施方式所述的一种变速箱轴承装配销钉装置的使用方法,具体方法如下:
步骤一、安装销钉时,将轴承外圈8套入导向柱6的外表面上,将轴承外圈8的销钉孔对正标记线9,将轴承外圈8推入固定架3内,推不动为止,轴承外圈8的销钉孔轴线与固定架3上表面中部的通孔的中线重合;
步骤二、用定位柱4塞入固定架3侧壁上中部的通孔内部,测试及校准轴承外圈8的销钉孔与固定架3上表面中部的通孔是否对齐,然后拔出定位柱,并将销钉放入到固定架3上表面中部通孔的内部;
步骤三、将带着轴承外圈8的固定架3、底座2和压模体7组合在一起,利用导向柱6,将导向柱6送入导向套1内;
步骤四、利用压力机向压模体7的上表面进行施加压力,加压后,完成安装销钉过程;
步骤五、再将固定架3与底座2分开,拿出轴承外圈,从而完成销钉的安装。
- 一种变速箱轴承装配销钉的装置及使用方法
- 一种汽车变速箱轴承专用拆卸装置的使用方法