鞋类物品的生产后激光改性
文献发布时间:2023-06-19 18:32:25
相关申请的交叉引用
本申请要求2020年5月31日提交的美国临时专利申请第63/032,688号的优先权的权益,该美国临时专利申请通过引用以其整体并入。
技术领域
本教导总体上涉及使用激光蚀刻装置对鞋类物品进行装饰性改性的方式。
背景
鞋类通常包括鞋底,该鞋底被构造成位于穿着者的足部下方,以将足部与地面或地板表面间隔开。鞋底可以被设计成提供所需的缓冲水平。鞋底可以是包括鞋底夹层和鞋外底的组件。尤其是运动鞋类有时在鞋底中使用聚氨酯或乙烯-醋酸乙烯酯泡沫或其它回弹性材料来提供缓冲。在一些构型中,鞋底还可以包括一个或更多个流体填充室(fluidfilled chamber),以改变缓冲性能。
概述
在一种构型中,用于鞋类物品的鞋底组件包括由至少囊(bladder)和泡沫鞋底夹层部件形成的鞋底夹层。鞋底夹层具有面向地面的表面和侧壁,并且囊在侧壁上的部件边界处与泡沫鞋底夹层相接。蚀刻部(etching)延伸到泡沫鞋底夹层和囊两者中。蚀刻通道在侧壁中具有约2μm和约1000μm之间的深度并连续延伸跨过部件边界。
此外,在一些实施例中,鞋类物品包括鞋面以及联接到鞋面的鞋底结构,该鞋面限定可操作以接纳穿着者的足部的内腔。鞋底结构包括与鞋面相对的接触地面的表面、由热塑性聚合物泡沫形成的鞋底夹层和流体填充囊。鞋底夹层具有泡沫侧壁,该泡沫侧壁限定鞋底结构的外周界的第一部分。泡沫侧壁相对于接触地面的表面成角度向上延伸,并且流体填充囊具有限定鞋底结构的外周界的第二部分的囊侧壁。囊侧壁在部件边界处直接邻接泡沫侧壁。最后,蚀刻部从泡沫侧壁跨过部件边界连续延伸到囊侧壁。
在本公开的另外的方面,蚀刻部可以形成图形设计或标志,并且可以由经由网络计算系统接收的视觉图像创建。在一些实施例中,蚀刻部可以至少部分地暴露内部材料层或者还使内部材料层可见,内部材料层可以与最外部材料层不同地着色。蚀刻部可以包括纹理,该纹理对于具有视觉缺陷的个体在区分协调的一双鞋内的左鞋与右鞋时可能是有用的。此外,蚀刻部可以提供唯一标识符,从该唯一标识符可以确定鞋类物品的真实性。下面提供本设计的其它方面和优点,包括用于产生蚀刻部的相关方法。
附图简述
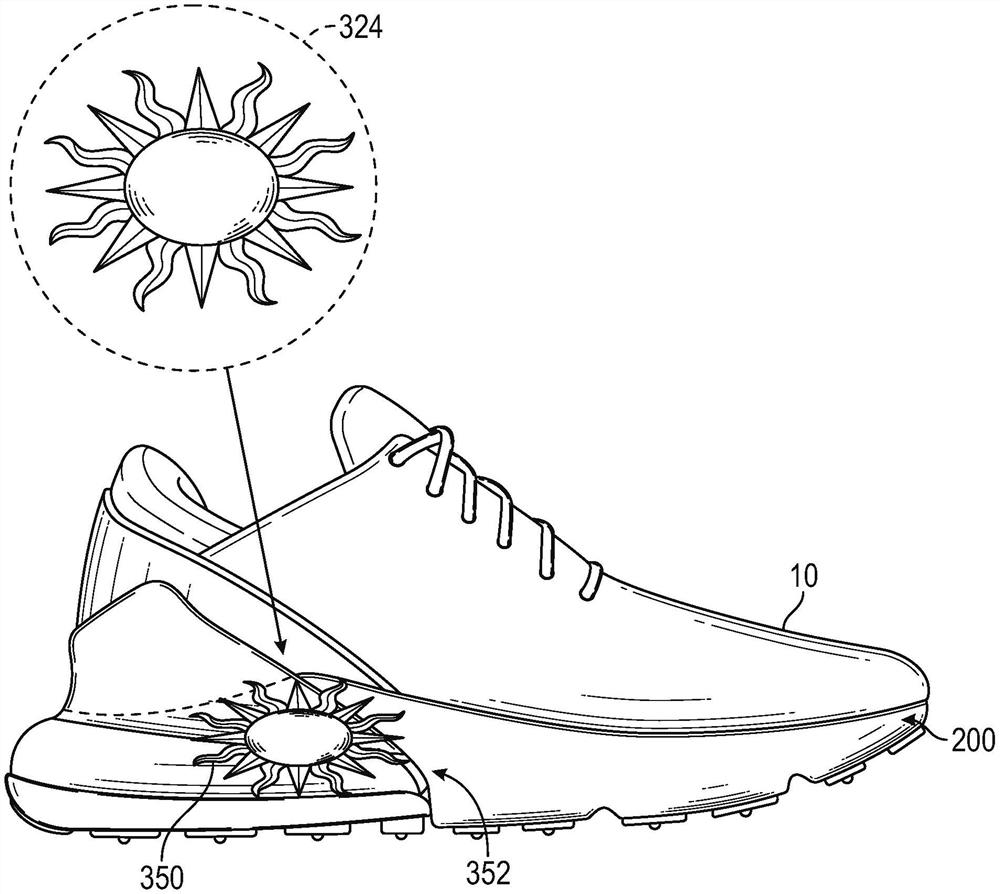
图1是根据本公开的原理的鞋类物品的侧透视图;
图2是图1的鞋类物品的分解视图,示出了具有以分层构型布置的鞋面和鞋底结构的鞋类物品;
图3是激光蚀刻系统的示意图;
图4是施加到鞋类物品的侧壁的设计的示意图;
图5是对鞋类物品进行激光蚀刻的方法的示意流程图。
详细描述
本公开总体上涉及一种在鞋类物品完全组装后改变该鞋类物品的视觉和/或触觉特性的方式。在这样做时,图形或触觉纹理可以跨过多个相邻的部件连续延伸,否则如果在组装之前施加图形或纹理,则这可能很难正确执行。
现在将参考附图更充分地描述示例构型。提供这些构型使得本公开将是透彻的,并且将向本领域普通技术人员充分传达本公开的范围。阐述了特定的细节,诸如特定的部件、设备和方法的示例,以提供对本公开的构型的透彻理解。对于本领域普通技术人员来说将明显的是,不需要采用特定的细节,示例构型可以以许多不同的形式实施,并且特定的细节和示例构型不应该被解释为限制本公开的范围。
本文使用的术语仅仅是为了描述特定的示例性构型的目的,并且不意图是限制性的。如本文使用的,除非上下文另外清楚地指示,否则单数冠词“一(a)”、“一(an)”和“该(the)”也可以意图包括复数形式。术语“包括(comprises)”、“包括(comprising)”、“包含(including)”和“具有(having)”是包含性的,并且因此指定特征、步骤、操作、元件和/或部件的存在,但不排除一个或更多个其他特征、步骤、操作、元件、部件和/或其组的存在或添加。除非被特别标识为执行的顺序,否则本文描述的方法步骤、过程和操作不应被解释为必须要求它们以所论述或所示出的特定顺序执行。可以采用另外的或可替代的步骤。
当一个元件或层被称为“在另一个元件或层上”、“接合到”、“连接到”、“附接到”或“联接到”另一个元件或层时,它可以直接在另一个元件或层上、接合、连接、附接或联接到另一个元件或层,或者可以存在介于中间的元件或层。相反,当一个元件被称为“直接在另一个元件或层上”、“直接接合到”、“直接连接到”、“直接附接到”或“直接联接到”另一个元件或层时,可能不存在介于中间的元件或层。用于描述元件之间关系的其他词语应该以类似的方式解释(例如,“在......之间”对“直接在......之间”、“邻近”对“直接邻近”等)。如本文使用的,术语“和/或”包括相关的所列举项目中的一个或更多个的任何组合和所有组合。
术语第一、第二、第三等可以在本文中用于描述多种元件、部件、区域、层和/或区段。这些元件、部件、区域、层和/或区段不应受这些术语限制。这些术语可以仅用于区分一个元件、部件、区域、层或区段与另一个区域、层或区段。术语诸如“第一”、“第二”和其他数字术语不暗示序列或顺序,除非上下文清楚地指示。因此,下文论述的第一元件、第一部件、第一区域、第一层或第一区段可以被称为第二元件、第二部件、第二区域、第二层或第二区段,而不偏离示例构型的教导。
参考图1-图2,鞋类物品10包括鞋面100和鞋底结构200。鞋类物品10可以被分成一个或更多个区域。这些区域可以包括鞋前部区域12、鞋中部区域14和鞋跟区域16。鞋中部区域14可以与足部的足弓区域相对应,并且鞋跟区域16可以与足部的后部分(包括跟骨)相对应。鞋类10还可以包括与鞋前部区域12的最前方的点相关联的前端18,以及对应于鞋跟区域16的最后方的点的后端20。鞋类10的纵向轴线大致沿着鞋类10的长度从前端18延伸到后端20,并且大致将鞋类10分成外侧面和内侧面。因此,外侧面和内侧面分别与鞋类10的相对的侧相对应,并且延伸穿过区域12、14、16。
鞋面100包括限定内部空腔102的内部表面,内部空腔102被构造成接纳并固定足部以用于支撑在鞋底结构200上。鞋面100可以由缝合或粘合性地结合在一起以形成内部空腔102的一种或更多种材料形成。鞋面的合适材料可以包括但不限于网状物、纺织品(textile)、泡沫、皮革和合成革。这些材料可以选择和定位成赋予耐用性、透气性、耐磨损性、柔性和舒适性的性质。
参考图2,在一些示例中,鞋面100包括斯创贝尔(strobel,中底布)104,斯创贝尔104具有与鞋底结构200相对的底部表面和限定内部空腔102的足床(footbed)的相对的顶部表面。缝合或粘合剂可以将斯创贝尔固定到鞋面100。足床可以被设置轮廓以符合于足部的底部表面(例如,足底(plantar))的轮廓。可选地,鞋面100还可以包含另外的层(诸如鞋内底或鞋垫),该另外的层(诸如鞋内底或鞋垫)可以被设置在斯创贝尔104上并放置在鞋面100的内部空腔102内,以接纳足部的足底表面,从而提高鞋类物品10的舒适性。鞋跟区域16中的踝部开口114可以提供进入内部空腔102的入口。例如,踝部开口114可以接纳足部,以将足部固定在空腔102内并便于足部进入到内部空腔102和从内部空腔102移出。
在一些示例中,一个或更多个紧固件110沿着鞋面100延伸,以调节鞋面100在足部周围的贴合性,并且适应足部进入鞋面100和从鞋面100移出。鞋面100可以包括孔112(诸如孔眼)和/或接纳紧固件110的其他接合特征(诸如织物或网眼环(fabric or meshloops))。紧固件110可以包括鞋带、带子、绳索、钩环或任何其他合适类型的紧固件。鞋面100可以包括在内部空腔102和紧固件之间延伸的鞋舌部分116。
继续参照图1-图2,鞋底结构200包括缓冲部件208,该缓冲部件208在鞋跟区域16内限定鞋底结构200的外周边的一部分。缓冲部件208可以包括流体填充囊210和鞋外底部分220。在一些构型中,鞋外底部分220可以与流体填充囊210一体地联接,诸如经由包覆模制工艺(overmolding process),或者还在形成囊210的壁时通过一体地模制鞋外底部分220来实现。鞋外底部分220沿着流体填充囊210的面向地面的侧延伸,并且可以限定鞋底结构200的接合地面的表面202的第一部分。
鞋底结构200还包括鞋前部区域12和鞋中部区域14中的前鞋底夹层部件230。前鞋底夹层部件230可以由能量吸收材料(诸如,例如聚合物泡沫)形成。由能量吸收材料(诸如聚合物泡沫)形成前鞋底夹层部件230允许前鞋底夹层部件230减弱在使用期间由鞋类物品10在地面上的移动引起的地面反作用力。
参照图2,流体填充囊210可由多个聚合物片(例如,第一聚合物片212a和第二聚合物片212b)形成,这些聚合物片在周边凸缘或接缝214处熔合在一起以限定相应的片212a、212b之间的内部容积。该内部容积适于接收可为鞋底结构提供缓冲质量的加压流体(例如空气)。在一些实施例中,接缝214可以围绕流体填充囊210的一些或全部周边延伸,然而可以优选地由鞋外底部分220隐藏。尽管接缝214被示出为形成从流体填充囊210向外突出的相对明显的凸缘,但在一些实施例中,接缝214可以是平坦的接缝,使得上部聚合物片212a和下部聚合物片212b基本上彼此连续。在一些实施例中,可以在第一聚合物片212a和第二聚合物片212b之间提供额外的聚合物片,以在流体填充囊210内限定一个或更多个额外的体积。
第一聚合物片212a和第二聚合物片212b可以各自由一层或更多层基本上透明的热塑性材料(诸如热塑性聚氨酯(TPU))形成。可用于形成流体填充囊210的其它合适的聚合物材料的示例包括热塑性聚氨酯、聚酯、聚酯聚氨酯和聚醚聚氨酯。此外,形成流体填充囊210的聚合物片212a、212b中的每一个可以包括不同材料的层。在一个实施例中,聚合物片212a、212b可以由多个交替的薄膜形成,该多个交替的薄膜包括一个或更多个热塑性聚氨酯(TPU)层和一个或更多个阻隔层,该阻隔层包括乙烯和乙烯醇(EVOH)的共聚物。在使用中,EVOH层可以构造成使得它们对于容纳在其中的加压流体是不可渗透的。Bonk等人的美国专利第6,082,025号中进一步公开了这样的构造,该美国专利通过引用以其整体并入。
在一些实施例中,聚合物片212a、212b还可以由包括热塑性聚氨酯和乙烯-乙烯醇共聚物的交替层的材料形成,如在Mitchell等人的美国专利第5,713,141号和第5,952,065号中所公开的,这两个美国专利通过引用以其整体并入。可替代地,这些层可以包括乙烯-乙烯醇共聚物、热塑性聚氨酯以及乙烯-乙烯醇共聚物和热塑性聚氨酯的再研磨材料。流体填充囊210的聚合物片212a、212b还可以是包括气体阻隔材料和弹性体材料的交替层的柔性微层膜,如在Bonk等人的美国专利第6,082,025号和第6,127,026号中所公开的,这两个美国专利通过引用以其整体并入。Rudy的美国专利第4,183,156号和第4,219,945号中公开了用于流体填充囊210的另外的合适材料,这两个美国专利通过引用以其整体并入。用于流体填充囊210的另外的合适的材料包括含有晶体材料的热塑性膜(如在Rudy的美国专利第4,936,029号和第5,042,176号中所公开的),以及包括聚酯多元醇的聚氨酯(如在Bonk等人的美国专利第6,013,340号、第6,203,868号和第6,321,465号中所公开的),上述美国专利通过引用以其整体并入。
在选择用于流体填充囊210的材料时,可以考虑工程性质,诸如承拉强度、拉伸性质、疲劳特性、动态模量和损耗正切。用于形成流体填充囊210的聚合物片212a、212b的厚度可以选择成提供这些特性。流体填充囊210是有回弹性的(resilient),并且提供可以诸如通过选择加压水平来调节的缓冲和柔性。可选地,承拉构件和/或加强结构可以与流体填充囊210集成,以提供期望的响应性,诸如在Rudy等人的美国专利第4,906,502号和Swigart等人的美国专利第8,061,060号中所公开的,这些美国专利通过引用以其整体并入。
在一些实施方式中,鞋外底部分220在囊210的一部分上延伸,以为囊210提供增加的耐用性和回弹性。因此,鞋外底部分220可以由与囊210不同的材料形成,并且包括与第二/下部聚合物片212b不同的厚度、不同的硬度和不同的耐磨性中的至少一种。在一些示例中,鞋外底部分220可以使用包覆模制工艺与囊210的第二聚合物片212b一体地形成。在其他示例中,鞋外底部分220可以与第二聚合物片212b分开形成,并且可以通过后续工艺粘合性地结合到第二阻隔层212b。
继续参照图1-图2,流体填充囊可以沿着鞋跟区域16的外周边从外侧面上的远端219到内侧面上的类似远端连续暴露。例如,第一阻隔层212a可以在鞋面100和鞋外底部分220之间沿着鞋底结构200的外周边连续暴露,使得透明的第一聚合物片212a围绕鞋跟区域16的周边暴露。
鞋底结构200还可以包括鞋跟稳定器(heel counter)270,鞋跟稳定器270可以由与第一聚合物片212a相同的透明TPU材料形成,并且可以进一步延伸到前鞋底夹层部件230的一部分上。如所示的,鞋跟稳定器270从囊210的第一远端219围绕后端20延伸并且延伸到位于鞋底结构200的相对侧上的囊210的远端。
一般而言,流体填充囊210和前鞋底夹层部件230可协作以限定鞋类物品的整个鞋底夹层的至少一部分。鞋底夹层通常具有至少部分地由流体填充囊侧壁和前鞋底夹层部件侧壁形成的面向外的鞋底夹层侧壁。鞋底夹层侧壁可以大致从接合地面的表面202向上朝向鞋面延伸,并且可以形成鞋类物品10的整体侧轮廓的至少一部分。
在一个实施例中,鞋类物品10并且特别是鞋类物品的鞋底结构200可以通过使用蚀刻工艺定制其视觉和/或触觉外观。特别地,诸如图3所示的激光蚀刻系统300可用于将一个或更多个设计划线到鞋底夹层侧壁中,其中设计可以延伸跨过流体填充囊侧壁和前鞋底夹层部件侧壁中的一者或两者。系统300通常可以包括激光头302、被构造成保持和/或移动工件306的工件保持器304、被构造成提供激光头302和工件之间的运动的移动系统308、以及被构造成控制激光头302和工件之间的移动的计算机数字控制器310。激光头302可以发射处于特定波长的强光束,并且可以由激光振荡器312驱动,激光振荡器312又由变压器314供电。
激光蚀刻系统300可包括用于切割鞋底材料的任何合适类型的激光切割机。例如,激光蚀刻系统300可以包括脉冲光纤激光器、连续波二氧化碳激光器、紫外固态激光器、钇锂氟化激光器或准分子(复合受激态)激光切割机,例如由三菱公司(MitsubishiCorporation)制造的5轴计算机数字控制激光切割机ML1515VZ20。在另一个示例中,Sumitomo Heavy Industries,Ltd.制造激光切割机,诸如具有248nm的波长的KrF准分子激光器INDEX-848K。
激光的波长可以根据要切割的材料的性质和期望的效果而改变。在一些实施例中,波长可以在光谱的紫外部分,即从约10nm到约400nm。在其他实施例中,可以选择紫外光谱的特定部分,诸如从约200nm到约300nm。例如,对于许多聚合物,248nm光对于切割/蚀刻可能是有效的。在其他实施例中,电磁波谱的其他部分可以被选择用于激光器。也可以选择红外光,例如,940nm-1064nm波长范围内的二氧化碳激光器对于某些材料/效果可能是期望的。在其他实施例中,在355nm、532nm和1064nm下工作的激光器可能是期望的。当与热塑性材料一起使用时,IR(例如>700nm)激光器可能倾向于热转化/熔化聚合物(即,“热”工艺),而UV激光器(例如<400nm)可能在“冷”光烧蚀工艺(其可以产生边缘更光滑的特征)中破坏表层处的分子键。类似于波长的选择,激光器的功率和/或任何激光脉冲或暴露于激光束的持续时间可以根据诸如波长、功率源、期望被切割/蚀刻的材料类型和期望的切割/蚀刻效果的类型等因素来选择。
激光头302可以连接到激光振荡器312,并且可以被构造成聚焦由激光振荡器312产生的激光。激光头302可以包括设置在激光头302的底部上的激光喷嘴316。激光喷嘴316可以被构造成进一步聚焦激光并发射激光束,并且可以被调节以增加和/或减少激光束的聚焦。在一些实施例中,激光喷嘴316可以通过本地处理设备318来调节。下面更详细地讨论本地处理设备318。激光头302和/或激光喷嘴316的类型可以基于多种因素来选择。例如,激光头和激光喷嘴的类型可以基于所使用的激光切割机的类型和/或蚀刻图案的期望深度和形状来选择。
工件保持器304可以包括可操作以保持鞋类物品的任何合适类型的保持器。例如,如图3所示,工件保持器304可包括工件台320。在其他实施例中,工件保持器304可以包括鞋楦,鞋类物品安装在该鞋楦上。
图3的激光蚀刻系统300可以包括在激光头302和工件之间提供运动的移动系统308,例如,如上所述来自三菱公司的ML1515VZ20。在一种构型中,激光蚀刻系统300可以包括被构造成在三个方向上移动激光头302并且在两个方向上移动工件的5轴切割机。在一些实施例中,激光蚀刻系统300可以包括被构造成在两个方向上移动激光头302并且在三个方向上移动工件的5轴切割机。可替代地,激光蚀刻系统300可以包括被构造成在三个方向上移动激光头302和在三个方向上移动工件的6轴切割机。在激光头302和工件保持器304之间提供多个移动方向可以提供许多蚀刻图案的可能性。
当用于蚀刻鞋底结构200中的视觉图案时,从激光头302发射的激光束可以被调节以在切割后保持鞋底结构200的表面光滑,然而可以改变聚合物的视觉外观。在一些实施例中,从激光头302发射的激光束可以被调节以在激光束的尾流中留下标记。由激光切割产生的标记可以如此细微和均匀,以至于鞋底结构200的所得表面的粗糙度可以非常低或相对于预蚀刻状态没有变化。在一些实施例中,图3的激光蚀刻系统300可用于切割细线和/或其它重复图案,这可以将纹理添加到鞋底结构200的表面。
如上所述,激光蚀刻系统300可包括计算机数字控制器310,计算机数字控制器310被构造成控制激光头302和工件之间的移动。例如,如上所述,三菱公司制造了5轴计算机数字控制激光切割机,诸如ML1515VZ20。在一些实施例中,计算机数字控制器310可以被构造成控制从激光头302发射的激光束的聚焦。计算机数字控制器310可以包括任何合适类型的计算机数字控制器。计算机数字控制器的类型可以基于各种因素来选择。例如,计算机数字控制器的类型可以基于激光头的类型和/或所使用的工件台的类型来选择。
图3的激光蚀刻系统300可以包括可操作以控制激光头302和/或计算机数字控制器310的本地处理设备318。在一些实施例中,本地处理设备包括可操作以配置系统300的本地用户界面。本地处理设备318可以包括一个或更多个专用处理器,或者与计算机数字控制器310本地通信的一个或更多个计算设备。例如,在一些实施例中,本地处理设备318可以包括与计算机数字控制器310有线或直接无线通信的台式或膝上型计算机、平板计算机或合适的便携式计算设备。
在一些实施例中,本地处理设备318可以通过数字计算机网络、局域网、广域网或通过诸如使用蓝牙协议的点对点RF通信来与一个或更多个联网用户界面322通信。联网用户界面322可以显示或提供在任何合适的便携式计算设备(诸如智能手机、平板电脑、膝上型电脑或类似设备)上,并且可以使用户能够提供期望蚀刻到鞋底结构200中的一个或更多个设计324。在一些实施例中,联网用户界面322可以包括在用户的设备上操作的专用应用,或者可以包括可通过合适的互联网浏览器查看的基于互联网的网络应用。
如图3所示,用户可以经由显示屏或其他人机界面设备访问联网用户界面322,以响应一组用户提示。例如,显示屏可以是触摸屏,并且用户提示可以是请求输入期望的表面特征或设计(诸如可以蚀刻到鞋底结构200中的定制深度、图案或效果)的一个或更多个图标和/或基于文本的提示。可替代地,用户提示可以请求在鞋底结构200的外表面上输入期望的标志,其中本文所使用的术语“标志”指的是将有效地形成定制水印或蚀刻图像的任何图像、字母、字符或类似物。
如上所述,在一个实施例中,鞋类物品10并且特别是鞋类物品的鞋底结构200可以具有其经由激光蚀刻系统300定制的视觉外观。特别地,激光蚀刻系统300可以被构造成可控地将激光能量施加到鞋类物品10的外表面,以用于改变用于形成物品的材料的视觉特性和/或改变物品本身的物理特性的目的。
图4示意性地示出了鞋类物品10的一个实施例,该鞋类物品具有压印到外表面352中的蚀刻图案350。如总体所示,蚀刻图案350可以连续延伸跨过多个部件而不中断。在一个特定实施例中,蚀刻图案350的这种连续方面可以通过控制移动系统308、计算机数字控制器310和/或工件保持器304使得从激光头302发出的激光束在激光束撞击外表面的点处近似正交于外表面352来形成。
图5示意性地示出了用于对鞋类物品进行激光蚀刻的方法400的实施例。如所示,方法400可以包括在工件保持器304上提供(或接收)鞋类物品10(在402处),并识别鞋类物品的外形轮廓或外表面轮廓(在404处),随后识别物品的外表面上的可蚀刻工作空间(在406处)。识别外形轮廓可以手动发生(诸如通过从用户界面接收鞋类物品的型号和尺寸的指示),或者自动发生(诸如通过例如用激光扫描物品的外表面)。在一个实施例中,所识别的可蚀刻工作空间在多个部件上连续延伸,该多个部件诸如是聚合物泡沫鞋底夹层(例如,图1-图2所示的前鞋底夹层部件230)、聚合物流体填充室(例如,图1-图2所示的流体填充室210)、和/或鞋跟稳定器(例如,图1-图2所示的鞋跟稳定器270)。
方法400还包括经由本地处理设备318和/或联网用户界面322从用户接收设计(在408处)。在一种构型中,设计可以包括离散图形图元的重复图案,诸如重复格子图案或重复人字形设计。在另一种构型中,设计可以包括更复杂的图形,诸如标志、图片或其他创造性作品。
在408处接收到设计之后,本地处理设备318可以将设计施加/投影到可蚀刻工作空间上(在410处),并且然后构建一系列数字代码(在412处),该数字代码可以用于指示移动系统308和/或计算机数字控制器310移动激光头302,使得激光束将设计跟踪到物品上(在414处)。在一个实施例中,本地处理设备318可以利用物品的外表面的尺寸几何形状来构建数字代码,该数字代码将激光束保持在与其照射的表面近似正交的取向上。在创建数字代码之后,本地处理设备可以指示移动系统308和/或计算机数字控制器310移动激光头302,同时调制激光振荡器312和/或激光的功率以将规定的设计蚀刻到物品中。
以这种方式施加该设计可以导致具有由激光形成的至少一条蚀刻线的完整物品,该蚀刻线连续延伸跨过两个部件之间的边界。在一个实施例中,激光可以切割或局部熔化一个或更多个部件的外表面,以产生具有从一个或更多个直接相邻的台阶区域测量的在约2μm和约1000μm之间或在约2μm和约500μm之间或在约2μm和约125μm之间或者甚至在约2μm和约25μm之间的深度的通道。
在一个实施例中,鞋底夹层(例如,在图1-图2中示出的前鞋底夹层部件230)、聚合物流体填充室(例如,在图1-图2中示出的流体填充室210)和/或鞋跟稳定器(例如,在图1-图2中示出的鞋跟稳定器270)中的至少一个可以具有包括多个层的外表皮或外部材料构造。一个或更多个层可以具有基本上恒定的厚度,并且至少两个层可以由具有不同色素沉着的材料形成。在这样的实施例中,激光蚀刻的深度可以大于最外部的层的厚度的75%,使得第二层(即,紧接在最外部的层下方的层)可以通过蚀刻通道和/或外部层的剩余材料至少部分地可见。在一个实施例中,激光蚀刻的深度可以大于或等于最外部的层的厚度,使得第二层至少部分地暴露在经由蚀刻形成的通道内。在一些构型中,第二层可以与最外部的层是不同的颜色,并且还可以仅通过蚀刻通道可见。
在另一个实施例中,蚀刻工艺可以改变鞋底结构200的外表面的一种或更多种颜料,或者可以改变聚合物的透光率,诸如在流体填充室210的阻隔层212a中。聚合物的色素沉着和/或透射性的改变可以通过例如改变聚合物链结构或通过引发导致可见变化的超局部化化学反应来发生。
可蚀刻工作空间可以包括鞋类物品的各个部分,包括趾部缓冲器(toe bumper)、鞋底结构的侧壁、面向地面的表面、鞋跟稳定器、流体填充室和/或鞋面。
在一些构型中,本文描述的方法和系统可用于将纹理施加到鞋类物品的外表面并跨过多个离散部件。这种纹理可以实现右鞋和左鞋之间的非视觉区分,这对于具有视觉缺陷的个体可能是有益的。例如,在一种构型中,纹理可以仅施加到相应一双鞋中的一只鞋。在另一种构型中,相似的纹理可以施加到每只鞋,然而,纹理可以仅施加到每个物品的外侧面或内侧面中的一个(然而两者之间一致—即,两个外侧或两个内侧)。在又一种构型中,第一纹理可以施加到相应一双鞋中的第一物品,而可与第一纹理区分的第二纹理可以施加到一双中的第二物品。在这些实施例中,所施加的纹理通常可以包括凹陷或蚀刻的表面轮廓,该凹陷或蚀刻的表面轮廓具有足够的粗糙度或表面几何形状,以便通过人类触摸可以感知和识别。
在又一种构型中,所施加的图案或标志可以包含足够的独特内容,以将鞋类物品认证为真品而不是仿制品。特别地,通过跨过鞋底和/或鞋面的多个部件蚀刻,产生令人信服的仿制品的能力可能会进一步复杂化。在一种构型中,认证或识别标记可以在更宽的纹理或视觉设计内进行数字编码,诸如在美国专利申请号17/116,527中所描述的,该美国专利申请通过引用以其整体并入并公开了其所有内容。
虽然已经详细描述了用于实施本发明的最佳模式,但是熟悉本发明所涉及的领域的人员应认识到在所附权利要求的范围内的用于实践本发明的各种替代设计和实施例。目的是,在以上描述中包含的以及在附图中示出的所有内容应仅视为说明性的而非限制性的。