具有减轻的重量的橡胶增强材料、其制备方法和包括该橡胶增强材料的轮胎
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及一种能够减轻轮胎的重量的具有减轻的重量的橡胶增强材料、其制备方法和包括这种橡胶增强材料的轮胎。
背景技术
随着汽车性能的提高和路况的改善,要求轮胎在汽车的高速行驶过程中保持稳定性和耐久性。并且,考虑到环境问题、能源问题、燃料效率等,需要具有减轻的重量但是具有优异的耐久性的轮胎。作为满足这种要求的方案之一,对用作轮胎的橡胶增强材料的轮胎帘子线的研究正在积极地进行。
轮胎帘子线可以根据使用的部位和功能划分。例如,轮胎帘子线可以主要分为通常支撑轮胎的胎体、承受载荷并防止由于高速行驶而变形的带束层和防止带束层变形的冠带层(参见图1)。
作为用于轮胎帘子线的材料,可以列举尼龙、人造丝、芳族聚酰胺、聚酯等作为实例。
通常,轮胎帘子线与橡胶组分一起滚压以与橡胶粘合。即,在轮胎的制造过程中涉及滚压工艺。然而,在轮胎的制造过程中应用滚压工艺来粘接轮胎帘子线和橡胶的情况下,工艺成本会增加,并且由于滚压,轮胎的密度会增加超出所需,因此轮胎的重量会不必要地增加1
在将橡胶滚压在轮胎帘子线中的过程中,通常使用固体橡胶。然而,难以将通过滚压固体橡胶形成的产品制备为200μm以下,特别是5μm至30μm的薄膜形式,并且在使用这种产品作为橡胶增强材料的情况下,轮胎的厚度和重量会增加。
近来,轮胎制造公司一直在尝试减小橡胶层的厚度以实现轮胎的超轻量和增强材料的轻量。滚动阻力(R/R)与轮胎的重量有关,对汽车的油耗和二氧化碳的排放有重大影响。例如,当滚动阻力(R/R)较大时,汽车行驶过程中所需要的能量增加。而且,汽车转动、坡度和加速度的阻力与汽车的重量有关。因此,对通过减轻轮胎重量来减轻汽车的重量,从而降低能量消耗的研究正在进行。
发明内容
技术问题
本发明的一个目的是提供一种具有薄的厚度但是具有优异的耐久性的橡胶增强材料。
本发明的另一目的是提供一种具有薄的厚度但是具有优异的耐久性的橡胶增强材料的制备方法。
本发明的又一目的是提供一种包括所述橡胶增强材料的轮胎。
技术方案
根据本发明的一个实施方案,提供一种橡胶增强材料,包括:
纤维基底;
位于所述纤维基底上的粘合剂层;和
位于所述粘合剂层上的橡胶复合物层,
其中,所述纤维基底是由经纱和纬纱编织而成的织物,
所述经纱是细度为420旦尼尔至800旦尼尔的单股纱,并且以55/英寸至65/英寸的经纱密度包括在所述织物中,并且
根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),所述纬纱的干热收缩率为-1.0%至+3.0%。
根据本发明的另一实施方案,提供一种橡胶增强材料的制备方法,包括以下步骤:
制备纤维基底,所述纤维基底使用细度为420旦尼尔至800旦尼尔的单股纱的经纱和根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de)的干热收缩率为-1.0%至+3.0%的纬纱以55/英寸至65/英寸的经纱密度编织而成;
在所述纤维基底上形成粘合剂层;和
在所述粘合剂层上涂覆橡胶涂料溶液并进行热处理以在所述粘合剂层上形成橡胶复合物层。
根据本发明的又一实施方案,提供一种包括所述橡胶增强材料的轮胎。
下文中,将详细说明根据本发明的实施方案的橡胶增强材料、其制备方法和包括该橡胶增强材料的轮胎。
除非另外定义,否则本文中使用的所有技术术语和科学术语具有本领域普通技术人员通常理解的相同含义。本文中使用的术语仅用于有效地解释具体的实施方案,并不意在限制本发明。
单数表达包括其复数表达,除非明确说明或从上下文中明显看出意非如此。
如本文所用,术语“包括”旨在表示存在实施的特征、数量、步骤、结构要素或它们的组合,并不旨在排除存在或添加一个或多个其它的特征、数量、步骤、结构元素或它们的组合的可能性。
尽管可以对本发明进行各种修改并且本发明可以具有各种形式,但是下面将详细说明和解释具体的实例。然而,应当理解,这些并不旨在将本发明限制于特定的公开内容,并且在不脱离本发明的精神和技术范围的情况下,本发明包括其所有修改、等同物或替换。
在两个部件的位置关系通过“上”、“上面”、“下”、“下面”、“旁”等来解释的情况下,其它部件可以位于这两个部件之间,除非使用表述“正好”或“直接”。
在时间序列通过“之后”、“然后”、“接下来”、“之前”等来说明的情况下,可以包括不连续的情况,除非使用表述“正好”或“直接”。
术语“至少一个”应理解为包括可以存在一个或多个相关项目的所有组合。
根据本发明的一个实施方案,提供一种橡胶增强材料,包括:
纤维基底;
位于所述纤维基底上的粘合剂层;和
位于所述粘合剂层上的橡胶复合物层,
其中,所述纤维基底是由经纱和纬纱编织而成的织物,
所述经纱是细度为420旦尼尔至800旦尼尔的单股纱,并且以55/英寸至65/英寸的经纱密度包括在所述织物中,并且
根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),所述纬纱的干热收缩率为-1.0%至+3.0%。
作为发明人不断研究的结果,可以证实,包括所述纤维基底的橡胶增强材料具有薄的厚度,但是表现出优异的耐久性。
此外,由于上述实施方案的橡胶增强材料具有优异的与橡胶的粘合强度,因此在轮胎的制造过程中在不经过滚压工艺的情况下,能够与橡胶牢固粘合。因此,所述橡胶增强剂能够降低轮胎制造成本,并且防止由于滚压引起的轮胎的密度和重量不必要的增加。
由于所述橡胶增强材料与橡胶具有优异的粘合强度,因此在制造生胎时可以减少气穴,从而降低轮胎的缺陷率。
由于所述橡胶增强材料具有薄的厚度,因此它满足为了轮胎的超轻量而降低橡胶层的厚度的要求。此外,所述橡胶增强材料可以降低滚动阻力,并且能够提高汽车的燃料效率。特别是,所述橡胶增强材料能够提高电动汽车的燃料效率和行驶性能。
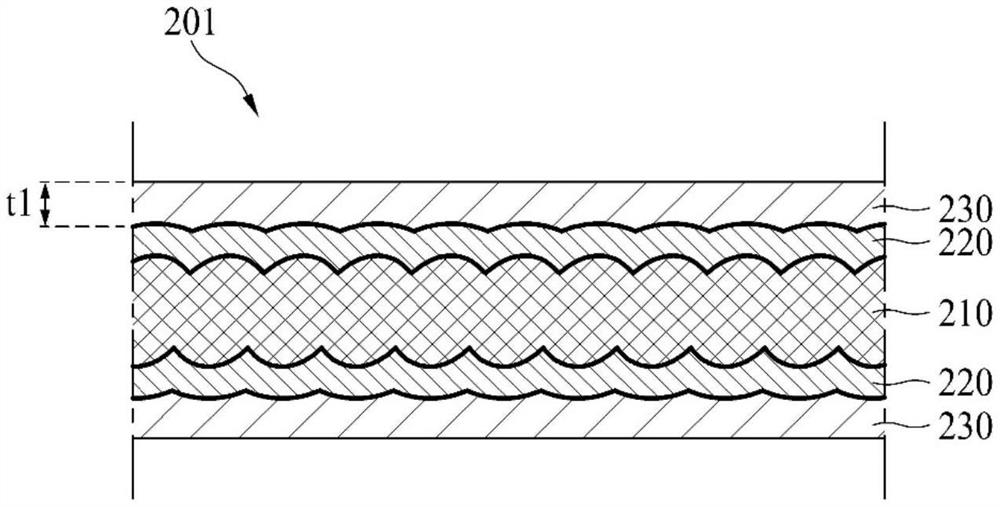
图2是根据本发明的一个实施例的橡胶增强材料(201)的示意性横截面图。
所述橡胶增强材料(201)包括:纤维基底(210)、位于所述纤维基底(210)上的粘合剂层(220)和位于所述粘合剂层(220)上的橡胶复合物层(230)。
根据本发明的一个实施方案,所述纤维基底是用经纱和纬纱编织而成的织物。
在所述纤维基底中,经纱和纬纱可以分别包括选自尼龙、人造丝、芳族聚酰胺、聚酯和棉中的一种或多种材料。
优选地,所述经纱可以包括选自尼龙、人造丝、芳族聚酰胺和聚酯中的一种或多种材料。更优选地,所述纬纱可以包括选自尼龙、人造丝、芳族聚酰胺、聚酯和棉中的一种或多种材料。
特别地,所述纤维基底(210)在经纱方向上具有高的密度。
具体地,所述经纱是细度为420旦尼尔至800旦尼尔的单股纱,并且以55/英寸至65/英寸的经纱密度包括在织物中。
优选地,所述纤维基底的经纱密度为55/英寸以上,使得所述橡胶增强材料(201)可以具有薄的厚度,但是表现出优异的耐久性。
如果经纱密度太高,则会难以均匀地排列经纱。并且,由于错位的经纱的重叠,纤维基底上会产生褶皱,并且由于这种褶皱,纤维基底的性能会变得不均匀。因此,优选地,所述纤维基底的经纱密度为65/英寸以下。
所述经纱是单股纱,并且细度可以考虑到经纱密度来确定。然而,为了确保纤维基底的耐久性,优选地,经纱的细度为420旦尼尔以上。
优选地,所述纤维基底的经纱之间的密度(a density between warp yarns)为65%以上。
经纱之间的密度表示每英寸经纱所占据的面积,具体地,它可以用{(一股经纱的细度(英寸)*每英寸的经纱股数(n))/英寸}*100(%)来表示。
具体地,经纱之间的密度可以为65%以上、或75%以上、或90%以上。在经纱之间的密度为65%以上的情况下,可以充分表现出本发明中所需要的效果。
可以对经纱进行加捻。经纱的捻度可以是0至250TPM(每米的捻度)。如果对经纱进行加捻,则可以提高纤维基底的聚集性能和抗疲劳性。
当纤维基底(210)包括高度致密的经纱时,它包括能够使经纱均匀排列的纬纱。
特别地,优选地,根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纬纱的干热收缩率为-1.0%至+3.0%。
此处,在干热收缩率值为(+)的情况下,表示收缩行为,在它为(-)的情况下,表示松弛行为。
在橡胶增强材料的制造过程中,对纤维基底施加预定的热量。此处,在纤维基底中,由于经纱方向上的拉伸和热量而产生纬纱的收缩。然而,由于纤维基底包括高度致密的经纱,由于错位的经纱的重叠,会在纤维基底上产生褶皱。这种褶皱抑制顺序地位于纤维基底(210)上的粘合剂层(220)和橡胶复合物层(230)的正确形成。
根据本发明的实施方案,由于根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纤维基底(210)中包括的纬纱的干热收缩率为±0.5%,因此可以有效地抑制经纱的重叠。
纬纱的干热收缩率的测量根据ASTM D 885的标准试验方法,通过对纬纱试样(长度为60cm)施加0.05g/de的载荷,在177℃下加热2分钟,然后测量纬纱试样的长度的变化来进行。
优选地,根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纬纱的干热收缩率可以为-1.0%至+3.0%、或-1.0%至+2.0%、或-0.5%至+2.0%、或-0.5%至+1.5%、或-0.5%至+1.0%、或-0.50%至+0.50%、或-0.40%至+0.50%、或-0.40%至+0.40%、或-0.30%至+0.40%、或-0.30%至+0.30%、或-0.20%至+0.30%。
根据本发明的实施方案,纬纱是细度为420旦尼尔至800旦尼尔的单股纱。
纬纱可以以0.05/mm至5/mm、或0.05/mm至4.5/mm、或0.05/mm至4/mm、或0.05/mm至3.5/mm、或0.05/mm至3/mm、或0.05/mm至2.5/mm的纬纱密度包括在织物中。
所述纤维基底(201)的厚度可以为100μμm至600μμm、或200μm至500μm、或200μm至400μm。在上述厚度范围内纤维基底可以具有优异的耐久性。
根据ASTM D 885的标准试验方法(试样尺寸:纬纱方向长度60cm×宽度1cm,177℃,2分钟,基于纬纱的载荷为0.05g/de),所述纤维基底的干热收缩率可以为-1.0%至+3.0%。此处,在干热收缩率值为(+)的情况下,它表示收缩行为,在干热收缩率值为(-)的情况下,它表示松弛行为。
纤维基底的干热收缩率的测量根据ASTM D 885的标准试验方法,通过将基于纬纱细度的0.05g/de的载荷施加到纤维基底试样(纬纱方向长度60cm×宽度1cm)上,在177℃下加热2分钟,然后测量纤维基底试样的长度和宽度的变化来进行。
优选地,根据ASTM D 885标准试验方法(试样尺寸:纬纱方向长度60cm×宽度1cm,177℃,2分钟,基于纬纱的载荷为0.05g/de),纤维基底的干热收缩率可以为-1.0%至+3.0%、或-1.0%至+2.0%、或-0.5%至+2.0%、或-0.5%至+1.5%、或-0.5%至+1.0%、或-0.50%至+0.50%、或-0.40%至+0.50%、或-0.40%至+0.40%、或-0.30%至+0.40%、或-0.30%至+0.30%。
同时,所述橡胶增强材料(201)包括位于所述纤维基底(210)上的粘合剂层(220)。
所述粘合剂层包含间苯二酚-甲醛-胶乳(RFL)。
例如,所述粘合剂层(220)可以通过包含间苯二酚-甲醛-胶乳(RFL)和溶剂的粘合剂涂料溶液形成。
间苯二酚-甲醛-胶乳起到粘合剂组分的作用。间苯二酚-甲醛-胶乳提高特别是纤维基底(210)与橡胶组分之间的亲和性和粘合强度。因此,粘合剂层(220)提高纤维基底(210)与橡胶复合物层(230)之间的内部粘合强度,并且提高橡胶增强材料(201)与橡胶(例如,胎面等)之间的外部粘合强度。
因此,所述纤维基底(210)和橡胶复合物层(230)可以稳定地彼此粘合而不分离,从而降低轮胎(101)的制造过程中的缺陷率。
同时,所述橡胶增强材料(201)包括位于所述粘合剂层(220)上的橡胶复合物层(230)。
所述橡胶复合物层(230)可以包括选自天然橡胶和合成橡胶中的一种或多种弹性聚合物。
所述橡胶复合物层(230)可以通过将包含弹性聚合物的液体橡胶涂料溶液涂覆在粘合剂层(220)上来形成。因此,所述橡胶增强材料(201)可以具有厚度薄的橡胶复合物层(230),该厚度难以通过使用固体橡胶的滚压工艺来实现。由于橡胶复合物层(230)的厚度变薄,因此可以有助于将包括它的橡胶增强材料(201)和包括该橡胶增强材料(201)的轮胎的减重。
具体地,所述橡胶复合物层(230)可以由包含弹性聚合物组合物和溶剂的橡胶涂料溶液形成。
所述弹性聚合物组合物可以包含弹性聚合物和添加剂。
所述弹性聚合物可以是选自天然橡胶和合成橡胶中的一种或多种橡胶。例如,所述弹性聚合物可以是选自天然橡胶(NR)、丁苯橡胶(SBR)、顺丁橡胶(BR)、氯丁二烯橡胶(CR)、异丁烯橡胶(IBR)、异戊二烯橡胶(IR)、丁腈橡胶(NBR)、丁基橡胶和氯丁橡胶中的一种或多种橡胶。
作为弹性聚合物组合物中可以包含的添加剂,可以列举炭黑、帕拉油(para oil)、氧化锌、硬脂酸、抗老化剂、硫、硫化促进剂、活化剂、压敏粘合剂、粘合剂等。
对橡胶涂料溶液中包含的溶剂的种类没有特别限制,只要它能溶解弹性聚合物即可。例如,溶剂可以包括选自甲苯、石脑油、甲醇、二甲苯和四氢呋喃中的至少一种。
基于橡胶涂料溶液的总重量,所述橡胶涂料溶液可以包含10重量%至40重量%的弹性聚合物组合物和60重量%至90重量%的溶剂。
如果橡胶涂料溶液中的弹性聚合物组合物的浓度太低,则橡胶复合物层的厚度会变得太薄,并且不能表现出所需要的压敏粘合强度和粘合强度。因此,优选地,橡胶涂料溶液包含10重量%以上的弹性聚合物组合物。
然而,如果橡胶涂料溶液中的弹性聚合物组合物的浓度太高,则由于粘度增加,橡胶涂料溶液的搅拌性能会劣化,并且组分的分散性能会降低,因此涂布性能会劣化并且涂层厚度会变得不均匀。因此,优选地,橡胶涂料溶液包含40重量%以下的弹性聚合物组合物。
所述橡胶复合物层(230)的厚度(t1)可以为5μm至200μm、或5μm至150μm、或5μm至100μm、或5μm至50μm。
如图2中所示,橡胶复合物层(230)的厚度测量为自邻接粘合剂层(220)的橡胶复合物层(230)的一侧至位于粘合剂层(220)的相对侧上的橡胶复合物层(230)的另一侧的最长距离。
在现有的橡胶增强材料中,将橡胶基底滚压在纤维基底上以形成橡胶层,因此橡胶层的厚度通常为1mm以上、或者至少0.8mm以上。
相反,由于所述橡胶复合物层(230)是由橡胶涂料溶液形成的,因此它可以具有200μm以下的厚度。因此,橡胶增强材料(201)的总厚度会变薄,此外,包括橡胶增强材料(201)的轮胎(101)的厚度会变薄。
如果橡胶复合物层(230)的厚度太薄,橡胶复合物层(230)不能具有足够的压敏粘合强度和粘合强度,因此在制造轮胎时会增加缺陷率,并且轮胎的耐久性会劣化。因此,优选地,橡胶复合物层(230)的厚度为5μm以上。
然而,如果橡胶复合物层(230)的厚度太厚,则不能适合本发明的提供一种具有薄的厚度的橡胶增强材料(201)的目的。特别地,如果橡胶复合物层(230)的厚度太厚,则在溶剂的蒸发过程中在橡胶复合物层(230)中会形成气泡,因此橡胶增强材料(201)会难以具有均匀的厚度。此外,在应用它的轮胎中会产生气穴,因此轮胎质量会劣化并且缺陷率会增加。并且,应当进行多次涂布操作以形成厚的橡胶复合物层(230),因此工艺效率会降低。因此,优选地,橡胶复合物层(230)的厚度(t1)为200μm以下。
同时,根据ASTM D 885的标准试验方法(试样尺寸:纬纱方向长度60cm×宽度1cm,150℃,2分钟,载荷为10g),根据上述实施方案的橡胶增强材料(201)的干热收缩率可以为-4%至-2%。
橡胶增强材料的干热收缩率的测量根据ASTM D 885的标准试验方法,通过向橡胶增强材料试样(纬纱方向长度60cm×宽度1cm)施加10g的载荷,在150℃下加热2分钟,然后测量橡胶增强材料试样的长度和宽度的变化来进行。
在150℃下在试样(尺寸:纬纱方向长度25cm×宽度1cm)的拉伸试验中,根据上述实施方案的橡胶增强材料(201)可以表现出1.0kgf至1.2kgf、或1.1kgf至1.2kgf的最大载荷。
在160℃下在试样(尺寸:纬纱方向长度25cm×宽度1cm)的拉伸试验中,所述橡胶增强材料(201)可以表现出1.0kgf至1.2kgf、或1.0kgf至1.1kgf的最大载荷。
在177℃下在试样(尺寸:纬纱方向长度25cm×宽度1cm)的拉伸试验中,所述橡胶增强材料(201)可以表现出0.8kgf至1.1kgf、或0.9kgf至1.1kgf的最大载荷。
并且,在150℃下在试样(尺寸:纬纱方向长度25cm×宽度1cm)的拉伸试验中,根据上述实施方案的橡胶增强材料(201)的拉伸应变可以为11.0%至13.0%、或11.0%至12.0%。
在160℃下在试样(尺寸:纬纱方向长度25cm×宽度1cm)的拉伸试验中,所述橡胶增强材料(201)的拉伸应变可以为13.0%至15.0%、或14.0%至15.0%。
在177℃下在试样(尺寸:纬纱方向长度25cm×宽度1cm)的拉伸试验中,所述橡胶增强材料(201)的拉伸应变可以为13.0%至15.0%、或14.0%至15.0%。
拉伸试验可以考虑橡胶增强材料的结构使用半室来进行。在常规高温室的情况下,将整个试样放入室内,加热,并在高温下放置一定时间,然后评价拉伸性能。然而,所述橡胶增强材料的外部具有形成的橡胶复合物层(230),因此,在使用常规高温室的情况下,由于高温会产生握持部分的滑动,因此难以测量性能。因此,优选地,使用能够仅加热橡胶增强材料试样的中间部分的半室进行拉伸试验。
根据上述实施方案的橡胶增强材料(201)可以应用于轮胎的冠带层(90)、带束层(50)和胎体(70)中的至少一个。
根据本发明的另一实施方案,提供一种橡胶增强材料的制备方法,包括以下步骤:
制备纤维基底,所述纤维基底使用细度为420旦尼尔至800旦尼尔的单股纱的经纱和根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de)的干热收缩率为-1.0%至+3.0%的纬纱以55/英寸至65/英寸的经纱密度编织而成;
在所述纤维基底上形成粘合剂层;和
在所述粘合剂层上涂覆橡胶涂料溶液并进行热处理以在所述粘合剂层上形成橡胶复合物层。
使用细度为420旦尼尔至800旦尼尔的单股纱的经纱和根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de)的干热收缩率为-1.0%至+3.0%的纬纱,制备以55/英寸至65/英寸的经纱密度编织而成的纤维基底(210)。
关于纤维基底(210)的详细内容,应用在“I.橡胶增强材料”中的解释。
进行在纤维基底(210)上形成粘合剂层(220)的步骤。
所述粘合剂层(220)可以通过包含间苯二酚-甲醛-胶乳(RFL)和溶剂的粘合剂涂料溶液来形成。
例如,可以通过将纤维基底(210)浸入粘合剂涂料溶液中来将粘合剂涂料溶液涂覆到纤维基底(210)上。或者,可以通过使纤维基底(210)通过粘合剂涂料溶液来实现浸渍工艺。这种浸渍可以在张力、浸渍时间和温度可以控制的浸渍装置中进行。
此外,粘合剂涂料溶液可以通过使用刮刀或涂布机涂布或通过使用喷雾器喷雾而涂覆在纤维基底(210)上。
形成粘合剂层(220)的步骤可以进一步包括将粘合剂涂料溶液涂覆在纤维基底(210)上,并在130℃至250℃下热处理80秒至120秒。热处理可以在用于热处理的常规设备中进行。通过热处理,间苯二酚-甲醛-胶乳(RFL)可以固化或固定以形成粘合剂层(220)。通过这种热处理,可以更稳定地形成粘合剂层(220)。
然后,进行在粘合剂层(220)上涂覆橡胶涂料溶液并进行热处理以在粘合剂层(220)上形成橡胶复合物层(230)的步骤。
所述橡胶复合物层(230)可以由包含弹性聚合物组合物和溶剂的橡胶涂料溶液形成。
所述弹性聚合物组合物可以包含弹性聚合物和添加剂。
所述弹性聚合物可以是选自天然橡胶和合成橡胶中的一种或多种橡胶。例如,弹性聚合物可以是选自天然橡胶(NR)、丁苯橡胶(SBR)、顺丁橡胶(BR)、氯丁二烯橡胶(CR)、异丁烯橡胶(IBR)、异戊二烯橡胶(IR)、丁腈橡胶(NBR)、丁基橡胶和氯丁橡胶中的一种或多种橡胶。
作为弹性聚合物组合物中可以包含的添加剂,可以列举炭黑、帕拉油、氧化锌、硬脂酸、抗老化剂、硫、硫化促进剂、活化剂、压敏粘合剂、粘合剂等。
对橡胶涂料溶液中包含的溶剂的种类没有特别限制,只要它能溶解弹性聚合物即可。例如,溶剂可以包括选自甲苯、石脑油、甲醇、二甲苯和四氢呋喃中的至少一种。
基于橡胶涂料溶液的总重量,所述橡胶涂料溶液可以包含10重量%至40重量%的弹性聚合物组合物和60重量%至90重量%的溶剂。
如果橡胶涂料溶液中的弹性聚合物组合物的浓度太低,则橡胶复合物层的厚度会变得太薄,并且不能表现出所需要的压敏粘合强度和粘合强度。因此,优选地,橡胶涂料溶液包含10重量%以上的弹性聚合物组合物。
然而,如果橡胶涂料溶液中的弹性聚合物组合物的浓度太高,则由于粘度增加,橡胶涂料溶液的搅拌性能会劣化,并且组分的分散性能会降低,因此涂布性能会劣化并且涂层厚度会变得不均匀。因此,优选地,橡胶涂料溶液包含40重量%以下的弹性聚合物组合物。
对在粘合剂层(220)上涂布橡胶涂料溶液的方法没有特别限定,可以应用已知的涂布方法。
例如,为了形成橡胶复合物层(230),可以将其上形成有粘合剂层(220)的纤维基底浸入橡胶涂料溶液中。通过浸渍,可以将橡胶涂料溶液涂覆在粘合剂层(220)上。
作为涂布方法,可以使用凹版涂布、微凹版涂布、逗号涂布等。例如,通过使用逗号涂布机的逗号涂布,可以将橡胶涂料溶液涂覆在粘合剂层(220)上。此处,涂布可以在能够使溶剂蒸发的温度下,例如,在65℃至100℃的温度下进行。
在粘合剂层(220)上涂覆橡胶涂料溶液之后,进一步进行热处理。热处理可以在用于热处理的常规设备中进行。对于热处理,可以在50℃至160℃的温度下加热30秒至150秒。
每单位面积涂覆的橡胶涂料溶液的量可以为75g/m
所述橡胶复合物层(230)的厚度(t1)可以为5μm至200μm、或5μm至150μm、或5μm至100μm、或5μm至50μm。
同时,在形成橡胶复合物层(230)之后,可以任选地进行切割步骤。切割步骤是根据需要或根据使用目的,切割制成板状的橡胶增强材料(201)的步骤。切割可以使用常规切割刀或加热刀来进行。
通过上述方法制备的橡胶增强材料(201)可以在卷绕机中卷绕。
根据本发明的又一实施方案,提供一种包括上述橡胶增强材料的轮胎。
图1是根据本发明的一个实施例的轮胎(101)的局部剖视图。
参照图1,轮胎(101)包括胎面(10)、胎肩(20)、胎侧(30)、胎圈(40)、带束层(50)、气密层(60)、胎体(70)和冠带层(90)。
胎面(10)是直接接触路面的部分。胎面(10)是附着在冠带层(90)的外面的坚固的橡胶层,并且由具有优异的耐磨性的橡胶构成。胎面(10)执行将汽车的驱动力和制动力传递到地面的直接功能。在胎面(10)区域中,形成凹槽(80)。
胎肩(20)为边缘部,并且与胎侧(30)连接。除了胎侧(30)之外,胎肩(20)是轮胎最薄弱的部分之一。
胎侧(30)是连接胎面(10)和胎圈(40)的轮胎(101)的侧部,其保护胎体(70)并且为轮胎提供侧向稳定性。
胎圈(40)是包括缠绕胎体(70)的端部的钢丝的区域,其中,钢丝涂布有橡胶并覆盖帘子线。胎圈(40)用于将轮胎(101)装配和固定至轮辋。
带束层(50)是位于胎面(10)和胎体(70)之间的覆盖层(coat layer)。带束层(50)用于防止外部冲击或外部条件对内部结构元件例如胎体(70)的损坏,并且保持胎面(10)的形状平坦,从而保持轮胎(101)与路面的接触在最佳状态。带束层(50)可以包括根据本发明的另一实施方案的橡胶增强材料(201)(参见图2)。
气密层(60)在无内胎轮胎中代替内胎使用,由透气性很小或不透气的特殊橡胶制成。气密层(60)防止填充在轮胎(101)中的空气泄漏。
胎体(70)由高强度合成纤维制成的帘子线的重叠片材形成,并且是形成轮胎(101)的骨架的重要部件。胎体(70)用于承受施加到轮胎(101)的载荷和冲击并保持气压。胎体(70)可以包括根据本发明的另一实施方案的橡胶增强材料(201)。
凹槽(80)是指胎面区域中的大空隙。凹槽(80)起到提高在湿路面上行驶时的排水性能和提高抓地力的作用。
冠带层(90)是胎面(10)下方的保护层,并且保护内部的其它结构元件。对高速行驶的车辆必须应用冠带层(90)。特别地,当车辆的行驶速度增加时,轮胎的带束层部变形从而降低乘坐舒适性,因此防止带束层部变形的冠带层(90)的重要性增加。冠带层(90)可以包括根据本发明的另一实施方案的橡胶增强材料(201)。
根据本发明的一个实施方案的轮胎(101)包括橡胶增强材料(201)。橡胶增强材料(201)可以应用于冠带层(90)、带束层(50)和胎体(70)中的至少一个。
有益效果
根据他的发明,提供一种具有薄的厚度和轻的重量但是具有优异的耐久性的橡胶增强材料。该增强材料不仅减轻轮胎的重量,而且能够实现改善的滚动阻力。
附图说明
图1是根据本发明的一个实施例的轮胎的局部剖视图;
图2是根据本发明的一个实施例的橡胶增强材料的示意性横截面图;
图3示出根据(a)实施例1和(b)比较例1的纤维基底在测量干热收缩率后,用照相机拍摄外部的图像。
<附图标记>
10:胎面 20:胎肩
30:胎侧 40:胎圈
50:带束层 60:气密层
70:胎体 80:凹槽
90:冠带层 101:轮胎
201:橡胶增强材料 210:纤维基底
220:粘合剂层 230:橡胶复合物层
具体实施方式
下文中,为了更好地理解本发明,给出了优选实施例。然而,这些实施例仅作为本发明的说明而提出,并且本发明不限于此。
作为经纱,制备由尼龙制成的细度为630旦尼尔的单股纱(捻度为200TPM)。作为纬纱,制备由棉制成的细度为260旦尼尔的单股纱(捻度为200TPM)。根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纬纱的干热收缩率为-0.16%(参见下面的实验例)。
使用经纱和纬纱,编织厚度为45μm并且经纱密度为55/英寸(经纱之间的密度为90%)且纬纱密度为2.5/mm的纤维基底(210)。
将纤维基底(210)浸入包含15重量%的间苯二酚-甲醛-胶乳(RFL)和85重量%的溶剂(水,H
然后,使用逗号涂布机,在粘合剂层(220)上以每单位面积120g/m
此处,作为用于形成橡胶复合物层(230)的橡胶涂料溶液,使用其中将弹性聚合物组合物以12重量%的浓度分散在甲苯和四氢呋喃以20:80的重量比混合的混合溶剂中的溶液。
作为弹性聚合物组合物,使用100重量份的丁苯橡胶(SBR)、60重量份的炭黑、20重量份的帕拉油、3重量份的氧化锌、2重量份的硬脂酸、2重量份的抗老化剂(RUBBERANTIOXIDANTS,BHT)、2重量份的硫和1重量份的硫化促进剂(ZnBX)的混合物。
将橡胶增强材料(201)切割成10mm的宽度,从而制备用于冠带层(90)的橡胶增强材料。对于切割,使用切割刀。
将切割的橡胶增强材料用于制造205/55R16标准的轮胎。对于轮胎的制造,使用包括1300De/2股HMLS轮胎帘子线的帘布层和钢丝帘子线带束层。
具体地,将用于帘布层的橡胶层压在气密层橡胶上,层压胎圈钢丝和带束层部,然后引入上述制备的橡胶增强材料,并依次形成用于形成胎面部、胎肩部和胎侧部的橡胶层,从而制造生胎。将生胎放入硫化模具中,在170℃下硫化15分钟,从而制造轮胎。
除了使用由人造丝制成的细度为260旦尼尔的单股纱(捻度为200TPM)作为纬纱之外,通过与实施例1相同的方法制备橡胶增强材料和包括该橡胶增强材料的轮胎。根据ASTMD 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纬纱的干热收缩率为+0.27%(参见下面的实验例)。
除了使用由尼龙制成的细度为630旦尼尔的单股纱(捻度为200TPM)作为纬纱之外,通过与实施例1相同的方法制备橡胶增强材料和包括该橡胶增强材料的轮胎。根据ASTMD 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纬纱的干热收缩率为+5.06%(参见下面的实验例)。
除了使用细度为160旦尼尔的棉包覆尼龙纱(捻度为200TPM)作为纬纱之外,通过与实施例1相同的方法制备橡胶增强材料和包括该橡胶增强材料的轮胎。根据ASTM D 885的标准试验方法(177℃,2分钟,载荷为0.05g/de),纬纱的干热收缩率为+1.04%(参见下面的实验例)。
(1)厚度的测量
使用Mitutoyo Corporation的游标卡尺测量根据实施例和比较例的各个橡胶增强材料中的纤维基底和橡胶复合物层的厚度。
(2)纬纱的干热收缩率的测量
根据ASTM D 885的标准试验方法,对实施例和比较例中使用的各个纬纱试样(长度为60cm)施加0.05g/de的载荷,在177℃下加热2分钟,然后测量纬纱试样的长度的变化。总共测量5次,将纬纱试样的长度的平均变化率(%)示于下面表1中。在干热收缩率值为(+)的情况下,表示收缩行为,在该值为(-)的情况下,表示松弛行为。
(3)纤维基底的干热收缩率的测量
根据ASTM D 885的标准试验方法,基于纬纱的细度,向根据实施例和比较例的各个纤维基底试样(纬纱方向长度60cm×宽度1cm)在纬纱方向上施加0.05g/de的载荷,在177℃下加热2分钟,然后测量纤维基底试样的长度和宽度的变化。总共测量5次,将纤维基底试样的面积的平均变化率(%)示于下面表1中。在干热收缩率值为(+)的情况下,表示收缩行为,在该值为(-)的情况下,表示松弛行为。
[表1]
(4)橡胶增强材料的干热收缩率的测量
根据ASTM D 885的标准试验方法,对根据实施例和比较例的各个橡胶增强材料试样(纬纱方向长度60cm×宽度1cm)在纬纱方向上施加载荷(5g或10g),加热(25℃、150℃、160℃、或177℃)2分钟,然后测量橡胶增强材料试样的长度和宽度的变化。总共测量5次,将橡胶增强材料试样的面积的平均变化率(%)示于下面表2中。在干热收缩率值为(+)的情况下,表示收缩行为,在该值为(-)的情况下,表示松弛行为。
[表2]
(5)纤维基底的外观
在根据实验例3测量纤维基底的干热收缩率后,用照相机对根据实施例1和比较例1的各个纤维基底的外观进行拍摄。拍摄的图像示于图3中((a):实施例1,(b)比较例1)。
参考图3,可以确认,在比较例1的纤维基底中,因为错位的经纱的重叠而产生褶皱。相反,可以确认,在实施例1的纤维基底中,经纱的排列均匀,没有产生褶皱。
(6)橡胶增强材料的拉伸性能的测量
将根据实施例1和比较例1的各个橡胶增强材料试样(尺寸:纬纱方向长度25cm×宽度1cm)安装在半室中以测量拉伸性能。
将试样在垂直于水平面的方向上安装在半室的上夹具和下夹具(夹具之间的距离:20cm)中。对位于夹具之间的试样部分(加热长度12cm),加热(25℃、150℃、160℃、或177℃)2分钟,然后以300mm/min的速度拉伸试样。测量试样断裂时的最大载荷(kgf)和拉伸应变。总共测量5次,将平均值示于下面表3中。
[表3]
参照表3,与实施例1的橡胶增强材料相比,比较例1的橡胶增强材料表现出高的拉伸应变。这表示由于在制备过程中织物的重叠,用比较例1的橡胶增强材料难以制备均匀的产品。因此,可以预期,比较例1的橡胶增强材料具有相对差的制备均匀性。
(7)轮胎性能的评价
作为参考例,制备205/60R16标准轮胎,该轮胎使用通过滚压工艺制备的轮胎帘子线(使用由细度为840旦尼尔的尼龙制成的2股纱作为经纱,经纱密度为25/英寸)。
对于参考例和实施例1的各个轮胎,测量以下性能。实施例1的轮胎的性能值是基于参考例的轮胎的性能值(100%)换算的值。
-材料重量:实施例1的橡胶增强材料和参考例的轮胎帘子线的重量
-轮胎重量:实施例1和参考例的轮胎重量
-高速行驶性能:根据美国FMVSS 139H标准试验方法测量
-耐久性I:根据美国FMVSS 139E标准试验方法测量
-耐久性II:根据欧洲ECE-R119标准试验方法测量
-滚动阻力(RRc):根据ISO 28580的标准试验方法测量
[表4]
参照表4,可以确认,由于实施例1的轮胎包括根据本发明的实施方案的橡胶增强材料,因此它具有减轻的重量,但是表现出优异的高速行驶性能、耐久性和滚动阻力。
- 重量减轻的橡胶增强材料、其制备方法和包括其的轮胎
- 用于制备具有优异分散性的硅铝酸盐颗粒的方法、包含硅铝酸盐颗粒的橡胶用增强材料和包含增强材料的轮胎用橡胶组合物