一种弧度适应性空心叶片专用夹具
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及航发叶片夹具技术领域,特别涉及一种弧度适应性空心叶片专用夹具。
背景技术
先进航空发动机是关系国家军事安全、国民经济发展的战略性高科技产品,是高端制造领域“皇冠上的明珠”,其加工制造能力是国家综合实力的象征。空心叶片是航空发动机的“心脏”,其加工质量和精度直接影响整机服役性能与寿命,是提升发动机制造水平的核心关键。保证被加工叶片固定在机床上的正确位置,减小叶片的定位误差,是开展航空叶片自适应加工的重要前提。同时,防止加工时产生振动和变形以保证夹持稳定,也是提升叶片加工质量和精度的重要基础。因此亟需解决由于制造误差所导致的空心叶片榫头圆弧曲率不同而引起的夹持不稳定问题。
发明内容
为解决上述技术问题,提出了一种弧度适应性空心叶片专用夹具,具体技术方案如下:
一种弧度适应性空心叶片专用夹具,包括夹具体、半圆柱可调夹持块、定位铁片、气缸、定位凸台、压块夹紧组件和螺栓;
所述夹具体上下两端设有已铣削的凸台,并车出两个螺纹孔,使气缸采用螺钉安装于已铣削凸台侧正面;
所述气缸采用螺纹连接安装于夹具体已铣削凸台端内;
所述气缸两侧设有导轨槽,半圆柱可调夹持块设置在导轨槽上,使半圆柱可调夹持块能在气缸推动下沿固定的竖直方向移动;
所述定位铁片通过螺钉连接在半圆柱可调夹持块侧面,紧贴在夹具体左侧;
所述定位凸台位于夹具体底部;
所述夹具体上下两侧设有螺栓孔;
所述压块夹紧组件包括压块和内六角沉头螺钉,压块设置在夹具体的前面,通过内六角沉头螺钉将压块安装在夹具体的正面,且对称分布在设置叶片榫头的两侧;
所述半圆柱可调夹持块与叶片榫头相接触;
所述夹具体将定位凸台夹持在数控砂带磨削机床的卡盘上,夹具体上下两侧设置的螺栓孔通过插接螺栓与磨床连接固定。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述半圆柱可调夹持块由从大到小设置四级半圆块安装在夹持组块底座上,四级半圆块分别为一级大半圆块、二级小半圆块、三级小半圆块和四级最小半圆块;
所述一级大半圆块的内圆设有梯形凸台,二级小半圆块外圆设计能让凸台顺着移动的凹槽结构,通过连接来实现半圆块间的相对滑移;同理,二级小半圆块内圆设计梯形凸台,三级小半圆块外圆设计凹槽;
三级小半圆块内圆设计梯形凸台,四级最小半圆块外圆设计的凹槽;四级最小半圆块的柱块中间为平面,柱块为与叶片榫头相接触的面。
所述半圆柱可调夹持块一共有四级大小不同的半圆块,第一级半圆块半径为20mm,后面依次减少,能配对两个第二级半圆块,且两个第二级半圆块不能发生位移碰撞;第二级半圆块的圆心相较于第一级半圆块的圆心上移2mm,第三级半圆块和第四级半圆块上移距离依次减小0.5mm;第四级半圆块直径为3.2mm,圆心与第三级半圆块的圆心平行,为高10mm的半圆柱体;半圆柱可调夹持块整体长22mm,高度、宽度与夹具体相配合。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述夹具体为一种弧度适应性空心叶片专用夹具的零件主体,其长度为180mm,且中间部分空出长度100mm、宽140mm的空间,非气缸安装端的凸台设置10mm倒角,其余倒角为2mm。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述夹具体气缸安装端的凸台铣削去30mm宽,43mm长,深10mm的体积。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述半圆柱可调夹持块能够适应不同圆弧曲率的叶片榫头,对其实现自动调整夹持。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述压块可绕着内六角沉头螺钉左右偏转,用以调整压紧叶片榫头斜面角度。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述导轨槽的直径为2mm。
一种弧度适应性空心叶片专用夹具的工作原理,本发明利用夹具体底部的定位凸台和上下两侧的螺栓,可以实现在机床上的装夹和固定;利用夹具体、定位铁片和压块夹紧组件可以实现夹具对空心叶片的定位;利用半圆柱可调夹持块能够适应不同圆弧曲率的叶片榫头,对其实现自动调整夹持;利用气缸可以推动半圆柱可调夹持块自动贴合叶片榫头并将其夹紧;利用压块夹紧组件可防止叶片磨削加工时可能产生的倾斜和振动,其中压块可绕着螺钉左右偏转,以调整压紧叶片榫头斜面角度。
本发明的有益效果:
本发明可以有效地解决由于制造误差导致一般夹具无法适应不同圆弧曲率的空心叶片榫头的问题,可以有效地解决由空心叶片定位精准度低、夹持不稳定等问题带来的空心叶片加工质量和精度低、加工时间长等问题,可以有效地提高空心叶片加工质量和生产效率;
本发明可以将空心叶片快速有效地定位、自动夹紧,并固定在机床上,同时能够实现对于不同圆弧曲率叶片榫头的自适应夹持,缩短了空心叶片的安装夹持时间,保证了空心叶片磨削加工时的稳定性,提高了加工效率。同时一种弧度适应性空心叶片专用夹具具有较好的通用性,可安装于相应的机床设备上。
附图说明
图1为一种弧度适应性空心叶片专用夹具结构示意图;
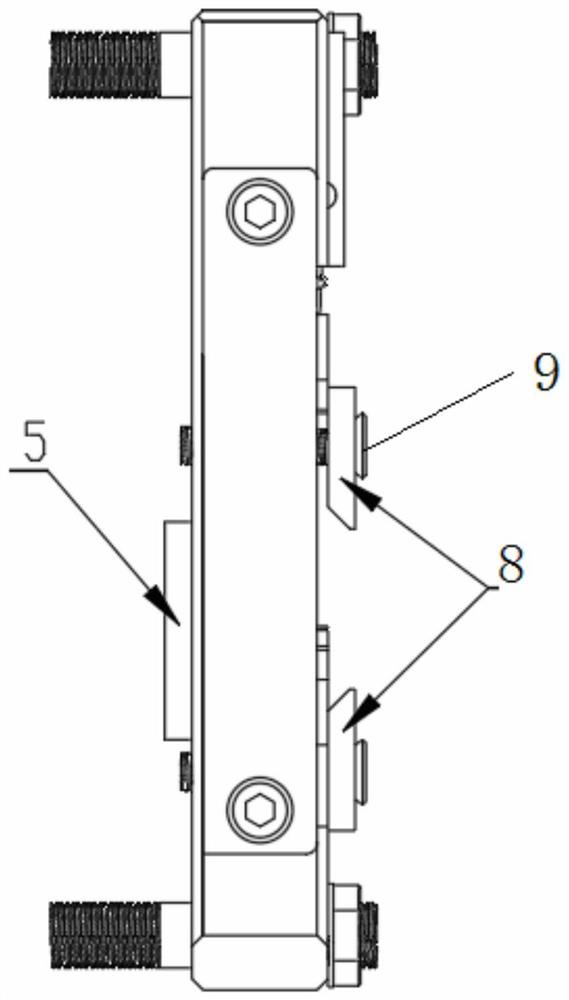
图2为一种弧度适应性空心叶片专用夹具侧视图;
图3为夹具体结构示意图;
图4为半圆柱可调夹持块结构示意图;
图5为半圆柱可调夹持块主视图;
图6为图5A-A视图;
图7为夹具体与气缸连接示意图。
图中:1-夹具体,2-半圆柱可调夹持块,3-定位铁片,4-气缸,5-定位凸台,6-压紧夹紧组件,7-螺栓,8-压块,9-内六角沉头螺钉,10-夹持组块底座,11-一级大半圆块,12-第二级圆柱块,13-第三级圆柱块,14-第四级圆柱块
具体实施方式
以下结合附图1-7和实施例对本发明作进一步详述。
一种弧度适应性空心叶片专用夹具,具体技术方案如下:
一种弧度适应性空心叶片专用夹具,包括夹具体1、半圆柱可调夹持块2、定位铁片3、气缸4、定位凸台5、压块夹紧组件6和螺栓7;
所述夹具体1上下两端设有已铣削的凸台,并车出两个螺纹孔,使气缸采用螺钉安装于已铣削凸台侧正面;
所述气缸4采用螺纹连接安装于夹具体1已铣削凸台端内;
所述气缸4两侧设有导轨槽,半圆柱可调夹持块设置在导轨槽上,使半圆柱可调夹持块2能在气缸4推动下沿固定的竖直方向移动;
所述定位铁片3通过螺钉连接在半圆柱可调夹持块侧面,紧贴在夹具体1左侧;
所述定位凸台5位于夹具体1底部;
所述夹具体1上下两侧设有螺栓孔;
所述压块夹紧组件6包括压块8和内六角沉头螺钉9,压块8设置在夹具体1的前面,通过内六角沉头螺钉9将压块安装在夹具体1的正面,且对称分布在设置叶片榫头的两侧;
所述半圆柱可调夹持块2与叶片榫头相接触;
所述夹具体1将定位凸台5夹持在数控砂带磨削机床的卡盘上,夹具体1上下两侧设置的螺栓孔通过插接螺栓7与磨床连接固定。
所述的一种弧度适应性空心叶片专用夹具,其优选方案为所述半圆柱可调夹持块2由从大到小设置四级半圆块安装在夹持组块底座10上,四级半圆块分别为一级大半圆块11、二级小半圆块12、三级小半圆块13和四级最小半圆块14;
所述一级大半圆块的内圆设有梯形凸台,二级小半圆块外圆设计能让凸台顺着移动的凹槽结构,通过连接来实现半圆块间的相对滑移;同理,二级小半圆块内圆设计梯形凸台,三级小半圆块外圆设计凹槽;
三级小半圆块内圆设计梯形凸台,四级最小半圆块外圆设计的凹槽;四级最小半圆块的柱块中间为平面,柱块为与叶片榫头相接触的面。
所述半圆柱可调夹持块2一共有四级大小不同的半圆块,第一级半圆块11半径为20mm,后面依次减少,能配对两个第二级半圆块12,且两个第二级半圆块12不能发生位移碰撞;第二级半圆块12的圆心相较于第一级半圆块11的圆心上移2mm,第三级半圆块13和第四级半圆块14上移距离依次减小0.5mm;第四级半圆块14直径为3.2mm,圆心与第三级半圆块13的圆心平行,为高10mm的半圆柱体。半圆柱可调夹持块2整体长22mm,高度、宽度与夹具体1相配合。所述夹具体1为一种弧度适应性空心叶片专用夹具的零件主体,其长度为180mm,且中间部分空出长度100mm、宽140mm的空间,非气缸安装端的凸台设置10mm倒角,其余倒角为2mm。
所述夹具体1气缸安装端的凸台铣削去30mm宽,43mm长,深10mm的体积。
所述半圆柱可调夹持块2能够适应不同圆弧曲率的叶片榫头,对其实现自动调整夹持。
所述压块8可绕着内六角沉头螺钉左右偏转,用以调整压紧叶片榫头斜面角度。
所述导轨槽的直径为2mm。
一种弧度适应性空心叶片专用夹具的工作原理,本发明利用夹具体底部的定位凸台和上下两侧的螺栓,可以实现在机床上的装夹和固定;利用夹具体、定位铁片和压块夹紧组件可以实现夹具对空心叶片的定位;利用半圆柱可调夹持块能够适应不同圆弧曲率的叶片榫头,对其实现自动调整夹持;利用气缸可以推动半圆柱可调夹持块自动贴合叶片榫头并将其夹紧;利用压块夹紧组件可防止叶片磨削加工时可能产生的倾斜和振动,其中压块可绕着螺钉左右偏转,以调整压紧叶片榫头斜面角度。
- 一种用于静止叶片环内环与叶片焊接的夹具
- 一种用于汽轮机叶片加工的定位夹具
- 一种燕尾形榫头转子叶片检测夹具及检测方法
- 一种粗加工叶片内背弧去余量用可转位夹具
- 一种精锻叶片浇注夹具用专用夹具
- 一种空心叶片生产夹具