一种检测MWT光伏组件导电胶印刷的方法
文献发布时间:2023-06-19 13:46:35
技术领域
本申请涉及太阳能光伏组件技术领域,尤其是涉及一种检测MWT光伏组件导电胶印刷的方法。
背景技术
MWT背接触光伏组件,由于其正面无主栅线,正负极均在电池片的背面,减少了正面遮光损失,提高组件功率;使用导电箔取代焊带,降低了串联电阻和组件工作温度,采用低温导电胶焊接,避免高温焊接带来的应力、焊接不良以及微隐裂等问题,提升组件的稳定性及可靠性;适用于超薄硅片,同时兼容MWT,IBC等不同工艺的高效率电池片,进而应用前景广泛。
目前,背接触光伏组件的制作方法主要为:集成导电芯板,导电胶,绝缘层,电池片,EVA,玻璃层叠的方式进行真空封装,在现有工艺制作流程中无法精准监控所有导电胶胶点的印刷状态;无法精确监控导电胶与绝缘层的相对位置;无法准确检查所有胶点是否因为网孔堵塞造成缺少导电胶。
发明内容
针对于上述现有技术的不足,本发明提供一种检测MWT光伏组件导电胶印刷的方法,能够检测出导电胶缺胶及胶点被遮挡等缺陷,提高产品的可靠性。
本发明专利为一种检测MWT光伏组件导电胶印刷的方法,包括以下步骤:
步骤1,设置传输载板状态。
步骤2,在步骤1设置后的载板上铺设集成导电背板。
步骤3,在所述集成导电背板上印刷导电胶。
步骤4,在集成导电背板上铺设绝缘层,该绝缘层开有与导电胶位置相对应的孔。
步骤5,使用光学线性扫描像机在绝缘层上方扫描,以检测导电胶的外观状态以及导电胶与绝缘层的相对位置,检测合格的进入步骤6,否则设备报警待人工调整。
步骤6,在检测合格的导电背板的导电胶上铺设电池片,使电池片与导电胶之间形成电通路。
步骤7,使用光学线性扫描像机和红外激光光源对所述电池片进行视觉检测,以检测电池片内部的结构状态,检测合格的进入步骤8,否则报警待调整。
步骤8,在检测合格的电池片上铺设EVA,完成光伏组件制造。
作为优选,步骤3具体为:在集成导电背板上紧贴放置印刷网版,通过印刷网版的预设孔将导电胶印刷至所述集成导电背板上。
作为优选,步骤5具体为:采用单个或多个光学线性扫描相机,在载板带着导电芯板和绝缘层快速运动的过程中,得到导电胶的直径以及导电胶与绝缘层开孔孔壁的相对距离,以判断导电胶印刷是否完整以及绝缘层铺设是否居中。
作为优选,若所述导电胶的直径小于1.5mm,判断导电胶的外观状态为胶点小或胶点缺失,为检测不合格;若导电胶与绝缘层开孔孔壁的相对距离最小值为0,则判断导电胶与绝缘层开孔边缘粘连或导电胶被覆盖,为检测不合格。
作为优选,调整具体为:当判断导电胶的外观状态为胶点小或胶点缺失时,进行补胶;当判断导电胶与绝缘层开孔边缘粘连或导电胶被覆盖时,调整绝缘层位置;若不合格导电胶无法调整至合格,进行下线处理。
作为优选,光学线性扫描相机与传输载板保持相对运动,当所述集成导电背板移动经过所述光学线性扫描相机时,相机采集一个新的像素线。
作为优选,光学线性扫描相机电性连接视觉处理器,所述视觉处理器接收并存储相机采集的每一个像素线,并整合所有像素线数据构建为2D图像。
作为优选,步骤7中的视觉检测方法具体为:通过红外光源激发电池片表面,使电池片自行发电,形成单核发电体,通过光学线性扫描相机对其进行拍摄。
作为优选,完成光伏组件制造具体为:在所述EVA上铺设玻璃,制成样品;然后对该样品进行预加热,通过融化EVA以固定样品并翻转出料;最后进入层压机进行层压后完成光伏组件制造。
与现有技术相比,本发明:一种检测MWT光伏组件导电胶印刷的方法有以下有益效果:
本发明通过光学相机的拍摄检测解决了导电胶缺胶、胶点被遮挡等不良现象,通过光学相机结合红外光源检测电池片组件内部无法通过人工检测的方式检测出潜在缺陷,造成光伏组件将降级或报废的问题。
附图说明
为了更清楚地说明本发明专利中的技术方案,下面将对本发明专利中所需要使用的附图进行简单地介绍,显而易见地,下面描述中的附图仅仅是本发明专利的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据这些附图获得其它附图。
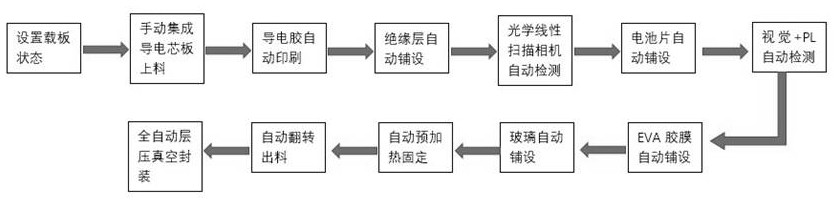
图1为本发明一个实施例的在线检测方法流程图。
具体实施方式
为了使本发明的目的、技术方案和优点更加清楚,下面将结合说明书附图对本发明的实施方式做进一步地详细叙述。
如图1所示,本发明公开了一种检测MWT光伏组件导电胶印刷的方法,具体包括以下步骤:
步骤1,设置传输载板的状态,使之处于正常工作状态。
步骤2,在设置后的载板上铺设集成导电背板。
步骤3,在集成导电背板上印刷导电胶,导电胶印刷时应避免缺失,且不能被绝缘层覆盖,导电胶印刷时为圆形点状胶,其圆形面规格≥1.5mm。
步骤4,在集成导电背板上铺设绝缘层,该绝缘层经过开孔加工,开孔处对应集成导电背板上导电胶的印刷位置,使导电胶能够透过绝缘层的开孔直接显示。由于移动铺设绝缘层的设备局限了绝缘层铺设工序无法实现直接完成取材即直接拍摄照片,同时因为线性相机的特性,在传输载板运动的过程中能够实现完整取材,将线性相机安装在传输载板的传输与线性相机相对运动的两个工序之间的空闲区域,既不影响其他工序的节拍,又能够实现在线监测。
步骤5,使用采用单个或多个光学线性扫描像机在绝缘层上方扫描,以检测导电胶的外观状态以及导电胶与绝缘层的相对位置。
扫描时,需要光学线性扫描相机与载板之间保持相对运动,运动方向通常为沿着载板的输送带运动。当印刷完导电胶、铺设完绝缘层的集成导电背板移动经过相机面前时,相机采集一个新的像素线。线性相机将采集到的像素线拼成图像,并根据像素线的状态形成导电胶的俯视图和侧视图。光学线性扫描相机电性连接视觉处理器和图像采集卡,光学线性扫描相机将采集的像素线全部存储于图像采集卡中,并发送给视觉处理器,通过视觉处理器将储存的像素线整合、重新构建为2D图像。此种图像采集过程擅长于采集印刷完导电胶、铺设完绝缘层的集成导电芯板快速移动时的离散元件的图像,能够检测导电胶的所有侧面。
由于线扫描成像仪可提供500-8,000像素/线条的分辨率,有些甚至能够跟上67,000个线条/秒的高速线条采集速率。导电胶印刷后是一个不太规则的柱状体,线扫描相机还能够“展开”该柱状体,以采集它们的整个表面区域。同时,线扫描成像技术还适用于一些需要高分辨率成像以实现精确测量和缺陷检测的较大物体。这些属性使线扫描相机成为了一种背接触光伏组件导电胶印刷后的表面检测应用的理想选择。
由于线扫描方法只需查看目标物体的一小部分来采集每个线条,它们无需目标物体提供较大的无遮挡视场。出于此原因,它们非常适用于现场改造或安装空间有限的装置。
在载板带着导电芯板和绝缘层快速运动的过程中,计算导电胶的直径以及导电胶与绝缘层开孔孔壁的相对距离。若导电胶的直径小于1.5mm,判断导电胶胶点小或胶点缺失,若导电胶与绝缘层开孔孔壁的相对距离最小值为0,判断导电胶与绝缘层开孔边缘粘连或导电胶被覆盖。同时满足导电胶直径大于等于1.5mm以及导电胶与绝缘层开孔孔壁的相对距离最小值大于0的为合格胶点,若一块集成导电背板上的所有导电胶胶点均为合格胶点,则进入步骤6;否则设备自动报警,人工进行对应的查看补胶或者调整绝缘层位置直至所有导电胶胶点均为合格胶点,或者下线处理。
步骤6,在检测合格的导电背板的导电胶上铺设电池片。
步骤7,使用相机和光源对所述电池片进行视觉检测,以检测电池片内部的结构状态。通过红外光源激发电池片表面,使得电池片自行发电,形成单核发电体,使用特殊相机即光学线性扫描像机对其拍摄取材判定内部缺陷。内部缺陷主要指电池片自身的一些不良项,例如:隐裂、黑斑、暗斑、断栅等一些外观肉眼无法直接检验的异常项目。
现有技术中,往往采用热像仪,对已经施加反向偏压的电池片采集其红外热像图,根据采集到的红外热像图判断电池片的漏电位,但是此种检测方法需要在组件完成封装后,形成独立完整的个体,才可以对其施加反向电流完成取材。在未封装之前是若干个独立的个体,无法通过此方法进行检测。本专利公开的方法直接用红外光源激发若干个电池自身发电,可实现一次性取材。
步骤8,在检测合格的电池片上铺设EVA,并在EVA上铺设玻璃,制成样品。对样品进行预加热,通过融化EVA以固定样品并翻转出料。出料后进入层压机进行层压后完成光伏组件制造。
上述仅为本申请的较佳实施例,并不用以限制本申请,凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种检测MWT光伏组件导电胶印刷的方法
- 一种刷胶网版及MWT光伏组件导电胶的印刷方法