一种连续不锈钢-碳钢电镀锌复合板及其制备方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及不锈钢复合板制备技术领域,具体而言,涉及一种连续不锈钢-碳钢电镀锌复合板及其制备方法。
背景技术
不锈钢复合板可替代纯不锈钢板,能够降低设备成本,而设备的使用却不受其影响。不锈钢复合板可用于脱硫塔、蒸氨塔、脱苯塔等,且成本低,耐腐蚀;不锈钢复合板还可用于装饰装潢领域,采用不锈钢复合板代替纯不锈钢板,成本可下降到30%以上。
现有不锈钢复合板生产采用碳钢爆炸/热轧复合包敷双面不锈钢方法制备,如图1所示,但双面都采用不锈钢层,使用成本高。
不锈钢-碳钢单面复合板的生产曾尝试采用单面热镀锌生产方法,但是在热镀锌过程中,难以解决锌液喷溅到不锈钢一面的技术难题,从而影响产品质量。具体来说,采用现有双面热镀锌机组改造单面连续热镀锌的带钢经过锌锅熔池液面的上方,由导向辊支撑。镀锌辊直接浸没在锌锅的熔池内。将镀锌辊与带钢之间的距离调节到几毫米,使镀锌辊与带钢逆向旋转,从而对带钢的下表面镀锌。碳钢侧单面连续热镀锌过程中,不可避免的会带起少量锌液喷溅到不锈钢面一侧,从而破坏板面质量,产品质量难以稳定。国内厂家曾经尝试采用现有双面热镀锌机组改造单面连续热镀锌均未获得成功。还有采用将带钢的一面涂上不和锌浸润的物质再热镀锌的办法,从而获得单面镀锌板。但是,这种工艺十分麻烦,而且也很难获得单面镀锌板。
不锈钢-碳钢单面复合板的生产也有采用不锈钢-碳钢高分子层粘接的方法生产,难以解决焊接和折弯过程中的变形和开裂问题,如图2所示。
发明内容
本发明的目的在于提供一种连续不锈钢-碳钢电镀锌复合板及其制备方法,以解决不锈钢单面复合板的碳钢侧不耐腐蚀以及碳钢侧单面热镀锌过程中,无法避免的锌液喷溅不锈钢面的技术难题。
第一方面,本申请实施例提供一种连续不锈钢-碳钢电镀锌复合板的制备方法,所述制备方法包括:
得到冷轧不锈钢-碳钢单面复合板;
将所述冷轧不锈钢-碳钢单面复合板进行清洗,得到待镀锌的冷轧不锈钢-碳钢单面复合板;
采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌,后进行无铬钝化、烘干、冷覆膜和卷取,得到连续不锈钢-碳钢电镀锌复合板;
其中,所述水平镀槽中的上阳极和下阳极中任意一个阳极通电,另一个阳极不通电或不设阳极。
进一步地,所述水平镀槽上部设置不溶性阳极,所述水平镀槽下部为绝缘材料。
进一步地,采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌时,电镀层为纯锌Zn;镀层厚度为20/20g/m
进一步地,采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌时,作为阴极的带钢的运动速度为85~95m/min。
进一步地,采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌时,采用硫酸锌溶液作为电镀液,浓度为340~360g/l,无添加剂,温度为60~70℃。
进一步地,采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌时,采用硫酸锌溶液作为电镀液,浓度为350g/l,无添加剂,温度为65℃。
进一步地,采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌时,不锈钢-碳钢单面复合板的碳钢一侧为水平运动的上面,不锈钢一侧为下面。
进一步地,所述将所述冷轧不锈钢-碳钢单面复合板进行清洗,得到待镀锌的冷轧不锈钢-碳钢单面复合板的步骤包括:
将冷轧不锈钢-碳钢单面复合板依次进行开卷、碱洗、电解清洗、刷洗、酸洗和漂洗,得到待镀锌的冷轧不锈钢-碳钢单面复合板。
第二方面,本申请实施例提供一种连续不锈钢-碳钢电镀锌复合板,所述连续不锈钢-碳钢电镀锌复合板是由第一方面所述的制备方法制得。
进一步地,所述连续不锈钢-碳钢电镀锌复合板包括碳钢基层,所述碳钢基层的一面设置有不锈钢层,另一面设置有电镀锌层。
相较于现有技术,本申请实施例提供的上述方案至少具有以下有益效果:
本申请实施例提供了一种连续不锈钢-碳钢电镀锌复合板及其制备方法,相较于常规的现有公开的“电镀锌”方法,本发明中“单面连续电镀锌”采用水平电镀槽,使上、下阳极其中一个阳极通电,另一个阳极不通电或不设阳极,从而实现单面镀锌,解决了不锈钢单面复合板的碳钢侧不耐腐蚀以及碳钢侧单面热镀锌过程中,无法避免的锌液喷溅不锈钢面的技术难题;同时,所制得复合板满足《不锈钢复合钢板和钢带》GB/T 8165-2008要求。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为现有常规包敷不锈钢-碳钢复合板的结构示意图。
图2为现有常规不锈钢-碳钢粘接复合板的结构示意图。
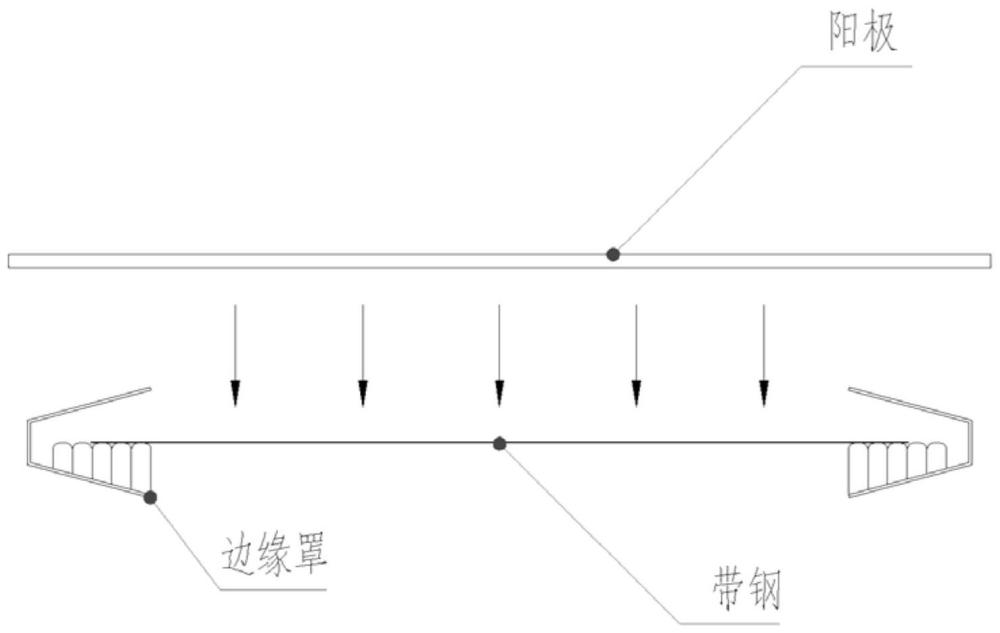
图3为本发明中采用水平镀槽进行单面电镀锌示意图。
图4为本发明中不锈钢-碳钢单面电镀锌复合板的结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考具体实施例来详细说明本发明。
本发明实施例提供的技术方案的总体思路如下:
本申请实施例提供一种连续不锈钢-碳钢电镀锌复合板的制备方法,所述制备方法包括:
得到冷轧不锈钢-碳钢单面复合板;
将所述冷轧不锈钢-碳钢单面复合板进行清洗,得到待镀锌的冷轧不锈钢-碳钢单面复合板;
采用水平镀槽对待镀锌的所述冷轧不锈钢-碳钢单面复合板的碳钢一侧的表面进行单面电镀锌,后进行无铬钝化、烘干、冷覆膜和卷取,得到连续不锈钢-碳钢电镀锌复合板;
其中,所述水平镀槽中的上阳极和下阳极中任意一个阳极通电,另一个阳极不通电或不设阳极。
如图3所示,相较于常规的现有公开的“电镀锌”方法,本发明中“单面连续电镀锌”采用水平电镀槽,使上、下阳极其中一个阳极通电,另一个阳极不通电或不设阳极,从而实现单面镀锌。作为阴极的带钢,始终处于高速运动(如90m/min)的状态。具有如下特点:
阴极电流密度大,电流密度大于85A/dm
工作电压低,由于阴阳极间距较小为12mm,节电效果显著。
由于阴极的高速运动和较大的工作电流密度,在很短时间内完成了电镀,镀层的组织结构致密,镀层缺陷少,耐蚀性能高。
水平镀槽由阳极、导电辊、支撑辊、边缘罩组成,带钢上表面为碳钢侧,下表面为不锈钢侧。所不同的是,边缘罩为能屏蔽掉边部电力线,防止电力线跳出电镀到不锈钢板面。边缘罩由液压伺服控制系统控制,跟随带钢随动,有效消除边部增厚和电力线跳出。
以下结合实施例对本发明的特征和性能作进一步的详细描述。
实施例1
本例提供一种连续不锈钢-碳钢电镀锌复合板的制备方法包括:冷轧不锈钢-碳钢单面复合板→开卷→碱洗→电解清洗→漂洗(刷洗)→酸洗→漂洗→单面电镀锌→无铬钝化→烘干→冷覆膜→卷取→包装→入库。具体过程如下:
冷轧不锈钢-碳钢单面复合板由钢卷小车将钢卷座上的钢卷托起运送到开卷机。带钢焊接之后进入清洗段采用金属表面除油剂(NaOH>20%),对带钢进行碱洗和电解清洗,库伦密度>11C/dm
Fe
Fe2O
阳极40H--4e-=2H
阴极2H++2e-=H
该电解酸洗槽为中部双向水平喷射式结构,电解电流为直流电,工作电流大于8C/dm
清洗后的钢带进入水平电镀锌槽,镀槽上部设置不溶性阳极,镀槽下部不设阳极为绝缘材料。不锈钢-碳钢单面复合板的碳钢一侧为水平运动的上面,不锈钢一侧为下面,对碳钢一侧的表面进行单面电镀锌。电镀层为纯锌Zn;镀层厚度为20/20g/m
一共设置了8台电镀锌槽,为中部双向水平喷射式结构,镀液由镀槽的中部上下输入。然后通过喷嘴与带钢之间的缝隙分别喷入电镀区,在电流作用下对钢带上下表面进行电镀。采用不溶性阳极,电镀沉积所需金属离子由溶锌站供给。离开电镀槽的镀液通过回流槽流回镀液循环罐,电镀工作原理如下:
阴极:Zn
阳极:40H--4e-=2H
为保证生产和产品质量的稳定性,在主厂房外设置溶锌站,将金属锌条(20×20×150mm)加入溶锌槽中,再将镀液循环罐中的稀硫酸溶液用泵输入溶锌槽,进行如下反应:
Zn+H
制备成硫酸锌(ZnSO4·7H
钢带完成电镀锌通过导电辊和支撑辊将表面镀液挤干后,进入水洗槽进行喷淋清洗。去除带钢表面残留的镀液。
水洗后的钢带表面通过热风吹干,进入浸渍式封闭槽进行镀锌层表面封闭处理。处理溶液为SWG-J6000(帕卡濑精公司)浸渍无铬钝化剂,温度为常温。表面处理完成以后钢带进入感应加热装置,进行表面处理溶液的烘干,加热温度80~120℃。
钢带表面烘干以后,自然冷却至室温后,由卷取机进行收卷,用行车缷卷后包装入库。
本例所得不锈钢-碳钢单面电镀锌复合板的结构示意图如图4所示,经检测所制得复合板满足《不锈钢复合钢板和钢带》GB/T 8165-2008要求。
本申请的各种实施例可以以一个范围的形式存在;应当理解,以一范围形式的描述仅仅是因为方便及简洁,不应理解为对本申请范围的硬性限制;因此,应当认为所述的范围描述已经具体公开所有可能的子范围以及该范围内的单一数值。例如,应当认为从1到6的范围描述已经具体公开子范围,例如从1到3,从1到4,从1到5,从2到4,从2到6,从3到6等,以及所述范围内的单一数字,例如1、2、3、4、5及6,此不管范围为何皆适用。另外,每当在本文中指出数值范围,是指包括所指范围内的任何引用的数字(分数或整数)。
另外,在本申请说明书的描述中,术语“包括”“包含”等是指“包括但不限于”。在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
以上所描述的实施例是本发明一部分实施例,而不是全部的实施例。本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
- 一种制备不锈钢与碳钢复合板的异温轧制方法
- 一种不锈钢-碳钢复合板热连轧规模化制备方法
- 不锈钢、碳钢复合板材及其制备方法
- 一种含Mo不锈钢焊带及其制备方法、烧结焊剂及其制备方法和一种单层带极电渣堆焊方法
- 一种不锈钢包覆碳钢复合板的短流程制备方法
- 一种微氧化气氛制备衬板用碳钢-不锈钢复合板材的方法