一种带螺纹小接嘴钛合金作动筒氩气保护焊接装置及焊接工艺
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及航空发动机中钛合金作动筒氩弧焊接装置技术领域,特别涉及一种带螺纹小接嘴钛合金作动筒氩气保护焊接装置及焊接工艺。
背景技术
航空发动机TA15钛合金作动筒上的螺纹小接嘴空间窄小,氩弧焊施焊困难,焊枪保护不便,螺纹小接嘴处焊缝及热影响区氧化严重导致报废,钛合金作动筒价格昂贵,损失较大。且钛合金筒体厚度较大,热输入量很大,钛合金散热难,存在高温时间停留较长恶化氧化。
发明内容
为解决上述技术问题,提出了一种带螺纹小接嘴钛合金作动筒氩气保护焊接装置及焊接工艺,具体技术方案如下:
一种带螺纹小接嘴作动筒氩气保护焊接装置,包括基体、盖板A、盖板B、盖板C、盖板D、通气管A、通气管B、通气管C和通气管D;
所述基体呈U型长方体,中间设有与钛合金筒体相匹配的筒槽;
所述基体与筒槽的侧壁上对称设有从基体上端面至筒槽内腔的隔腔A、隔腔B、隔腔C和隔腔D;
所述隔腔A、隔腔B、隔腔C和隔腔D均为独立半封闭隔腔;
所述隔腔C和隔腔D一侧的基体外壁设有盖板C、盖板D;
所述隔腔A、隔腔B一侧的基体外壁设有盖板A、盖板B;
所述盖板A、盖板B、盖板C、盖板D均能够折叠180°至基体上端,用于将螺纹小接嘴封闭在隔腔中进行保护
所述通气管C和通气管D对称从基体一端穿入伸至隔腔C和隔腔D内,且通气管C和通气管D在一条轴线上;
所述通气管A和通气管B对称从基体一端穿入伸至隔腔A和隔腔B内,且通气管A和通气管B在一条轴线上;
所述隔腔A、隔腔B、隔腔C和隔腔D内的通气管A、通气管B8、通气管C和通气管D段上设有小孔。
一种应用于带螺纹小接嘴作动筒氩气保护焊接装置的工艺方法,包括如下步骤:
步骤一,焊前准备
将钛合金筒体待焊处用砂带打光去膜;将厚2mm,开坡口1mm×1mm的螺纹小接嘴待焊处用砂带打光;将钛合金筒体和螺纹小接嘴、钛合金焊丝一起酸洗及定氢处理,烘干后装入塑料薄膜中,并抽真空处理包装周转;
步骤二,焊螺纹小接嘴A一侧
钛合金筒体从酸洗到焊接完成之间的间隔不许超过120小时,打开包装将钛合金筒体放入基体的筒槽中,将螺纹小接嘴A转到相配的隔腔A中,盖上盖板A,螺纹小接嘴A整体置于隔腔A中,只露出待焊处,往通气管A中充入高纯氩气,氩气从密布的四排小孔中充满隔腔A,充气2min后,进行氩弧焊接完成该侧焊接,焊接完成后焊枪继续停留通气2min以上;
步骤三,焊螺纹小接嘴B一侧
将螺纹小接嘴B转至隔腔B中,盖上盖板B,往通气管B中充入高纯氩气,其余同螺纹小接嘴A操作,完成螺纹小接嘴B一侧焊接,此时螺纹小接嘴A已经完全冷却;
步骤四,焊螺纹小接嘴A另一侧
打开盖板A和盖板B,将螺纹小接嘴A转到相配的隔腔C中,盖上盖板C,螺纹小接嘴A整体置于隔腔C中,只露出待焊处,往通气管C中充入高纯氩气,氩气从密布的四排小孔中充满隔腔C,充气2min后,进行氩弧焊接完成螺纹小接嘴A另一侧焊接,焊接完成后焊枪继续停留通气2min以上;
步骤五,焊螺纹小接嘴B另一侧
将螺纹小接嘴B转至隔腔D中,盖上盖板D,往通气管D中充入高纯氩气,其余同螺纹小接嘴A操作,完成螺纹小接嘴B另一侧焊接;焊接完成后焊枪继续停留通气2min以上,待螺纹小接嘴B冷却,此时螺纹小接嘴A已经完全冷却;
此时钛合金筒体完成全部焊接,螺纹小接嘴A和螺纹小接嘴B嘴实现无氧化氩弧焊接;取下钛合金筒体,同样方法继续焊接下一件。
所述的一种带螺纹小接嘴钛合金作动筒防氧化氩弧焊工艺方法,其优选方案为,所述步骤二和步骤四中,氩气流量为6L/min-8L/min。
所述的一种带螺纹小接嘴钛合金作动筒防氧化氩弧焊工艺方法,其优选方案为,所述步骤二和步骤四中,小孔的φ1mm的小孔。
所述的一种带螺纹小接嘴钛合金作动筒防氧化氩弧焊工艺方法,其优选方案为,步骤一中,钛合金焊丝选用TA15或TA1。
本发明的有益效果:
本发明将螺纹小接嘴整体置于装置的独立半封闭隔腔中,只露出待焊处,在隔腔中在整个焊接和焊后冷却过程中充满高纯氩气中,使螺纹小接嘴处焊缝及热影响区不氧化;
零件的两条焊缝每条焊缝分两次焊接完成,交替进行,使焊缝在焊接和冷却过程中始终处于氩气保护下。装置能有效导热,缩短冷时间。
本发明可有效解决航空发动机TA15带螺纹小接嘴钛合金作动筒氩弧焊接氧化问题,挽回大量损失,避免损失100万元以上。
附图说明
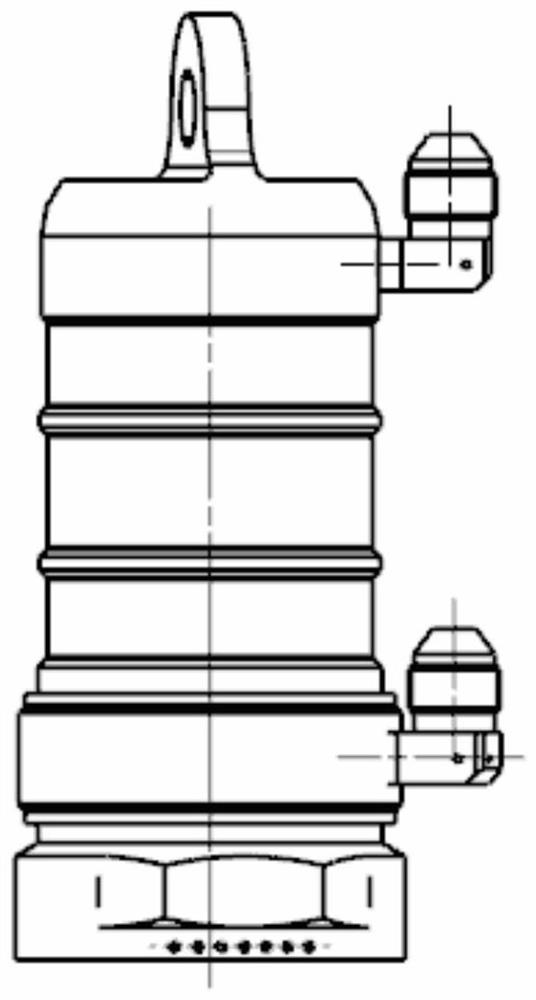
图1为TA15带螺纹小接嘴的钛合金作动筒零件主视图;
图2为TA15带螺纹小接嘴的钛合金作动筒零件侧视图;
图3为TA15带螺纹小接嘴的钛合金作动筒零件俯视图;
图4为TA15带螺纹小接嘴的钛合金作动筒零件轴测图;
图5为氩气保护氩弧焊装置俯视图;
图6为氩气保护氩弧焊装置结构示意图;
图7为氩气保护氩弧焊装置侧视图;
图8为氩气保护氩弧焊装置主视图;
图9为TA15带螺纹小接嘴的钛合金作动筒与氩气保护氩弧焊装置安装示意图a;
图10为TA15带螺纹小接嘴的钛合金作动筒与氩气保护氩弧焊装置安装示意图b。
图中:1-钛合金筒体,2-基体,3-盖板A,4-盖板B,5-盖板C,6-盖板D,7-通气管A,8-通气管B,9-通气管C,10-通气管D,11-筒槽,12-螺纹小接嘴A,13-隔腔A,14-隔腔B,15-隔腔C,16-隔腔D,17-螺纹小接嘴B,18-小孔。
具体实施方式
以下结合附图1-10和实施例对本发明作进一步详述。
一种带螺纹小接嘴作动筒氩气保护焊接装置,包括基体2、盖板A3、盖板B4、盖板C5、盖板D6、通气管A7、通气管B8、通气管C9和通气管D10;
所述基体2呈U型长方体,中间设有与钛合金筒体1相匹配的筒槽11;
所述基体2与筒槽11的侧壁上对称设有从基体2上端面至筒槽11内腔的隔腔A13、隔腔B14、隔腔C15和隔腔D16;
所述隔腔A13、隔腔B14、隔腔C15和隔腔D16均为独立半封闭隔腔;
所述隔腔C15和隔腔D16一侧的基体外壁设有盖板C5、盖板D6;
所述隔腔A13、隔腔B14一侧的基体外壁设有盖板A3、盖板B4;
所述盖板A3、盖板B4、盖板C5、盖板D6均能够折叠180°至基体2上端,用于将螺纹小接嘴封闭在隔腔中进行保护;
所述通气管C9和通气管D10对称从基体2一端穿入伸至隔腔C15和隔腔D16内,且通气管C9和通气管D10在一条轴线上;
所述通气管A7和通气管B8对称从基体2一端穿入伸至隔腔A13和隔腔B14内,且通气管A7和通气管B8在一条轴线上;
所述隔腔A13、隔腔B14、隔腔C15和隔腔D16内的通气管A7、通气管B8、通气管C9和通气管D10段上设有小孔18。
一种应用于带螺纹小接嘴作动筒氩气保护焊接装置的工艺方法,包括如下步骤:
步骤一,焊前准备
将TA15钛合金筒体待焊处用砂带打光去膜;将厚2mm,开坡口1mm×1mm的螺纹小接嘴待焊处用砂带打光;将钛合金筒体和螺纹小接嘴、钛合金焊丝TA1一起酸洗及定氢处理,烘干后装入塑料薄膜中,并抽真空处理包装周转;
步骤二,焊螺纹小接嘴A12一侧
钛合金筒体1从酸洗到焊接完成之间的间隔不许超过120小时,打开包装将钛合金筒体1放入基体2的筒槽11中,将螺纹小接嘴A12转到相配的隔腔A中,盖上盖板A,螺纹小接嘴A12整体置于隔腔A13中,只露出待焊处,往通气管A7中充入高纯氩气,氩气从密布的四排φ1mm的小孔18中充满隔腔A13,氩气流量为6L/min-8L/min,充气2min后,进行氩弧焊接完成该侧焊接,焊接完成后焊枪继续停留通气2min以上;
步骤三,焊螺纹小接嘴B17一侧
将螺纹小接嘴B17转至隔腔B14中,盖上盖板B4,往通气管B8中充入高纯氩气,其余同螺纹小接嘴A操作,完成螺纹小接嘴B17一侧焊接,此时螺纹小接嘴A已经完全冷却;
步骤四,焊螺纹小接嘴A另一侧
打开盖板A3和盖板B4,将螺纹小接嘴A12转到相配的隔腔C15中,盖上盖板C5,螺纹小接嘴A12整体置于隔腔C15中,只露出待焊处,往通气管C9中充入高纯氩气,氩气从密布的四排φ1mm小孔18中充满隔腔C15,氩气流量为6L/min-8L/min,充气2min后,进行氩弧焊接完成螺纹小接嘴A12另一侧焊接,焊接完成后焊枪继续停留通气2min以上;
步骤五,焊螺纹小接嘴B17另一侧
将螺纹小接嘴B17转至隔腔D16中,盖上盖板D6,往通气管D10中充入高纯氩气,其余同螺纹小接嘴A12操作,完成螺纹小接嘴B另一侧焊接;焊接完成后焊枪继续停留通气2min以上,待螺纹小接嘴B17冷却,此时螺纹小接嘴A12已经完全冷却;
此时钛合金筒体1完成全部焊接,螺纹小接嘴A12和螺纹小接嘴B17嘴实现无氧化氩弧焊接;取下钛合金筒体1,同样方法继续焊接下一件。
- 钛合金筒体环缝可调节自动焊接装置及焊接方法
- 一种小直径薄壁筒体的接管焊接防变形装置
- 一种钛合金零件环形角焊缝的焊接保护装置
- 一种钛合金对接熔化极惰性气体保护焊接装置及焊接工艺
- 一种钽铌带材焊接氩气保护装置