用于实现瓷板的方法
文献发布时间:2023-06-19 18:32:25
本发明涉及一种用于实现瓷板(ceramic slab,陶瓷板材)的方法。
多年来,陶瓷生产工艺的发展已经导致实现了最初专门用于涂层和地板的瓷砖,其越来越大并且具有可变的厚度。经典瓷砖的尺寸的增加导致通过新的生产工艺实现的产品的识别,其中术语瓷板正是由于实现了较大的尺寸,其可达到1800mm宽至4800mm长,其中厚度高达30mm。术语瓷板旨在等同于瓷砖。
在生产瓷砖或瓷板时,经常需要实现复制天然石材或木材的装饰。如已知的,这些材料具有贯穿整个质量延伸的纹理。这意味着,当机加工成板时,纹理从外表面贯穿厚度延伸,在板的侧表面上也是可见的。这种纹理效果特别是在实现厨房或浴室的顶部、台阶、墙壁或边缘之后寻求的,通常是在实现饰面之后寻求的,在这些饰面中,侧表面对于板的整个厚度也是可见的。
装饰的施加或实现基本上根据一种工艺来进行,该工艺包括通过特殊的装饰装置同时铺设已经具有以软材料实现的厚度的装饰的软层。装饰层的铺设包括从顶部向下的运动以及在装饰或被装饰的层与沉积平面之间的水平指向的相对运动。
实质上,已经具有装饰的软层通过装饰装置铺设在下面的沉积平面上。在装饰装置和沉积平面之间实现相对运动。例如,装饰源,即装饰装置,是固定的,而沉积平面是移动的。
在两种情况下,装饰源和沉积平面之间的相对运动在平行于相对运动的方向的竖直平面上产生装饰的倾斜。实质上,在平行于相对运动的方向的侧表面上观察装饰瓷板,纹理都以相同的方式倾斜,以不自然的方式彼此平行,其中角度介于大约15°和20°之间。存在另一种生产工艺,其包括使用一种笔来实现装饰或纹理,该笔可沿着两个水平笛卡尔轴移动,其结构设计成将装饰材料直接沉积到已经沉积的软层的厚度中,基本上穿过该软层。然而,这种工艺的特征在于相当低的生产率。此外,在平行于相对运动的方向的侧表面上观察到的装饰或纹理几乎是竖直的,提供了相当不自然的外观。
本发明的目的是提供一种用于实现瓷板的方法,该方法允许生产没有当前可用的瓷板的缺点的瓷板。
根据本发明的方法的主要优点是实现至少一个装饰物,该装饰物至少部分地在主体的厚度中延伸并且至少部分地在瓷板的两个面中的一个上延伸,并且当从瓷板的侧表面观察时,该装饰物具有介于大约40°和80°之间的倾斜度,从而提供完全类似于天然石材或木材的天然外观。
此外,赋予装饰物的倾斜度给予其相对于生产周期中所设想的移位步骤和挤压步骤的相当大的稳定性。特别地,能够以介于40°和80°之间、优选地介于60°和80°之间,例如70°的角度改变倾斜度,可允许在软层从装饰系统移位直到到达压机期间保持软层的更大稳定性,从而获得期望的最终产品。换句话说,介于40°和80°之间,优选地介于60°和80°之间,例如70°的纹理的倾斜度,允许在由生产周期所设想的位移期间获得软层内的纹理本身的更大的结构稳定性。因此,在运输期间,纹理不会在软层内部破裂,并且软层保持其几何特征。
能够选择具有大于40°的角度的倾斜度还允许获得具有更类似于天然石材或木材的光学感知特征的成品。
从以下对本发明的实施方式的详细描述中,本发明的附加特征和优点将变得更加明显,本发明的实施方式在附图中以非限制性实例的方式示出,其中:
-图1是根据本发明的瓷板的示意图;
-图2是图1的瓷砖的侧面的视图;
-图2a是图2的视图的第一放大图;
-图2b是图2的视图的第二放大图;
-图2c是图1的瓷砖的侧面的另一放大视图;
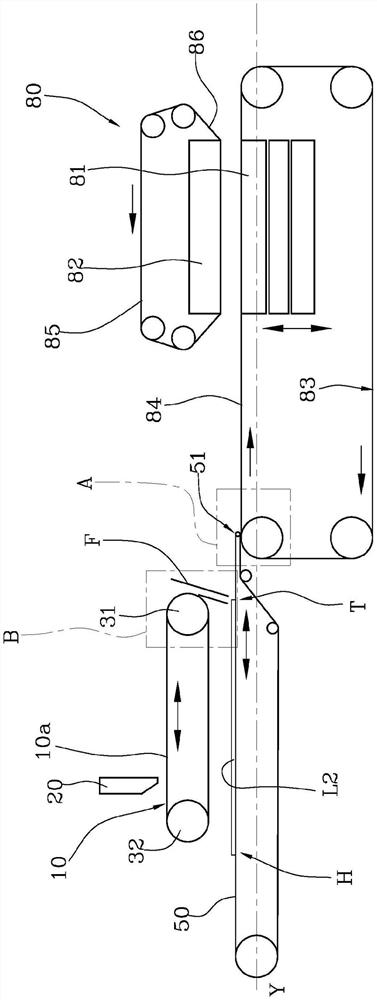
-图3是可用于生产根据本发明的瓷板的机器的示意图;
-图4是图3的区域(B)的放大图;
-图5是图3的区域(A)的放大图。
在以下描述中,瓷板意味着利用公知的陶瓷技术工艺实现的产品,该工艺包括挤压粒状或粉末状陶瓷材料层和随后烧制挤压层的基本步骤,该挤压层具有扁平且压扁的板形。
瓷板包括由陶瓷材料实现的主体(100),该主体具有由第一面(110)和第二面(120)界定的厚度(S),该第一面和第二面基本上是扁平的并且彼此平行。第一面(110),也称为“面”,旨在在铺设瓷板之后保持暴露或可见。第二面(120),也称为“背面”,反而旨在与瓷板的铺设表面接触。通常,在安装用于预期用途的瓷板之后,第二面(120)基本上保持隐藏。
通常,厚度(S)具有比面(110、120)的线性尺寸小得多的延伸。作为一个数量级,面(110、120)的侧面的范围可从10cm到超过3m,而厚度介于大约5mm和30mm之间。主体(100)还包括垂直于第一面(110)和第二面(120)的四个侧面(130、140、150、160)。
瓷板包括至少一个装饰物(200),该装饰物具有相对于主体(100)不同的颜色和/或色调,该装饰物至少部分地在主体(100)的厚度(S)中延伸并且至少部分地在两个面(110、120)中的一个上延伸。
装饰物(200)主要包括主体(100)的一个或多个区域,其被着色为与主体(100)的其余部分不同。通过铺设不同组成和/或粒度和/或颜色的陶瓷材料可获得不同的着色。例如,装饰物(200)包括一个或多个纹理或条纹。
装饰物(200)在基本上垂直于面(110、120)的截面上由至少第一边缘(210)界定,该第一边缘沿着主延伸方向(S1)在面(110、120)之间横向延伸;基本上垂直是指相对于面(110、120)形成介于大约80°和90°之间的角度的截面。
优选地,装饰物(200)在主体(100)的至少一个侧面上显现,即,装饰物在主体(100)的至少一个侧面上可见。在此情况下,上述截面与装饰物出现的侧面共面,并且第一边缘(210)在相同的侧面上也是可见的。
第一边缘(210)的主延伸方向(S1)基本上是直线,该直线近似于两个面(110、120)之间的第一边缘(210)的总体趋势。换句话说,主延伸方向是当在正常使用位置观察瓷板时,即当瓷板放置成两个面(110、120)基本上水平铺设时眼睛感知的方向。
在可能的定义中,主延伸方向(S1)可定义为穿过第一边缘(210)的两个端点(即第一边缘(210)的两端部)的直线。例如,参考图2b,主延伸方向(S1)是穿过第一边缘(210)和第一边缘(210)所在的侧面的拐角(e1、e 2)之间的交叉点的线。
或者,第一边缘(210)的延伸方向(S1)是属于第一边缘(210)的给定数量的点之间的统计插值直线。以已知的方式,一旦已经定义了第一边缘(210)的要考虑的点,就可使用最小二乘法如下计算统计插值直线:
y=mx+q,
其中
延伸方向(S1)仍可由其他方法定义或计算。
在延伸方向(S1)和与面(110、120)基本上平行的平面之间限定倾斜角(b)。基本上平行的平面是指相对于面(110、120)形成介于大约0°和10°之间的角度的平面。
有利地,在通过根据本发明的方法获得的瓷板中,倾斜角(a)介于40°和80°之间。在此范围内,装饰物(200)呈现天然纹理的外观,特别是存在于天然石材中的纹理。因此,当瓷板以至少一个可见侧表面铺设在例如炉架或台阶上时,瓷板的侧表面也呈现与可施加到第一面(110)的表面装饰物一致的自然外观。此外,介于40°和80°之间的范围内的倾斜角(a)在生产周期的过程期间给予装饰物相当大的稳定性,这导致从铺设装饰软层(L2)开始实现瓷板,这将在下面更好地解释。特别地,相对于从其获得瓷板的装饰软层(L2)所经受的位移,以及相对于装饰软层(L2)本身所经受的挤压步骤,装饰物保持稳定。
换句话说,能够以介于40°和80°之间、优选地介于60°和80°之间,例如70°的角度改变倾斜度,这可允许在生产周期所需的软层位移期间以及相对于装饰软层(L2)经受的挤压步骤保持软层的更大稳定性。换句话说,介于40°和80°之间,优选地在60°和80°之间,例如70°的纹理的倾斜度,允许在各种位移期间获得纹理本身在软层内的更大的结构稳定性。因此,在运输期间,纹理不会在软层内部破裂,并且软层保持其几何特征。
能够选择具有大于40°的角度的倾斜度还允许获得具有更类似于天然石材或木材的光学感知特征的成品。
申请人已经发现,虽然第一边缘(210)可具有缠绕或成角度的趋势,但是如果主延伸方向(S1)的倾斜角(a)介于40°和80°之间,则装饰物(200)呈现完全自然的外观,基本上类似于天然石材中的纹理的外观。参考图2c所示的实例,第一边缘(210)的主延伸线(S1)被限定为穿过第一边缘(210)本身的端部,并且假设介于40°和80°之间的倾斜度给予装饰物(200)完全自然的外观。对于装饰物(200)的第二边缘(220)可做出类似的说明。
更优选地,倾斜角(b)介于60°和80°之间。因此,倾斜角(a)相对高,而不是竖直的。在此情况下,所获得的效果是装饰物的更加自然,当瓷板布置在正常使用条件下,即,瓷板的面(110、120)位于基本上水平的平面上时,该装饰物呈现与天然石材的纹理几乎不可区分的外观。此外,介于60°和80°之间的范围内的倾斜角(a)进一步增加了装饰物在生产周期的过程期间的稳定性,这导致了瓷板的实现。特别地,相对于从其获得瓷板的装饰软层(L2)所经受的位移,以及相对于装饰软层(L2)本身所经受的挤压步骤,装饰物保持甚至更稳定。
甚至更优选地,倾斜角(b)介于65°和75°之间。在此范围内,进一步提高了上述技术效果和优点。例如,倾斜角(a)是大约70°。
在另一可能的实施方式中,装饰物(200)在垂直于面(110、120)的截面上由第二边缘(220)界定,该第二边缘在面(110、120)之间沿着主延伸方向(S2)横向延伸。在此情况下,装饰物(200)相对于前一种情况呈现更确定纹理的外观。第二边缘(220)的主延伸方向(S2)可以已经关于第一边缘(210)的主延伸方向(S1)描述的方式限定。如果装饰物(200)出现在主体(100)的至少一个侧面上,即,在主体(100)的至少一个侧面上可见,则第二边缘(220)在同一个面上也是可见的。
在延伸方向(S2)和平行于面(110、120)的平面之间限定第二倾斜角(b)。甚至这种第二倾斜角(b)介于40°和80°之间。由介于指示范围内的倾斜度提供的优点与已经参考第一边缘(210)强调的优点相同。优选地,第二倾斜角(b)介于60°和80°之间。这种倾斜度使瓷板的外观甚至更类似于天然石材。此外,由于已经关于第一边缘(210)的主延伸方向(S1)陈述的相同原因,介于60°和80°之间的倾斜角(b)在生产循环的过程期间给予装饰物甚至更大的稳定性以导致实现瓷板,特别是关于从其获得板的装饰软层(L2)所经受的位移,以及关于装饰软层(L2)本身所经受的挤压步骤。甚至更优选地,倾斜角(b)介于65°和75°之间。在此范围内,进一步提高了上述技术效果和优点。例如,倾斜角(b)是大约70°。
应注意,将人造装饰物与存在于天然石材中的天然装饰物区分开的另一要素是边缘(210、220)的高清晰度。事实上,在人造装饰物中,这种边缘是干净的,并且朝向与装饰物(200)本身相邻的石材部分没有任何阴影梯度。
在根据本发明的装饰物(200)中感知到的特征在于,具有带最小阴影梯度的边缘(210、220),使得观察者感觉好像其在天然石材的前面。有利地,主延伸方向(S1、S2)可以是基本上平行的或会聚的或发散的。事实上,申请人已经观察到,当主延伸方向(S1、S2)中的每个的倾斜角(a、b)介于40°和80°之间时,无论主延伸方向(S1、S2)之间的相互倾斜如何,都保持了装饰物(200)的自然外观。
通过实施本申请人设计的生产方法,可获得通过根据本发明的方法获得的瓷板的装饰物(200)的边缘(110、120)的延伸方向(S1、S2)的有利倾斜。
该方法设想在第一沉积平面(50)上布置具有装饰物(200)的粒状或粉末状陶瓷材料的装饰层(L2),从头部(H)至尾部(T)逐渐沉积装饰层(L2)。
头部(H)由首先沉积在第一沉积平面(50)上的材料形成。尾部(T)由最后沉积在第一沉积平面(50)上的材料形成。在图4所示的实例中,装饰层(L2)的沉积发生在第一沉积平面(50)沿着纵向方向(Y)从右向左移动的情况下。仅通过实例,在铺设装饰层(L2)期间,第一沉积平面(50)以介于每分钟0.5米和每分钟3米之间的速度移动。
通常,考虑到通常使用的陶瓷材料的粒度特征,在以上指示的速度范围内,第一沉积平面(50)上的装饰物(200)呈现接近大约30°的倾斜角(a、b)。这种倾斜角度是在挤压步骤之前装饰物(200)的倾斜角。
该方法随后设想将装饰层(L2)从第一沉积平面(50)转移到位于比第一沉积平面(50)低的高度处的第二沉积平面(83)。装饰层(L2)从尾部(T)开始转移。换句话说,装饰层(L2)的尾部(T)首先沉积在第二沉积平面(83)上。参考所示的示例性实施方式,装饰层(L2)从第一沉积平面(50)到第二沉积平面(83)的转移发生在从左到右的方向上,如图5所示。换句话说,在软层(L2)的沉积期间,第一沉积平面(50)沿着纵向方向(Y)在相对于向第二沉积平面(83)的转移步骤的相反方向上移动。
在第一沉积平面(50)移动时,装饰层(L2)在第一沉积平面上的沉积产生材料沿着纵向方向(Y)的位移,该位移沿着装饰层(L2)的厚度不相等。实质上,由于这种相对运动,应该呈现一定倾斜度的装饰物相对于第一沉积平面(50)的推进方向经受向后倾斜偏离。
从尾部(T)开始发生的装饰层(L2)从第一沉积平面(50)到第二沉积平面(83)的转移产生材料沿着纵向方向(Y)与前一移位相反的移位。这然后允许改变装饰物(200)的倾斜,如图5中示意性地示出的。换句话说,装饰层(L2)从尾部(T)的转移允许改变或校正装饰物(200)的倾斜,产生与在第一沉积平面(50)上的沉积期间产生装饰物(200)的偏离的原因相反的效果。
实质上,装饰层(L2)沉积在第一装饰平面(50)上,从头部(H)开始直到尾部(T)。在所描绘的解决方案中,在第一沉积平面(50)从右向左移动的同时进行此转移。一旦完成装饰层(L2)的沉积,使第一沉积平面(50)的运动反向,并且第二装饰层(L2)转移到第二沉积平面(83),其在与第一沉积平面(50)一致的方向上移动。因此,装饰层(L2)的尾部(T)首先被转移并沉积在第二沉积平面(83)上。
在从第一沉积平面(50)转移到第二沉积平面(83)之后在第二沉积平面(83)上获得的装饰物(200)的倾斜,即第一边缘(210)的主延伸方向(S1)的倾斜角(a)和第二边缘(220)的主延伸方向(S2)的倾斜角(b),允许在成品中获得介于40°和80°之间的倾斜角,或者更优选地介于60°和80°之间,或者甚至更优选地介于65°和75°之间,补偿挤压和保持装饰物(200)本身稳定的效果,除了上述倾斜校正之外,该装饰物不经受进一步变形。
实际上,挤压步骤产生主延伸方向(S1、S2)的倾斜角(a、b)的变化。特别地,挤压减小了倾斜角(a、b)。通过校正从第一沉积平面(50)到第二沉积平面(83)的转移所产生的倾斜角(a、b),可基本上预测和补偿这种变化。
通过改变两个沉积平面(50、83)的速度之间的比率,可能进一步干预主延伸方向(S1、S2)的倾斜角(a、b),以及可能改变第二层(L3)的厚度。
优选地,第一沉积平面(50)的速度和第二沉积平面(83)的速度处于预定比率。这种比率是根据装饰物(200)的结构来选择的。
更优选地,第二沉积平面(83)的速度介于第一沉积平面(50)的速度的大约一半和两倍之间。仅通过实例,在将装饰层(L2)从第一沉积平面(50)转移到第二沉积平面(83)的步骤期间,优选地第一沉积平面(50)和第二沉积平面(83)的推进速度介于每分钟30米和每分钟50米之间。
换句话说,两个速度之间的比率是关于旨在分配给主延伸方向(S1、S2)的倾斜角(a、b)和将赋予第二层(L3)的厚度来预先设定的。
当然,也可能在转移步骤期间以基本上彼此相等的第一沉积平面(50)的速度和第二沉积平面(83)的速度获得主延伸方向(S1、S2)的期望倾斜角(a、b)。在此情况下,第二层(L3)的厚度保持不变。
可用于(尽管不是必须的)改变倾斜角(a、b)的另一控制参数是在装饰层(L2)的沉积期间第一沉积平面(50)的速度。
在装饰层(L2)的沉积期间,第一沉积平面(50)的速度在一定程度上影响主延伸方向(S1、S2)的倾斜角(a、b),以及装饰层(L2)的厚度。在所描绘的实施方式中,在铺设装饰层(L2)期间改变第一沉积平面(50)的速度允许除了改变装饰层(L2)的厚度之外还改变主延伸方向(S1、S2)的倾斜角(a、b)。
如已经指示的,在装饰层(L2)的沉积步骤期间,第一沉积平面(50)沿着纵向方向(Y)在相对于向第二沉积平面(83)的转移步骤的相反方向上移动。有利地,在装饰层(L2)的沉积步骤期间和在向第二沉积平面(83)的转移步骤期间,第一沉积平面(50)能够以不同的速度、模量以及逆向操作。这允许对主延伸方向(S1、S2)的倾斜角(a、b)进行进一步程度的控制,进一步程度的控制可用于提高所获得的结果的精度。
优选地,第一沉积平面(50)在沉积装饰层(L2)的步骤期间能够以较低速度移动,并且在转移步骤期间能够以较高速度移动。
甚至更优选地,在沉积装饰层(L2)的步骤期间的速度是在向第二沉积平面(83)的转移步骤期间的速度的1/100至1/10。因此,可甚至更精确地获得期望的倾斜角(a、b)。
仅通过实例,在沉积装饰层(L2)的步骤期间,第一沉积平面(50)的速度介于每分钟0.5米和每分钟3米之间,而在向第二沉积平面的转移步骤期间,速度介于每分钟30米和每分钟50米之间。
在该方法的一个优选实施方式中,将装饰层(L2)布置在第一沉积平面(50)上的步骤包括将粒状或粉末状陶瓷材料的第一软层(L1)布置在装饰平面(10)上的步骤。第一层(L1)具有装饰物(200)。
该方法随后设想将第一层(L1)从装饰平面(10)转移到位于比装饰平面(10)更低的高度的第一沉积平面(50)。如图4所示,通过逐渐沉积发生转移。实质上,逐渐转移导致第一层(L1)沉积在第一沉积平面(50)上,逐渐形成具有头部(H)和尾部(T)的装饰层(L2)。
在未示出的替代实施方式中,装饰层(L2)在第一沉积平面(50)上的沉积通过另一类型的分配装置发生,该分配装置能够以受控方式将陶瓷产品朝向沉积平面(50)分配。
在所示的实施方式中,装饰平面(10)是柔性带的形式,能沿着围绕一对辊(31、32)转动的封闭路径移动。沿着由辊(31、32)限定的路径,装饰平面(10)具有上段(10a),装饰平面沿着该上段沿着纵向方向(Y)向前滑动,并且第一层(L1)可沿着该上段铺设。在围绕前辊(31)转动的段中,第一层(L1)在第一沉积平面(50)上逐渐向下流动,从头部区域(H)开始到尾部区域(T)形成装饰层(L2)。在所描绘的解决方案中,第一沉积平面(50)能沿着纵向方向(Y)在相对于装饰平面的上段(10a)的相反方向上移动。其他解决方案也是可能的,其中装饰平面(10)和沉积平面(50)的运动是一致的,或者其中沉积平面(50)是固定的,并且装饰平面(10)除了沿着纵向方向(Y)滑动之外,还能相对于沉积平面(50)沿着纵向方向(Y)移动。
优选地,但不是必须地,积聚容器(F)介于装饰平面(10)和第一沉积平面(50)之间,如图4所示,积聚容器(F)包括卸载开口(O),卸载开口布置成允许陶瓷化合物沉积在第一沉积平面(50)上。在装饰平面(10)和沉积平面(50)之间插入积聚容器(F)有利于保持装饰物(200)的结构。
在沉积到沉积平面(50)上之前,来自装饰平面(10)的陶瓷化合物穿过积聚容器(F)。因此,不是直接朝向第一沉积平面(50)过渡,而是陶瓷化合物在沉积在第一沉积平面(50)上之前暂时积聚在积聚容器(F)内。积聚在容器(F)内的化合物的量基本上取决于卸载开口(O)的面积和从装饰平面(10)卸载的化合物的流速。
装饰层(L)从第一沉积平面(50)到第二沉积平面(83)的转移优选地根据在公开WO2017051275中描述的解决方案发生。根据这种解决方案,第一沉积平面(50)相对于第二沉积平面(83)在更高的高度处基本上对准且邻接。
如可在图1中看见的,第一沉积平面(50)包括前端部(51),前端部限定端部部分,第一沉积平面(50)在该端部部分处限定返回曲线。这种前端部(51)至少部分地覆盖第二沉积平面(83)的后端部(83a)。通过以约定的推进方向,即,以相同的推进方向,在第一沉积平面(50)和第二沉积平面(83)中操作,第二装饰层(L2)从第一沉积平面(50)转移到第二沉积平面(83),在沉积平面(50)的前端部(51)处执行适度的向下跳跃,并且逐渐形成第二层(L3)。沉积平面(50)和可移动平面(83)能彼此独立地移动,即,其中的每一个设置有能与另一个独立地操作的电机装置。
机器包括第一电机装置,第一电机装置布置成实现装饰平面(10)和第一沉积平面(50)之间的沿着纵向方向(Y)指向的第一相对运动。机器还包括第二电机装置,第二电机装置布置成在第一沉积平面(50)和第二沉积平面(83)之间实现沿着纵向方向(Y)指向的第二相对运动。第一电机装置和第二电机装置可彼此独立地操作。
装饰平面(10)包括多个具有预定形状和深度或高度的空腔。这种空腔中的每一个具有开口,该开口允许粉末材料进入并且随后卸载先前引入的粉末材料。每个空腔由侧壁和底部界定,该底部可以是基本上平坦的或弯曲的。
装饰平面(10)能够以扁平元件的形式实现,在扁平元件的厚度中获得空腔。或者,空腔能够以这样的方式构造:使得它们可被施加到装饰平面(10)。在一个可能的实施方式中,装饰平面(10)包括一层柔性材料,例如橡胶或塑料材料,在柔性材料的厚度中获得空腔。在一个特别有利的实施方式中,装饰平面(10)包括柔性带,在该柔性带上获得通向带自身的表面的空腔。优选地,但不是必须地,这些空腔是相互相同的并且以规则的方式分布在装饰平面(10)上。这些空腔沿着它们的侧面彼此相邻,以便由相对薄的边缘分开。换句话说,每个空腔限定了适于接收预定量的粉末材料的容积,以用于待实现的装饰物。每个空腔能够以独立于其他空腔的方式填充。
在所示的优选但非排他的实施方式中,装饰平面(10)是柔性带的形式,柔性带围绕一对辊(31、32)闭合成环。空腔面向这种封闭路径的外部。沿着由辊(31、32)限定的路径,装饰平面(10)具有上段(10a),装饰平面沿着该上段沿着纵向方向(Y)推进,并且空腔在装载位置中沿着该上段面向上。分配装置(20)可放置在装饰平面(10)的顶部,即,在装饰平面(10)的上段的上方,以便能够向下和朝向空腔卸载粉末材料。
在装饰平面(10)沿着纵向方向(Y)的推进运动期间,空腔的装载发生。实质上,当装饰平面(10)推进时,分配装置(20)通过卸载开口或喷嘴以选择性和目标性的方式将粉末材料送到空腔。这允许将包含在分配装置中的粉末材料朝向预定空腔而不是朝向其他空腔运送。
如已经指示的,辊(31、32)导致装饰平面(10)沿着闭合路径滑动,以便使空腔从装载位置逐渐移位到卸载位置。在从装载位置到卸载位置的通过中,空腔从它们面向上方的位置经过到它们面向下方的位置。在这种通过期间,每个空腔可向下倾倒其内容物。如图4示意性地示出的,空腔从装载位置到卸载位置的通过沿着装饰平面(10)的围绕第一辊(31)转动的段逐渐地发生。当每个空腔都面向下定位时,即在已经围绕第一辊(31)行进之后,内容物的倾倒基本上完成。通过围绕第二辊(32)转动,空腔移动回到装载位置,以接收新装载的粉末材料。
在所示的解决方案中,第一沉积平面(50)放置在装饰平面(10)下方,用于接收由空腔卸载的粉末材料。在装饰平面(10)和第一沉积平面(50)之间提供沿着纵向方向(Y)指向的相对运动,这与从空腔卸载粉末材料同时发生。这允许将从空腔卸载的粉末材料沉积在第一沉积平面(50)上的连续层(L2)中。
在一个优选实施方式中,通过使第一沉积平面(50)沿着纵向方向(Y)滑动而获得第一沉积平面(50)和装饰平面(10)之间的相对运动,而装饰平面(10)尽管可沿着其路径围绕辊(31、32)滑动,但是沿着方向(Y)整体静止。第一沉积平面(50)的滑动相对于装饰平面(10)的上段在其围绕辊(31、32)的运动中的滑动可以是在相同的方向上或相反的方向上。优选地,但不是必须地,第一沉积平面(50)是带的形式,该带可沿着由两个或更多个辊限定的闭合路径可滑动地移动,如图1所示。
优选地,控制处理器布置成控制分配装置(20)以便填充与将在层(L1)中实现的装饰物(200)相关的空腔。为此,控制处理器设置有算法,该算法允许处理装饰物(200)的图像以将其分解成一系列预定颜色的粉末材料的体积,每个体积归属于预定空腔。然后,控制处理器调节分配装置(20)的操作,使得将每个体积引入到预定空腔中。通过使控制处理器知道每个空腔的位置、装饰平面(10)的速度和第一沉积平面(50)的速度,例如通过本领域中已知的编码器、传感器或光学系统,来建立每个体积和相应空腔之间的对应关系。实质上,从要实现的装饰物(200)开始,控制处理器限定获得该装饰物所必需的材料体积的数量和位置,并且相对于包含在空腔中的体积将在第一沉积平面(50)上卸载的位置,将每个体积归属于空腔。
第二沉积平面(83)可用于将装饰软层(L3)引导到压机(80)。例如,压机(80)是带式压机的形式,在本领域中已知用于挤压大规格板。这种类型的压机包括底部衬垫(81),底部衬垫设置有面向上的挤压表面。设置有面向下的挤压表面的顶部衬垫(82)位于底部衬垫上方。两个衬垫中的至少一个可相对于另一个靠近和远离地移动,以便执行粉末陶瓷材料的层(L3)的挤压。压机还包括柔性带形式的可移动平面(83),其具有至少部分地布置在顶部衬垫(82)和底部衬垫(81)之间的活动段(84)。压机还包括柔性带形式的第二可移动平面(85),其具有布置在第一可移动带(83)的活动段(84)和顶部衬垫(82)之间的活动段(86)。
在挤压之后,可将瓷板运送到熔炉以进行烧制步骤。
- 用于实现蓄电池板的设备以及实现上述板的相关方法
- 用于实现蓄电池板的设备以及实现上述板的相关方法